
 关注
关注
已关注

![]() 已认证
已认证
粉丝量 0
400-860-5168转4249
仪器信息网认证电话,请放心拨打


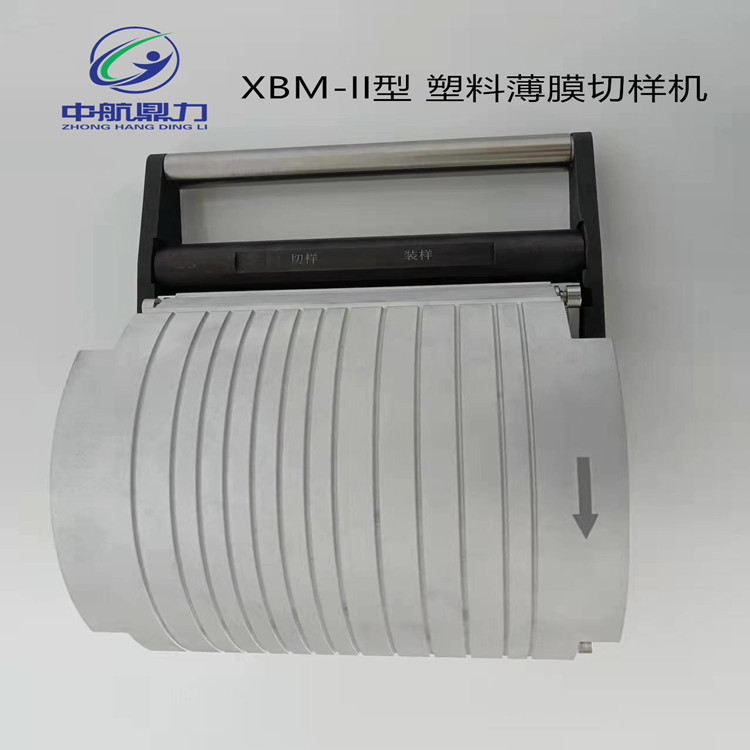
塑料薄膜切样机
产品型号:XBM-II
使
用
说
明
书
*(使用前请详细阅读使用说明书)*
北京中航鼎力仪器设备有限公司
制样机可以一次完成多层薄膜的样条切割,但样条的厚度不应超过0.25mm。
切样过程中,不要用手触摸刀架切刀处,也不要触摸弧台面与薄膜试样否则有可能造成人身伤害。
切割试样时按照箭头指示,从后向前拉动手把,切割一次即可,不得反复切割,切割完成后刀架处于弧面台前方,取下试样后,将刀架拉至弧面台后方。
安装、拆卸刀架时,请将刀架拉置弧面台前方,即“禁止切样”状态下。
切割多层薄膜时,如过分吃力,可以少放几层薄膜避免损坏刀片。
2.1主要用途及适用范围
本机适用于双向拉伸薄膜(BOPP、BOPC、BOPET、BOPA)、单向拉伸薄膜及其复合膜(袋)直条状试样的切制,符合GB/T1040.3-2006 /ISO527-3:1995《塑料拉伸性能的测定 第3部分:薄膜和薄片的试样条件》中6.1.1条关于样条尺寸的相关规定。