如果同时想做苯,甲苯,乙酸乙酯,乙酸丁酯,丙酮,丁酮,三氯乙烯,二氯乙烷,环己酮的话应该悬着什么样的色谱柱,什么条件.......如果实在做不到一起的话,最合适的搭配,方法,条件是什么???.
分离活性炭管中苯、丙酮、乙酸乙酯,FID检测器,FFAP柱(30*0.32*0.50),用二硫化碳做溶剂,请问能用用同一个条件:进样口温度150℃,检测器温度180℃,柱温40℃,以5℃/min升至80℃。把物质分离出来吗?谢谢
超高效液相色谱测甲苯,乙酸乙酯,丙酮的条件
做水,乙酸,甲苯,马来酸酐,糠醛,苯甲醛,丙烯醛用什么色谱柱!
关于乙醇、乙酸乙酯、甲基异丁酮、甲苯、丁酸乙酯、异戊酸乙酯、乙酸-2-甲基-1-丁醇酯、己酸乙酯、异戊酸异戊酯、异丁酸异戊酯、己酸烯丙酯、紫罗兰酮、肉桂酸异丙酯13种物质的气相方法,这13种物质能否一针全部出来,用什么柱子合适,FID对它们是不是都有响应?希望各路高手路过能留下点意见和相关资料,不胜感激!
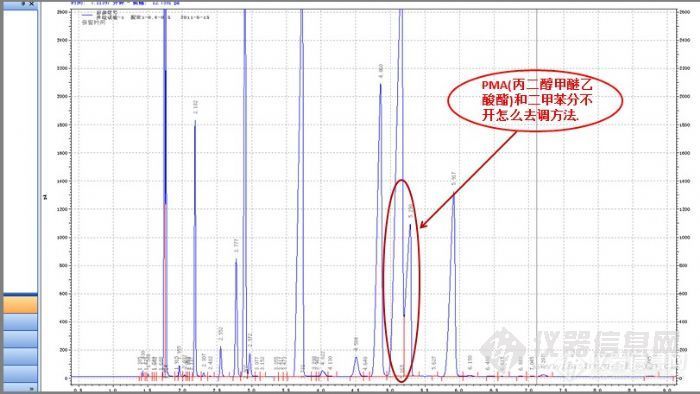
测涂料里的苯系物 PMA+二甲苯分不开各位: 1、我今天做了一下PU白面漆的苯系物含量,但做出来的谱图里面的 PMA(丙二醇甲醚乙酸酯)和那个二甲苯分不开,要怎么去调方法呢? 2、做涂料的苯系物含量是不是要先按要求配比好(漆:固化剂:稀释剂),再加一点乙酸乙脂稀释,再离心一下,取上部清液分析呢。http://ng1.17img.cn/bbsfiles/images/2017/01/201701191653_630872_2263490_3.jpg
请教 氯乙酸 苯酚 苯氧乙酸用什么做展开剂?即氯乙酸和苯酚反应生成苯氧乙酸。
求助三氯吡氧乙酸、2,4-二氯苯氧乙酸正丁基酯(2,4-D丁酯)的检测方法
近日接到领导要求要分析乙酸乙烯酯中乙炔和丙炔,乙酸乙烯酯是有机液体,乙炔和丙炔是气体,不知各位大神有没有进行过此类分析,特请赐教!
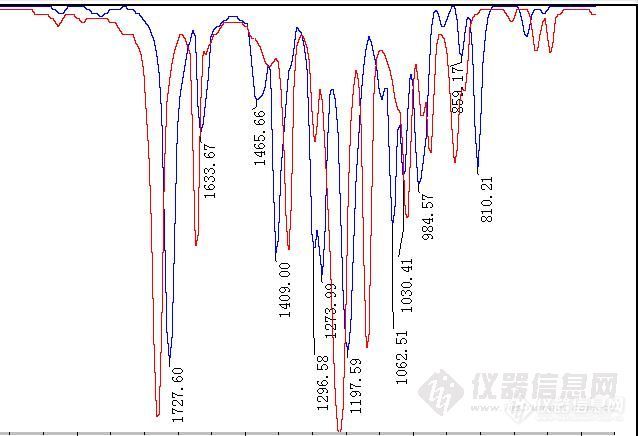
http://ng1.17img.cn/bbsfiles/images/2012/03/201203121904_354196_2050088_3.jpg请教各位丙烯酸乙酯810cm-是什么振动的,为什么乙酸乙烯没有,红色为乙酸乙烯酯,原图见coating technology谱库的707和964
氯乙酸和苯酚反应生成苯氧乙酸选什么展开剂?
