
 关注
关注
已关注

![]() 已认证
已认证
粉丝量 0



400-606-0075
仪器信息网认证电话,请放心拨打
粒度与粒度分布如何影响粉末涂料的生产和应用
近年来,粉末涂料以其固含量高、无挥发性有机物、生产过程能耗低、涂饰质量好等优点深受市场青睐。本文聚焦粉末涂料的生产和应用过程,探究粒度及粒度分布对产品性能的影响。
粉末涂料生产过程的第一步是填料和树脂的熔融与混合,要求填料和树脂混和均匀又不发生局部固化反应。要实现这个要求,填料的粒径和粒度分布很重要。图1是两种不同粒度的二氧化钛填料。

图1 二氧化钛A(x 50K)
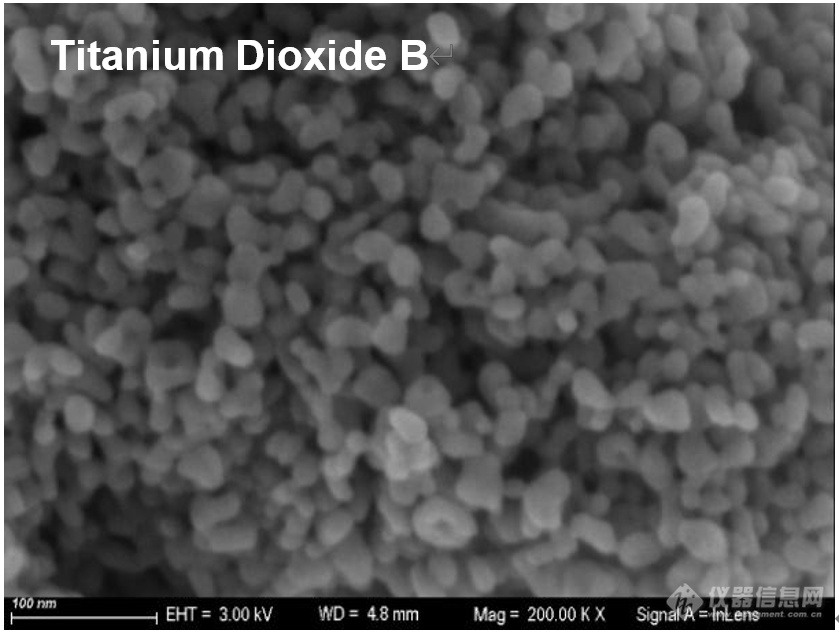
图1 二氧化钛B(x 200K)
从图1看,填料A 的粒径明显大于B的粒径。理论上粒径小的填料B更容易混合均匀。然而,事实恰恰相反,是粒径大的填料A更容易混合均匀。为了探究出现这种反常现象的原因,本文利用丹东百特仪器公司的Bettersize2600 激光粒度分析仪来测试填料A和B的粒度分布。

