
 关注
关注
已关注

![]() 已认证
已认证
粉丝量 0
400-860-5168转4634
仪器信息网认证电话,请放心拨打
镍网镀镍截面观测
2023/06/13 11:13
阅读:68
分享:方案摘要:
产品配置单:

费马科仪FEMA抛光机、磨抛机、磨样机Fpol 252A pro
型号: Fpol 252A pro
产地: 江苏
品牌: 费马科仪
¥8万
参考报价
联系电话

费马科仪FEMA真空镶嵌机Epress 30C
型号: Epress 30C
产地: 江苏
品牌: 费马科仪
¥1.5万
参考报价
联系电话

费马科仪FEMA耐水砂纸
型号:
产地:
品牌: 费马科仪
¥300 - 500
参考报价
联系电话
方案详情:

样品名称: 镍网镀镍
样品描述:
材质:样品为镍丝编织的镍网并且单面镀镍;
材料特性:镀镍一是防腐蚀和耐磨,镀镍后的金属表面薄膜具有优异的耐腐蚀性和耐磨性,可以抵抗外界腐蚀环境,并且有一定的抗碰撞性能,可以延长金属表面的使用寿命。二是改善外观,镀镍后的金属表面拥有美观的颜色,使其外观更加绚丽多彩,而且经镀镍后表面光滑度与强度及耐腐蚀性也会大大提高,还能使金属表面更易清洁和保养。三是镀镍后的金属表面附有一-层镍薄膜,可以有效地阻隔外界环境,使其免受潮湿、酸、碱、氯等外界环境的损伤,可以延长金属表面的使用寿命。
客户现状:希望观测涂层的截面;
制样要求:真实反应涂层的截面即可;
制备方案概述:
1.采用孔隙填充性好的冷镶嵌树脂结合真空镶嵌机进行镶嵌,可以保证镍网孔洞均可以被树脂填充而封存;