工作场所空气有毒物质测定 饱和脂肪族酯类化合物 [url=http://www.stdbuy.cn/Standard/StdInfo.aspx?ca=99VLGLHxWzU=]GBZ/T 160.63-2007[/url] 是作废了吧?它被 工作场所空气有毒物质测定 第122部分:甲酸甲酯和甲酸乙酯和工作场所空气有毒物质测定 第126部分:硫酸二甲酯和三甲苯磷酸酯 部分代替。那么 原先 [url=http://www.stdbuy.cn/Standard/StdInfo.aspx?ca=99VLGLHxWzU=]GBZ/T 160.63-2007[/url] 中的乙酸乙酯 乙酸丙酯 现行的标准是什么?
原子吸收测定三乙酸甘油酯、沒食子酸丙酯中铅、镉的含量?那位做过,我现在查的沒食子酸丙酯中铅的测定按照GB/T5009.75测定,请问哪里有标准下载。三乙酸甘油酯、沒食子酸丙酯中铅镉的含量都是微量
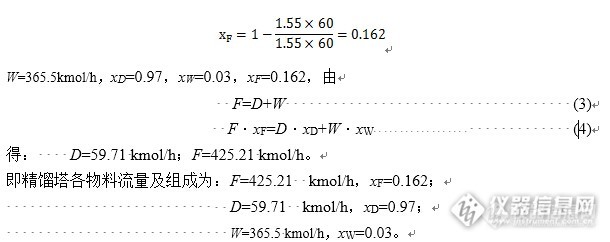
前言 近年来,国内外乙酸的需求量日益增加,“木材干馏”以及“酒精变醋”的方法已经不能满足世界对乙酸的需求,人们逐渐采用合成法来生产乙酸。本设计要求年生产乙酸15万吨。以正丁烷为原料,以空气为氧化剂,在温度180℃,压强5Mpa的条件下发生反应合成乙酸,并对粗乙酸进行精制得到规定纯度的乙酸产品。本设计的目的就是除去反应产物中的水和丙酸,得到高纯度的乙酸。 合成乙酸的方法主要有三种:乙醛氧化法、液态烃液相氧化法和甲醇羰基化法,本设计采用的是第二种方法,即正丁烷液相氧化法。此方法在适宜的反应条件下可以有很高的转化率,而且通过合理地对设备进行设计和选型,使得本工艺过程具有操作简单、流程较短、设备较少、动力能源消耗较少的特点。 本设计的主要工艺路线为:丁烷和氧气反应生成乙酸,反应产物与尾气从反应器引出后经压力控制器成为常压,此时都为气体。经冷凝器1冷凝到140℃,因丙酸的沸点为141.1℃,从而丙酸可以认为全部冷凝为液体而分离。水和乙酸经冷凝器2冷凝到其泡点温度102℃后送入精馏塔进行分离,余下的反应尾气以循环比β=1̸3经循环进入反应器继续反应。设计主题 乙酸,由于食用醋中含有乙酸3 %-5 %,故俗称醋酸。醋酸是一种重要的有机原料,用醋酸得到的醋酸乙烯是制造合成纤维的主要原料;由醋酸合成的醋酐可进一步合成醋酸纤维素,进而用来制造人造纤维、电影胶片片基和塑料等;由醋酸还可以生产一系列的用于医药、燃料、农药等方面的产品。 本设计是按照年产15万吨乙酸的要求,以正丁烷为原料,氧气为氧化剂,在温度180 ℃,压力5 Mpa的条件下合成乙酸,以及对粗乙酸进行精制得到所需纯度的乙酸产品。工艺条件设计氧化工艺条件及设备选择 将固体催化剂醋酸钴放入鼓泡塔式反应器中,并向其中加入适量溶剂乙酸,按所计算的流量向其中先通入丁烷,将反应器压力升至反应压力5 Mpa左右后开始加热,至预定温度180 ℃时,根据预定流速向反应器中通入空气,在所预定的温度和压力下进行反应,采用外循环冷却方式移除反应热。 冷凝分离出的空气和未反应的丁烷以循环比β=1/3循环到反应器中继续反应。而冷凝分离出的水和乙酸送到精馏塔继续精制。精馏工艺条件及设备选择 该筛板精馏塔配备塔板总数为73块且塔板间距为40 mm的双流塔盘、塔顶部的全凝器、塔中部的原料进料管和塔底部的釜液排出管。因水和乙酸不会形成共沸物,只需进行常压精馏即可,回流比为5。塔顶馏出液的组成为0.97,塔底釜液组成为0.03。塔顶温度为100.1 ℃,塔底温度为117.9 ℃。产品乙酸在塔底得到。冷凝工艺条件及设备选择 由反应器引出的物料经压力控制器后成为常压。经冷凝器1后温度降为140 ℃从而可分离出少量副产物丙酸,再经冷凝器2温度降到水和乙酸的泡点温度102 ℃后就可将反应尾气分离。工艺路线设计 近年来,乙酸作为合成原料方面的应用趋于增长,对低杂质含量的高纯度乙酸更是急需。 本工艺提供了一种高产率生产乙酸的方法。它采用丁烷液相氧化法制乙酸,单程转化率可达92 %,副产物丙酸。