使用不适宜的刀具,对双向拉伸与单向拉伸等薄膜采用冲切或人工刀割法制备的试样,其拉伸强度将比材料实际值偏低或数据的一致性差。该机主要特点是试样台固定不动,旋转刀架进行切样,安全可靠,上样、切样及取样非常便利,该机切样方式与冲切制样方式相比较,所切样条边缘整齐,能够保持薄膜的原始力学性能。整机流线设计,新颖美观。
2.2 外形尺寸及重量
外型尺寸:290mm(长)×240mm(宽)×150mm(高),重 量:约16kg。
10±0.1mm 7条
15±0.1mm 5条
20±0.1mm 3条(改变刀片安装方式)
25±0.1mm 3条(改变刀片安装方式)
样条长度 160mm
上述样条宽度规格和分布为标准配置,特殊定制机的样条宽度和分布根据订单制作。
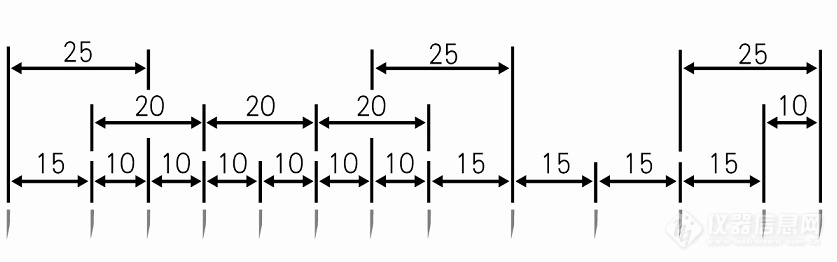
刀片分布图
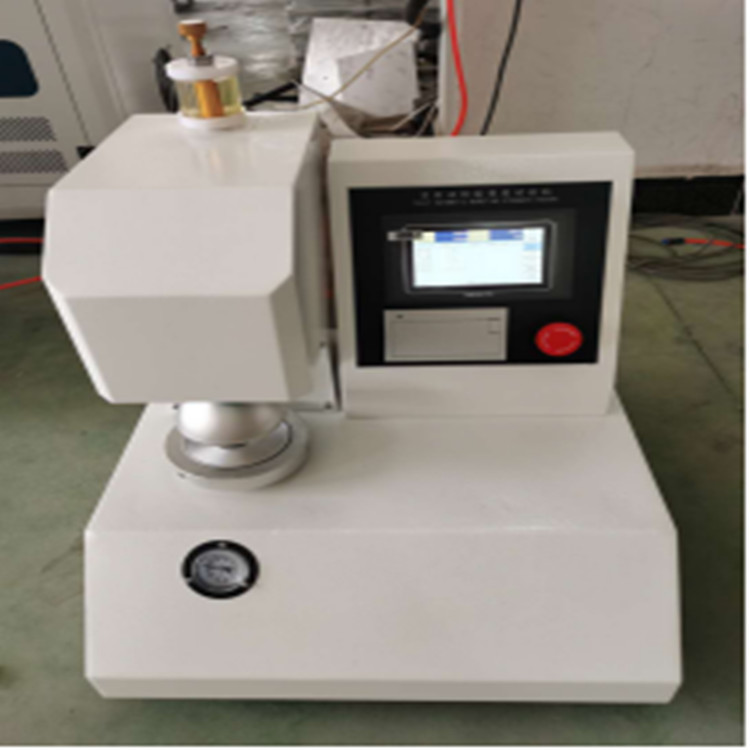
三、塑料薄膜切样机组成
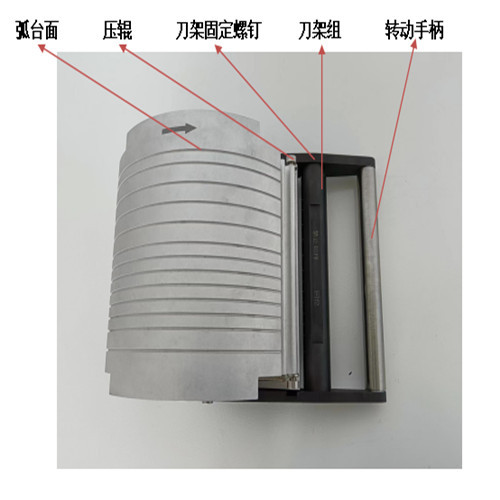
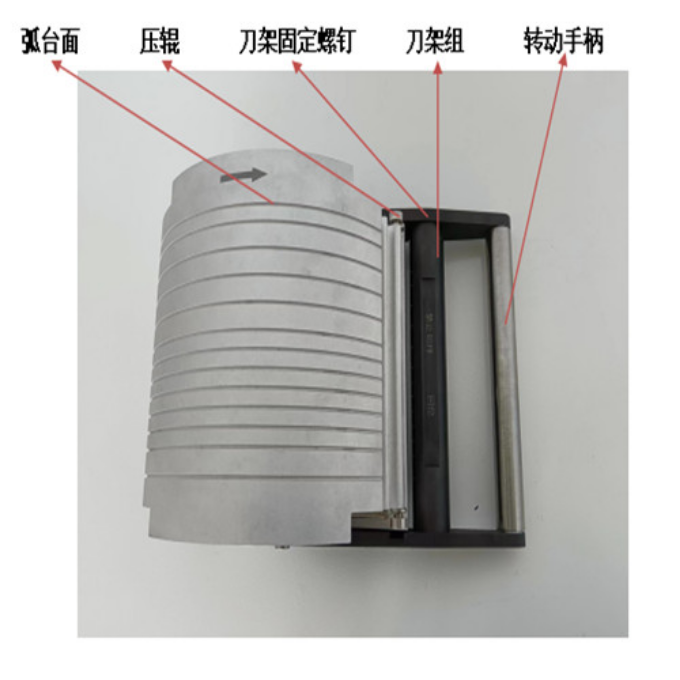
本机主要由机座、弧面台、转动手柄、刀架、压辊及备品箱(位于弧面台一侧,箱内装有备用刀片)组成。见图1,图2,图3。
弧台面 压辊 刀架固定螺钉 刀架组 转动手柄