2.磨抛前期采用弹性较低的磨抛盘保证平整度,后期则采用弹性较高的磨抛盘结合粒径较细的悬浮 液修复试样表面,直至无因磨抛不当而产生的划痕为止。

镶嵌
设备: Epress 30C pro
树脂: F2112AB
镶样尺寸: φ30 mm
备注:
镶嵌原则:
1. 由于普通热镶嵌涂层在制样过程中容易脱落,因此需要采用冷镶嵌工艺;
2. 在冷镶嵌时,考虑到客户的需求(观察涂层截面),
从而优异的孔隙填充性、流动性是树脂选型最重要的考察指标;
3. 由于考察对象为涂层,故还需要保证良好的边缘保
护(树脂收缩率低);
综上,不建议选择丙烯酸树脂,其固化速度太快,不利
于更好的完全填充网洞,需要长期流动性良好的树脂进
行慢慢的渗透);因此决定选用渗透性最佳的F2112AB
环氧树脂。
镶嵌流程
1. 选择好合适的树脂镶嵌套装,将固化剂与树脂按照1:2的配比仔细地混合,搅拌时应当缓慢,以避免形成过量气泡。将混合好的配料静置数分钟再使用,可以使得残留在配料中的空气升起并逸出。
2. 将试样用样品夹装夹好,置于模具中心位置,将模具放置于真空镶嵌机内,将装有配好的镶嵌料的纸杯置于固定支架上,确认好镶嵌料流下位置是否是模具位置,放置好后盖上上盖,启动真空泵抽真空,直至真空镶嵌机内为真空状态,缓慢倒入镶嵌料填充模具。
3. 静置一会缓慢拧动顶部气阀泄压,直至变为正常大气压,继续放置1-2h,样品即制作完成。
 研磨/抛光
研磨/抛光
设备: FPOL 252A
磨抛盘直径: 254mm(10寸)
试样夹具: φ30 mm *6
备注:
磨抛原则:
针对软硬兼有的材料,磨抛初期采用弹性较
小(刚性)的磨抛盘保证试样平整性及磨削
率,后期则采用弹性较高的磨抛盘进行表面
修复,保证表面无划痕。
磨抛效果:
1.试样平整,无塌陷,整体无划痕;
磨抛参数
步骤 | 1 | 2 | 3 | 4 | 5 |
砂纸/抛光布 | P400 | P800 | P1200 | FP-NAP | FP-NAP |
磨盘转速(rpm) | 100 | 100 | 100 | 80 | 80 |
研磨抛光液 | 金刚石1um | 氧化铝 | |||
润滑液 | 水 | 水 | 水 | ||
加载力 | 10N | 10N | 10N | 10N | 10N |
夹具转速(rpm) | 100 | 100 | 100 | 80 | 80 |
旋转方向 | 同向 | 同向 | 同向 | 逆向 | 逆向 |
时间(min) | 直至磨平 | 3 | 3 | 2 | 2 |
步骤是否暂停 | 否 | 否 | 否 | 否 | 否 |
图像/分析
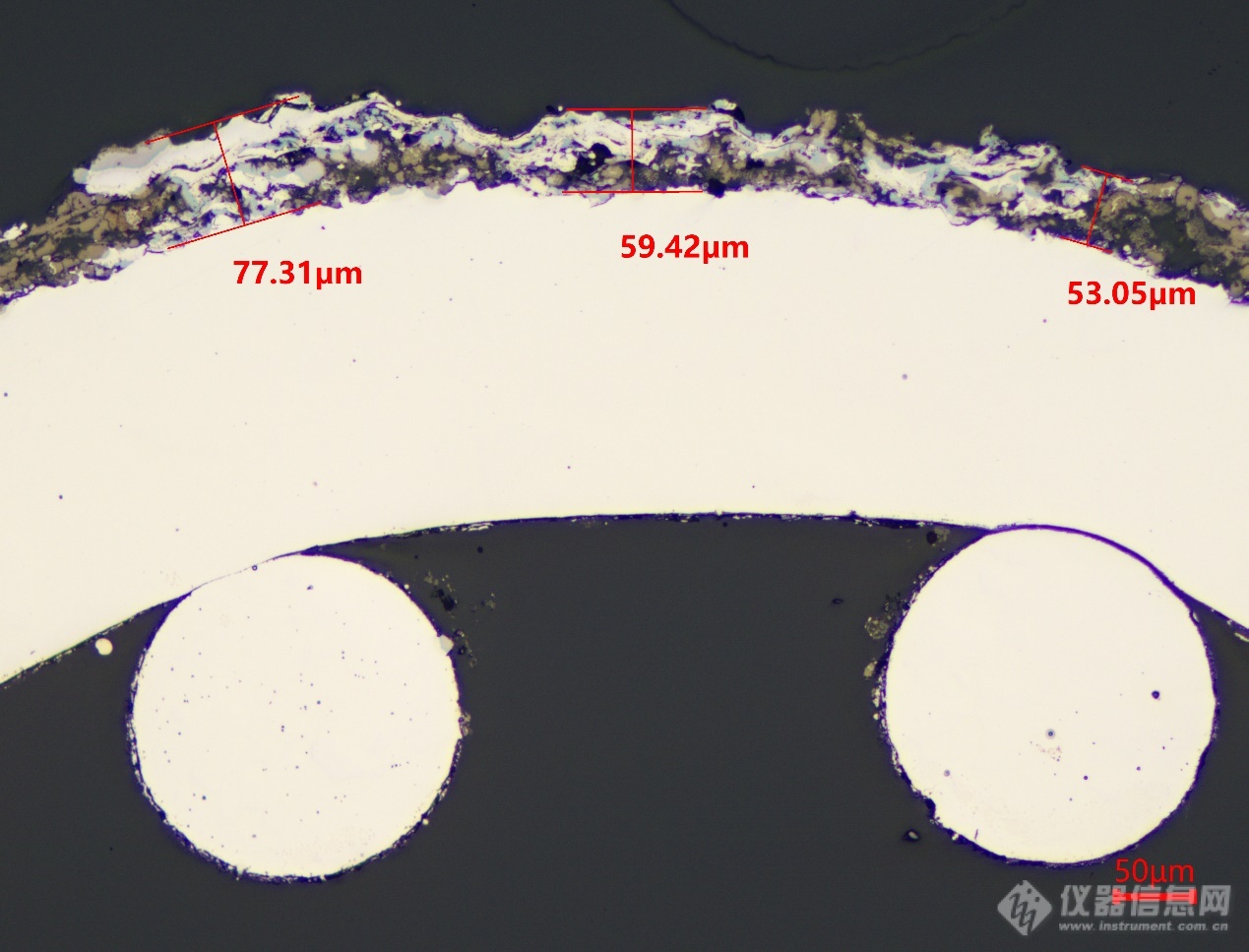
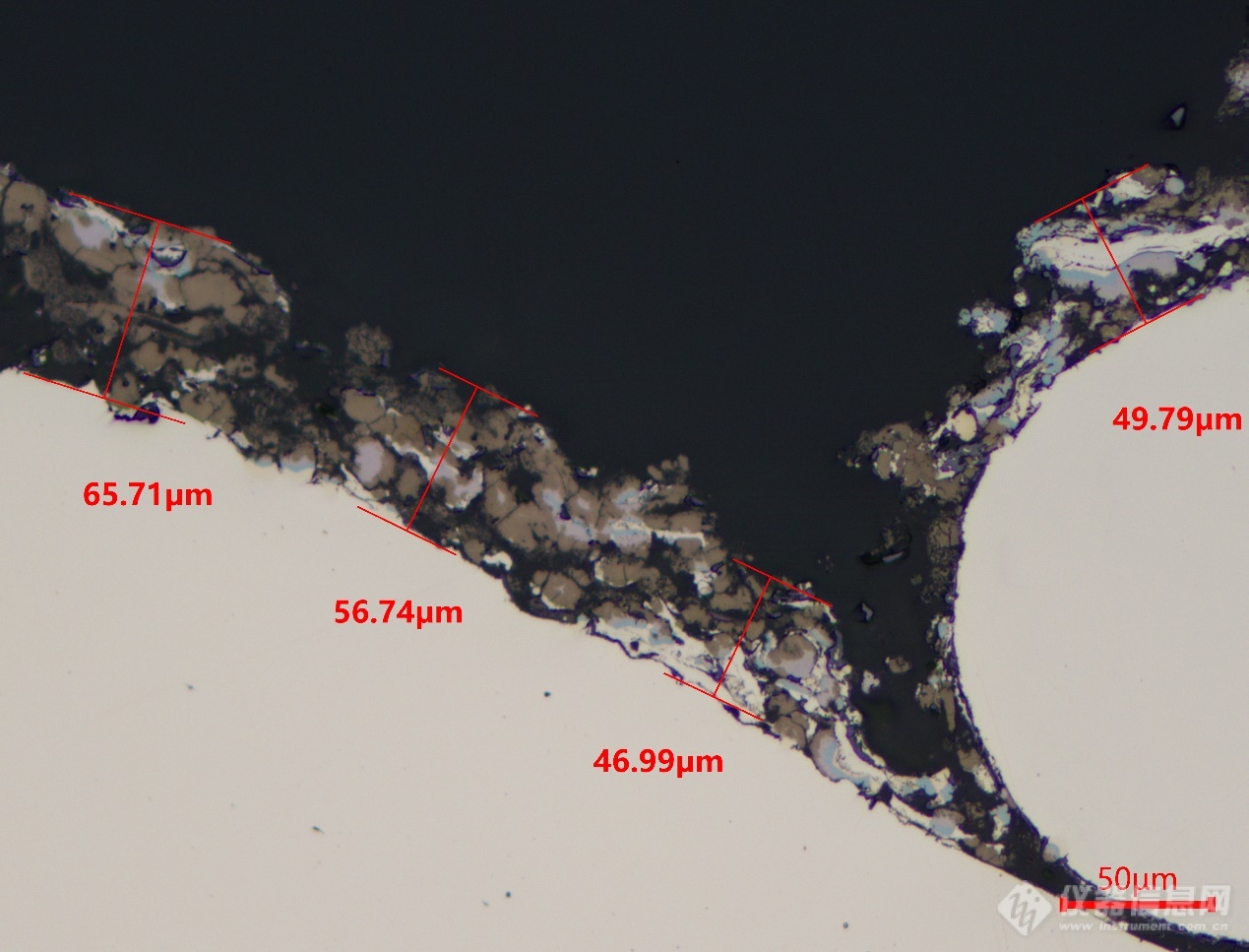
1 - 1#样品区域照片(放大100倍):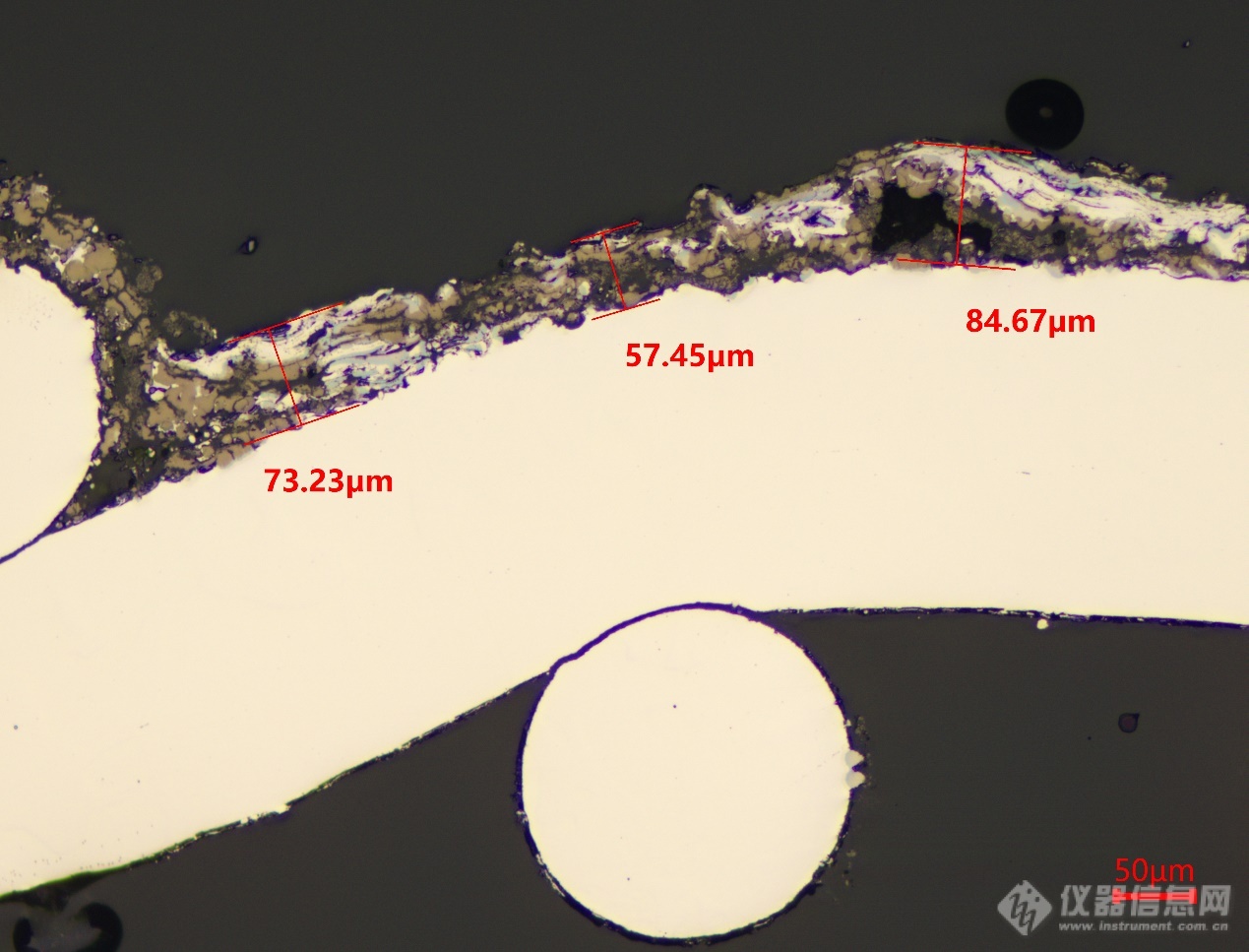
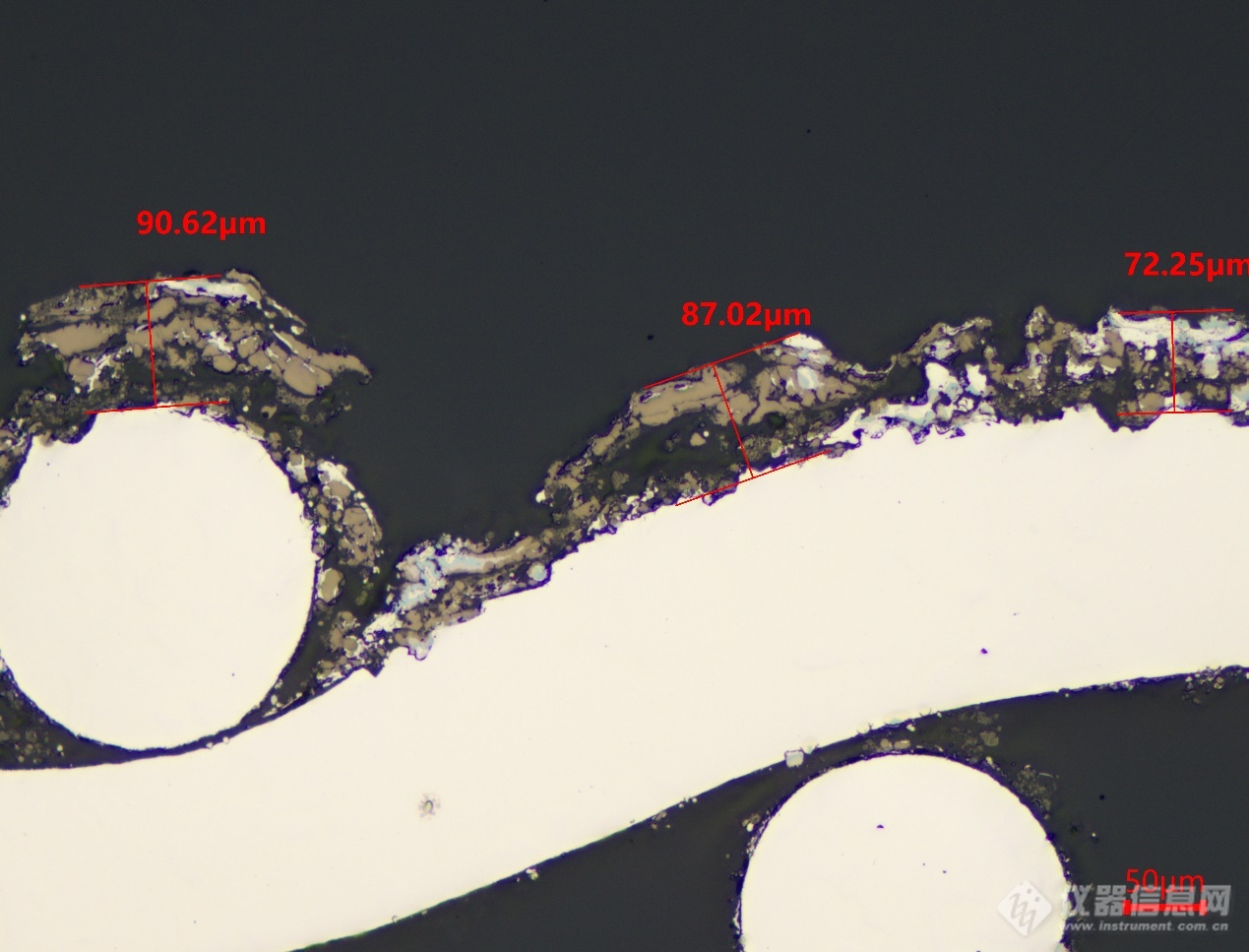
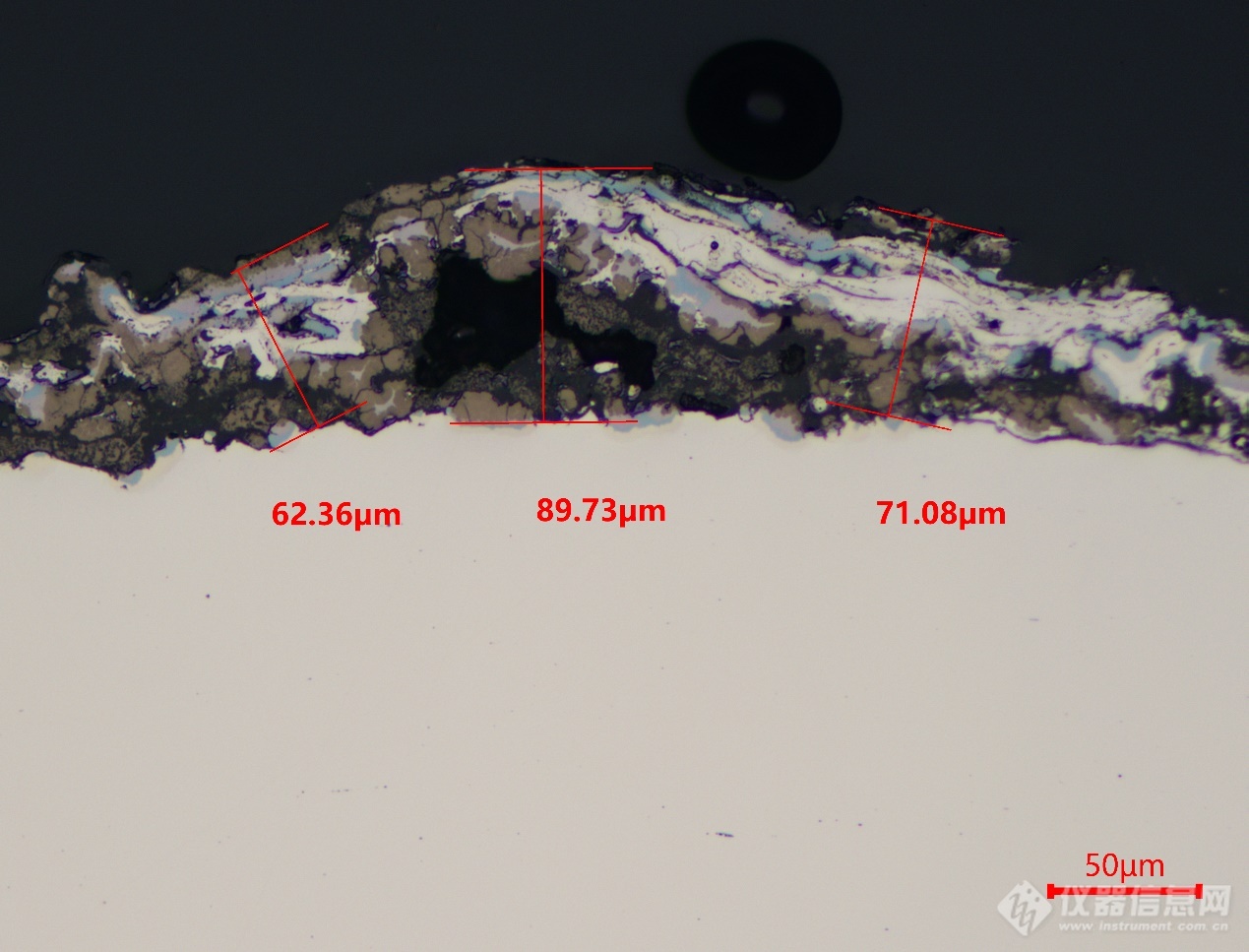