图2 Bettersize2600激光粒度分析仪
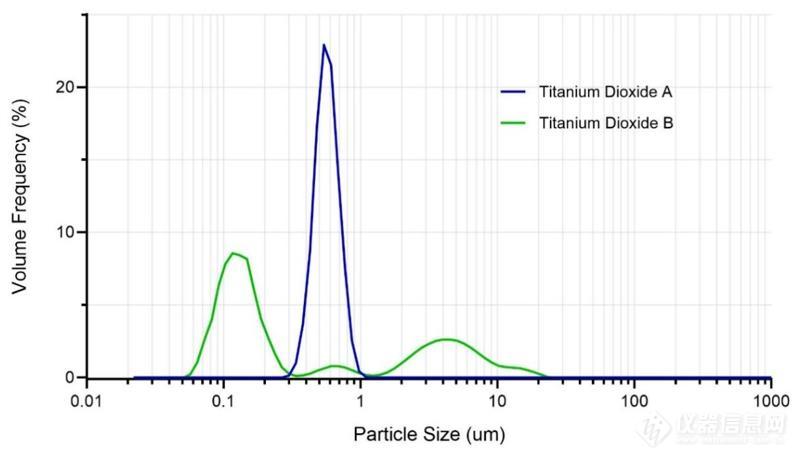
图3 二氧化钛A和二氧化钛B的粒度分布
如图3所示,填料B 的粒度分布很宽,既有少量微米甚至10微米级颗粒,又有大量亚微米甚至纳米级颗粒。这些亚微米和纳米颗粒导致填料B的比表面积很大,颗粒间相互作用力很强,导致内部团聚现象加剧。从图4的SEM图像可以看出,填料B的这些大颗粒是由小颗粒团聚而形成,树脂很难进到团聚的大颗粒中,这就是填料B反而更难混合均匀的原因。而填料A的粒径大部分在0.4-1微米之间,分布很窄且不团聚,树脂很容易分散在颗粒之间,所以更容易混合均匀。
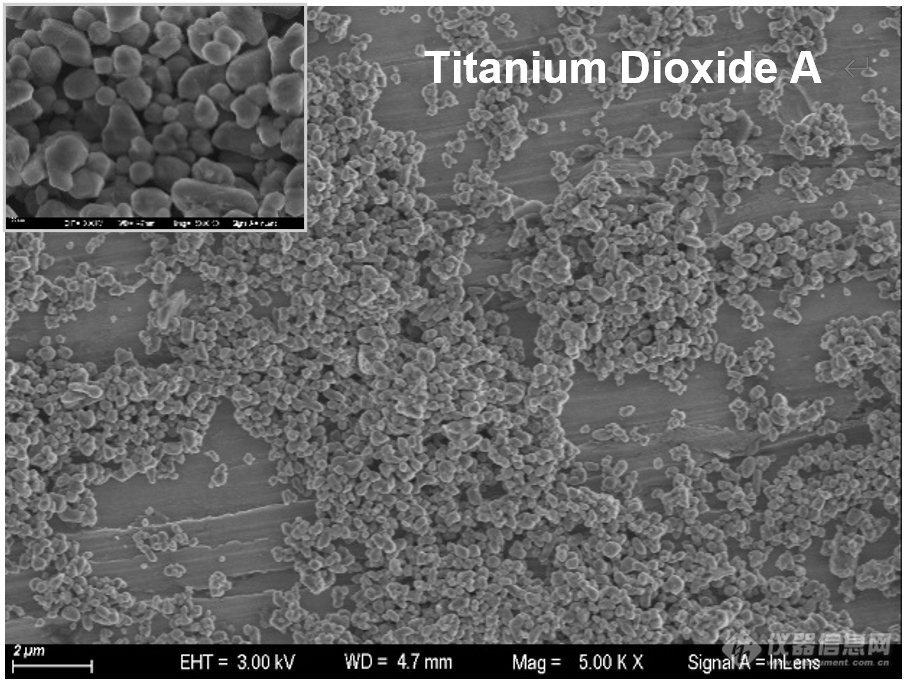
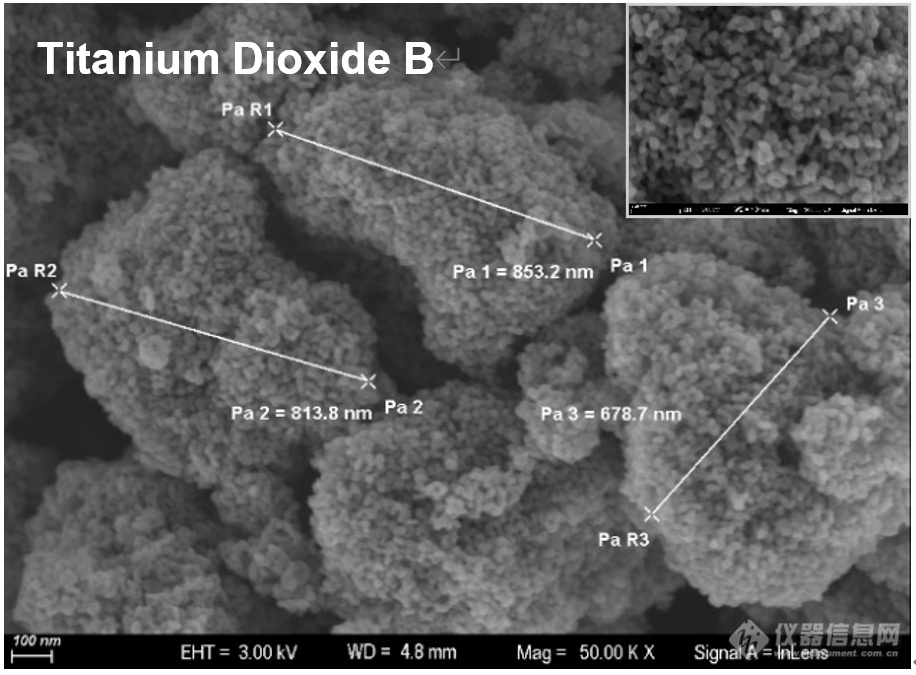