图1 塑料薄膜切样机

图2 备品箱
刀架由刀托、切刀、分隔块、压刀块组成。见图3

图3 刀架组成
四、切样步骤
4.1该机所切样条数量及宽度可调整,出厂状态可同时切10mm宽样条7条,15mm宽样条5条,刀片一侧带倒角,调整刀片的安装方式,如将刀架内的刀片倒角冲外,刀刃冲里,该刀片不能切割试样,可实现切割25mm宽试样3条,20mm宽试样3条,操作方法参照“五 刀片的更换”。
4.2首先将薄膜(多层薄膜样条应平整地叠在一起),裁成宽约170mm,最短长度250mm,适宜长约 270mm,本机弧面台上装样一侧为单凹槽,另一侧为双凹槽,操作人员可根据所裁试样选择不同的压槽。
4.3转动手柄,把刀架置于后边,再将两侧压辊分别拉起放入机座上凹槽内,将按4.1步骤裁好的薄膜放在弧面台上,沿台面放正抚平,先将一边塞入在弧面台一侧凹槽内,拉起压辊压住薄膜,将压住的一边拉紧。同样,再将另一侧压住,把薄膜拉平。
4.4仔细检查薄膜是否紧贴弧面台表面,若没有折皱或鼓起,即可从后向前(箭头标记方向)拉动手柄,刀架从薄膜上划过,刀架到前面后,处于“禁止切样”状态,没取下薄膜之前不得拉回,否则会损坏刚才切割的薄膜。
4.5将压辊拉起放在机座凹槽内,分别将两侧的薄膜抽出。试样取出后,转动手柄将刀架置于后侧,处于“装样 切样”状态,准备下一次切割。
割样条边缘有缺陷,达不到技术要求时,取下刀架,仔细地检查刀片,如果刀刃有缺陷,应及时更换,备用刀片置于弧面台一侧的备品箱内。
5.1 将刀架置于前方,即“禁止切样”状态,松开刀架与侧柄固定螺钉,取下刀架,仔细地检查刀片,看刀刃是否有缺陷。
5.2旋松刀架上固定压刀块的螺钉(见图2),将分隔块和刀片拆下按顺序放置,损坏刀片妥善放置。
5.3 将新刀片与分隔块按拆下的顺序装回,刀背与刀托槽底贴实(避免刀刃凸起),最后将压刀块固定,压紧刀片。
5.4 安装刀架时一定先检查每个刀片是否与相应的沟槽对应,刀刃是否凸出,避免刀片装错位置或与沟槽干涉。
用户单位
采购时间
采购数量
康辉南通新材料科技有限公司
2023/09/18
6
北京低碳清洁能源研究院
2022/10/19
1
ZHDLYQ其它包装行业专用仪器XBM-II系列的工作原理介绍
其它包装行业专用仪器XBM-II系列的使用方法?
ZHDLYQXBM-II系列多少钱一台?
其它包装行业专用仪器XBM-II系列可以检测什么?
其它包装行业专用仪器XBM-II系列使用的注意事项?
ZHDLYQXBM-II系列的说明书有吗?
ZHDLYQ其它包装行业专用仪器XBM-II系列的操作规程有吗?
ZHDLYQ其它包装行业专用仪器XBM-II系列报价含票含运吗?
ZHDLYQXBM-II系列有现货吗?
北京中航鼎力仪器设备有限公司
公司地址
北京市房山区良乡经济开发区顾八路1区
客服电话

公司名称: 北京中航鼎力仪器设备有限公司
公司地址: 北京市房山区良乡经济开发区顾八路1区 联系人: 刘巍 邮编: 102400 联系电话: 400-860-5168转4249
仪器信息网APP

展位手机站