2 - 2#样品区域照片(放大200倍):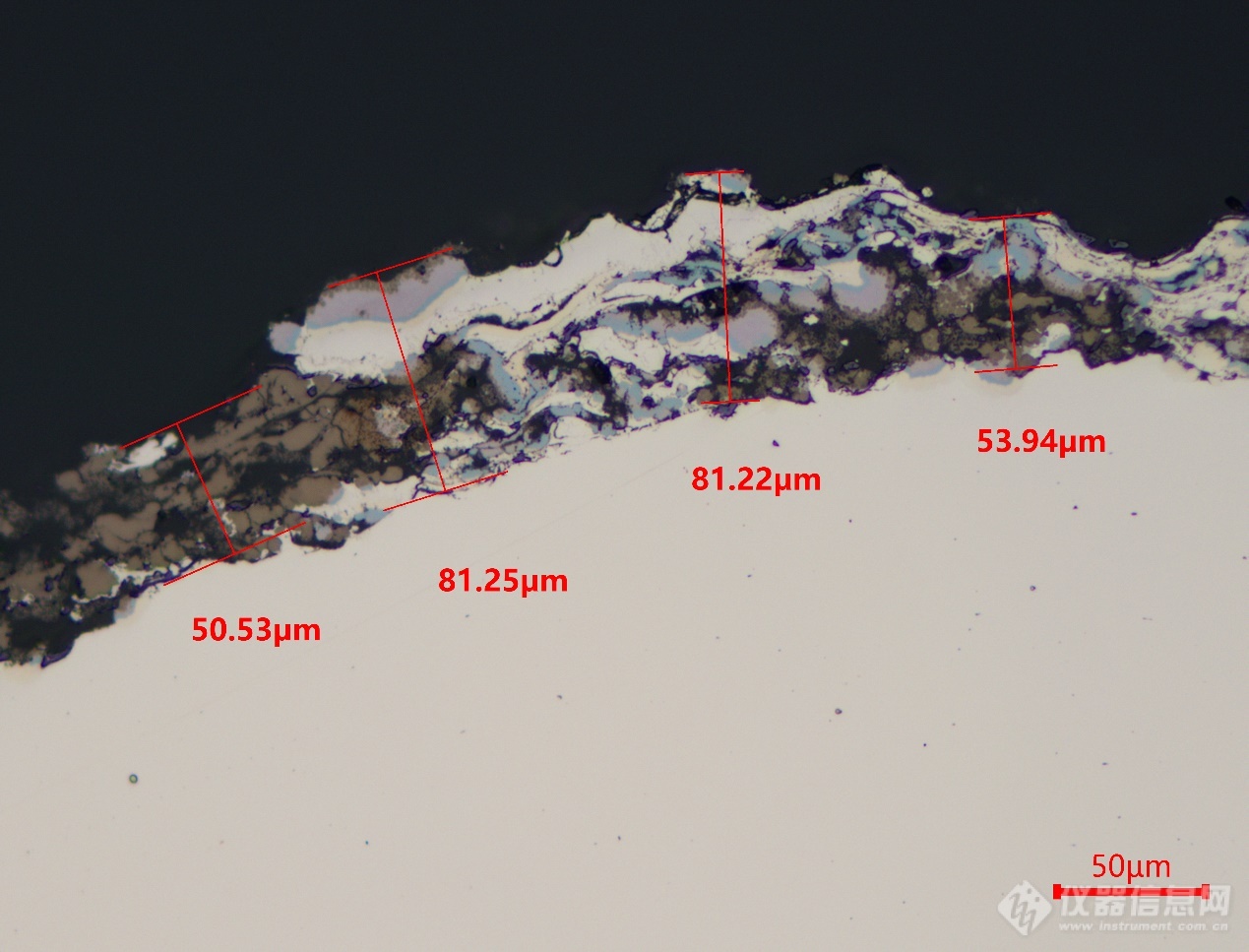
总结
总结:
本次制样方案采用了真空冷镶嵌机,树脂采用流动性佳、填充性好及保边效果好的F2112AB环氧树脂,以便更好保护涂层。
在完成每一道工序后,在显微镜下观察试样表面以确定时间是否足够。会出现凹痕和磨痕并与所用磨料尺寸成正比。如果已经得到均匀的磨痕,而且不随所用时间的增加而改善,这说明该工序已经完成。这时应仔细清洗试样并转到下一道工序。
下载本篇解决方案:
更多![]()





公司名称: 苏州费马科仪自动化技术有限公司
公司地址: 苏州市工业园区宝达路1号 联系人: 李冬来 邮编: 215500 联系电话: 400-860-5168转4634
仪器信息网APP

展位手机站