反应产物被引出后经压力控制器成为常压下的气体混合物,经冷凝器1后将丙酸分离,再经冷凝器2之后将空气及未反应的丁烷分离以β=1/3循环到反应器继续反应。而分离出的粗乙酸中含有少量的水,将其在泡点温度下进料到精馏塔进行分离。水从塔顶蒸出,因其温度较高,可以用来预热丁烷,同样,塔釜出来的乙酸可以预热空气。 本工艺包括预热、氧化、冷凝、再冷凝、精馏等工序。工艺流程图 设计工艺流程图先经过氧化过程,生成乙酸,经过冷凝、再冷凝、精馏一系列过程得到高纯度乙酸,具体流程见附录。 本工艺的生产流程简图如图2.1。http://ng1.17img.cn/bbsfiles/images/2015/09/201509272049_568151_1492215_3.jpg工艺计算物料衡算设塔顶馏出液中水的含量xD=0.97,釜液中水的含量xW=0.03,反应副产物为乙酸。纯乙酸流量 乙酸的年产量为15万吨,年生产日按300计,则15×104×103÷300=20833.3(kg/h) 因乙酸摩尔质量为60 kmol/kg,可得纯乙酸流量为:20833.3÷60=347.22 (kmol/h),所以釜液流量W=347.22÷0.97=365.5 (kmol/h)。精馏塔物料衡算 已经丁烷的单程转化率为0.92,假设生成乙酸的主反应的选择性为0.7。反应方程式为:http://ng1.17img.cn/bbsfiles/images/2015/09/201509272052_568152_1492215_3.jpg其中,反应(1)为主反应,选择性为0.7,反应(2)为副反应。若1 mol丁烷进行反应,则0.7 mol丁烷进行反应(1),0.3 mol丁烷进行反应(2)。共生成1.55 mol乙酸,1 mol水和0.3 mol丙酸。可知反应器出口处乙酸的含量为0.698。经压力控制器后都为常压下的气体,因为水的沸点为100 ℃,乙酸沸点为118.2℃,丙酸沸点为141.1 ℃。因此,经冷凝器1将其冷凝到140 ℃后,可以认为少量丙酸被完全冷凝分离。将粗乙酸通入精馏塔进行分离,其中乙酸的含量为http://ng1.17img.cn/bbsfiles/images/2015/09/201509272053_568153_1492215_3.jpg 该工艺中反应器中的压力较大,但从总体上看所需压力不算大,符合一般工业生产中的压力和动力供应要求。该工艺有较高的反应温度180 ℃,但是从整体利润来看,该处的能耗费用相对于其他的生产工艺,热能消耗费用所占比例较小,并且通过塔顶馏出液和塔釜液的低品位能量的再利用提高了能量利用效率。因此,本设计适合工业生产。 在化工设备方面,本设计选择的设备大多都已经标准化,购置比较方便,无需定做,可以节省很大一笔开支。而且绝大部分的设备都已经备有自动控制系统,很大程度上增加了设备的可靠性和工艺安全性,因此可以减少劳动力消耗。
用perkinelmer[url=https://insevent.instrument.com.cn/t/bp][color=#3333ff]气质联用仪[/color][/url]跑了几个乙酸丙酯标准品,最高浓度0,07mol/L,50%甲醇稀释,均未检测到乙酸丙酯。想问一下是配置浓度太小导致的吗?[img=,690,920]https://ng1.17img.cn/bbsfiles/images/2022/01/202201050947541388_8524_5405797_3.jpg!w690x920.jpg[/img][img=,690,920]https://ng1.17img.cn/bbsfiles/images/2022/01/202201050947541788_8226_5405797_3.jpg!w690x920.jpg[/img]
配制流动相时有的加一定比例的乙酸,通常的比例是按冰乙酸还是乙酸(36%)加入?两者的浓度相差很大,以至最终流动相的pH不一样,大家是按哪个浓度啊?