图4 二氧化钛A(x 5K)、二氧化钛B(x 50K)的SEM图像
填料和树脂熔融混合之后,下一道工序是粉碎和分级。粉末涂料的粒径受到磨机、进料速度、气流条件和分级等影响。图5显示了不同的粉碎分级工艺(A和B)对产品粒度分布的影响。
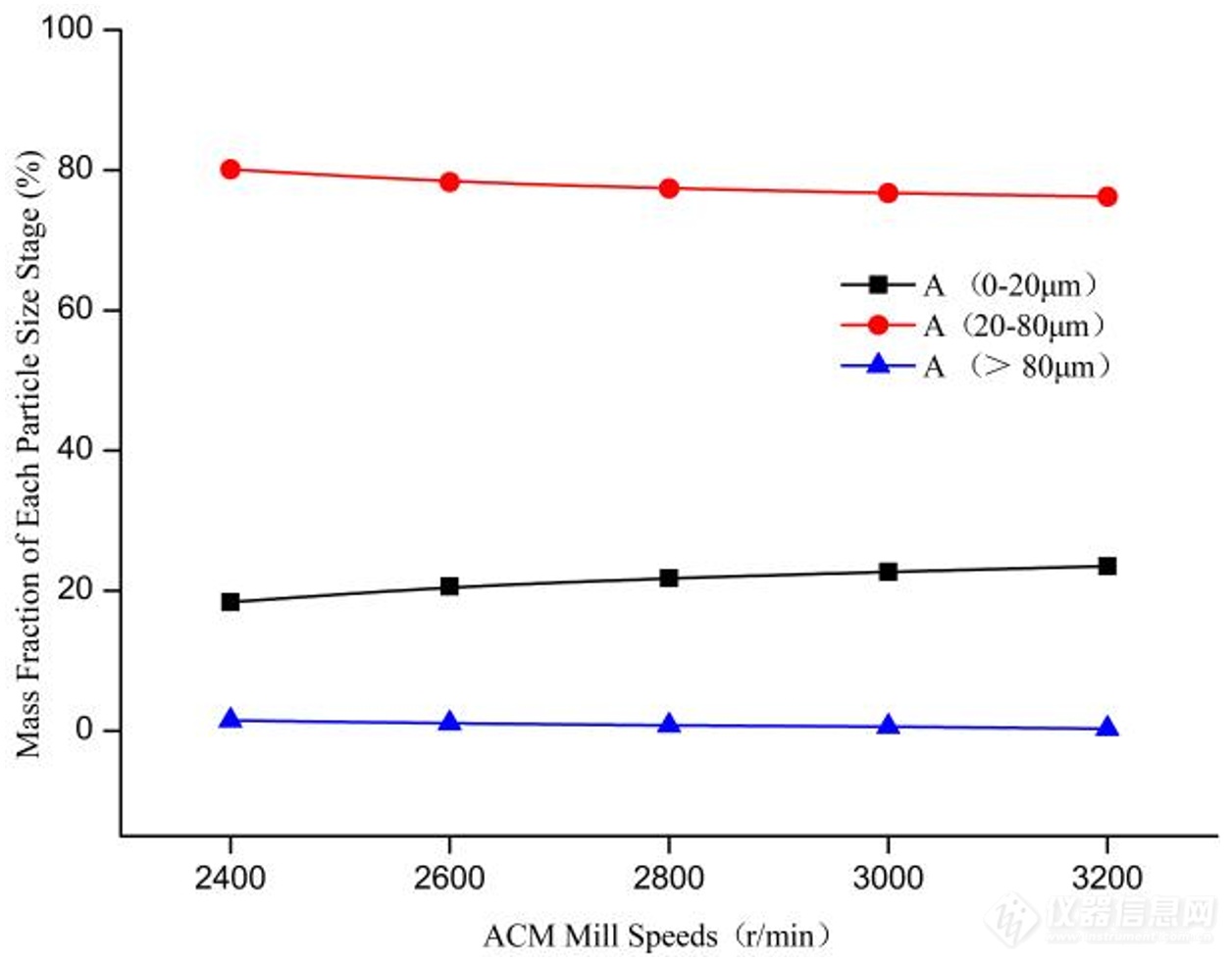
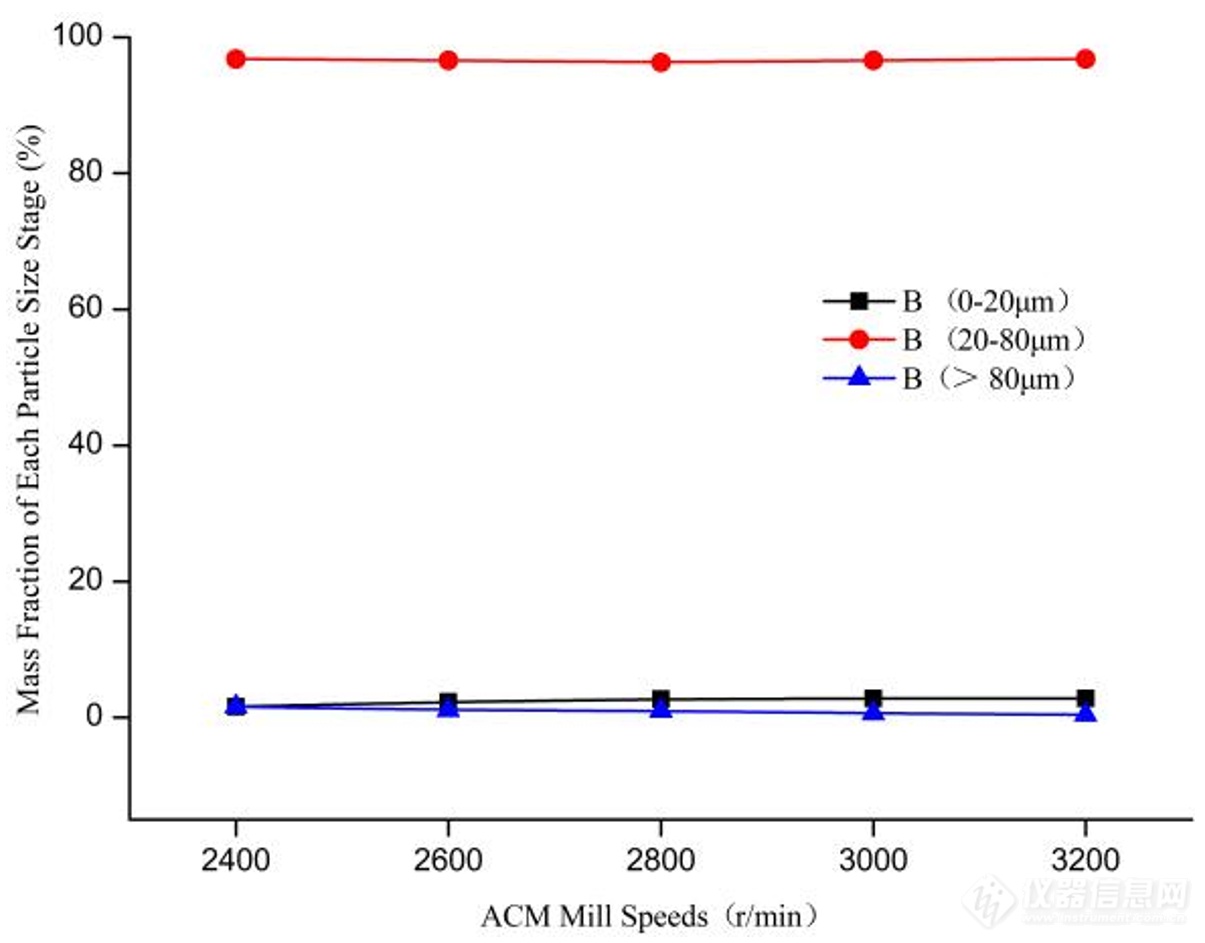
图5 工艺A(上)和工艺B(下)制得的样品的质量分数
在图5中,工艺A为一次分级效果,粉末涂料主要由0 - 20 μm和20 - 80 μm的颗粒组成;工艺B为二次分级效果,粉末涂料几乎全部由20 – 80 μm的颗粒组成。说明二次分级能够有效降低粗端颗粒(> 80 μm)和细端颗粒(< 20 μm)的占比,得到粒度分布更窄的粉末涂料产品。为什么粉末涂料要求窄的粒度分布?因为在喷涂过程中,较大的颗粒速度快,率先落到工件表面,较小的颗粒运动速度慢,后落在涂层缝隙,两者恰到好处会形成优势互补,两者差距太大将影响喷涂质量,并且,粒径过细还容易吸湿成团,堵住喷枪,也容易漂浮在涂膜上产生气泡和针孔,影响成膜效果。
结论
高质量的粉末涂料与填料粒度分布密切相关,通过激光粒度分析仪能有效监测和控制填料的粒度分布,从而保证粉末涂料的性能和质量。
更多![]()

中国颗粒大会盛大开幕,丹东百特全程参与并展出最新产品与技术成果
厂商
2024.10.30

不以山海为远,携手共谱新篇——丹东百特巴西访问纪实
厂商
2024.10.18

百特的愿景、使命与价值观
厂商
2024.09.13

直播预告 l 国产仪器出海欧美,百特为您支招!
厂商
2024.08.29