[url=https://insevent.instrument.com.cn/t/Mp]气相色谱[/url]毛细管柱同时测山梨酸,苯甲酸,脱氢乙酸,丙酸,其他试验结果都好,就是内标物不知道用什么好?有没有做过的高手指点一二?谢谢![em0808]
朋友们谁有苯甲酸甲酯、对甲苯磺酸、TEBAC、甲醇钠、4-二甲胺基吡啶、苯甲酰氯、乙硫醇、巴豆醛、乙酰乙酸甲酯、丙酰氯、DCP的国标、行标或企业标准啊?帮忙找一下啊,谢谢!
最近做五氯苯酚,不论是进标样还是样品,五氯苯酚乙酸酯都是出两个相连的峰,离子峰都是五氯苯酚乙酸酯,老司机指导指导是啥原因这个应该没同分异构吧= =
我在GDX-102气象色谱柱(热导池法)上测混合物(含乙酸。乙醇。正丙醇。异丁醇。异戊醇。乙酸乙酯。乙酸正丙酯。乙酸异丁酯。乙酸异戊酯),请问专家:怎样控制气象色谱的操作条件能把这些混合物各自的含量测出来,而且峰形较好
请教大家个问题,乙酸乙酯中 苯和甲苯出峰时间一样,怎么回事好友回复:没分开,调一下流速大家说说看~
我现在准备做 丙酮(分析纯试剂)、乙酸乙酯(分析纯试剂)的含量测定和水分测定,我现有的色谱柱不适用,根据国标:GB/T 686 2008 (化学试剂 丙酮):GDX-104[0.180mm—0.154mm,(80目—100目)]或选用Porapak Q[ 0.180mm—0.154mm,(80目—100目)]GB/T 12589 2007 (化学试剂 乙酸乙酯): 10%聚乙二醇己二酸酯涂于石油醚经浸泡、丙酮洗涤过的401有机担体[0.18mm—0.28mm,(60目—80目)]PS:都是填充柱大家做过同时测丙酮和水分、乙酸乙酯和水分的测定吗,什么样的柱子同时适合这两种测试呢?岔下话题:TCD检测器只能用填充柱么?
请问用[url=https://insevent.instrument.com.cn/t/Mp]气相色谱[/url]如何把乙酸、丙酸及草酸分析出?用酯化吗?
2012年11月1号,国家安监总局对实验室间比对工作展开了,项目有活性炭管中的苯,乙酸乙酯,乙酸丁酯,我们实验室没有这些标样,购买全国都找不到货源,纠结啊。。。求助哪位仁兄帮忙介绍标样货源?标样需要活性炭管中的苯,活性炭管中的乙酸乙酯,活性炭管中的乙酸丁酯。或者二硫化碳中的苯,二硫化碳中的乙酸乙酯,二硫化碳中的乙酸丁酯。
请教:做农残分析时,有机氯及菊酯最后用正己烷定容进样分析,有机磷用丙酮或乙酸乙酯定容进样分析。为什么??是与监测器ECD FPD的原因吗?
[color=#444444]如题:那位朋友做过苯酚和苯氧乙酸的高效液相色谱的分离测定,求方法??我用C18柱,甲醇和水90:10(含1%的磷酸),分离不开,试着跳高水的量,也很难分开,看那个朋友能给个方法?谢谢[/color]
请问冰乙酸和无水冰乙酸是一样的吗?
各位老师,我想问问有没有用GDX-203分析甲酸,乙酸,丙酸,丁酸这些组份,分析方法是什么呢???
[color=#444444]本人最近按2015版药典做了一个药用辅料-醋酸羟丙甲纤维素琥珀酸酯的的游离乙酸的含量测定实验。实验过程如下:[/color][color=#444444] 游离乙酸、琥珀酸 取本品0.102g,精密称定,置锥形瓶中,精密加入磷酸盐溶液(取0.02mol/L磷酸二氢钾溶液,用1mol/L氢氧化钠溶液调pH值至7.5)4.0ml,搅拌2小时,加磷酸溶液(取1.25mol/L磷酸1ml,置50ml量瓶中,加水稀释至刻度,摇匀)4.0ml,强力振摇,离心,上清液作为供试品溶液;精密称取琥珀酸0.13g,置100ml量瓶中,加水适量,振摇使完全溶解,加水至刻度,摇匀,作为琥珀酸贮备液;取加有水20ml的100ml量瓶,称重,精密加入冰乙酸2ml,再称重,用水稀释至刻度,摇匀,精密量取6ml,置100ml量瓶中,用水稀释至刻度,摇匀,作为乙酸贮备溶液;精密量取乙酸贮备液和琥珀酸贮备液各4.0ml,置同一25ml量瓶中,用流动相稀释至刻度,摇匀,作为对照溶液。照高效液相色谱法(中国药典2015年版四部通则0512)试验。以十八烷基硅烷键合硅胶为填充剂,以0.02moI/L磷酸二氢钾溶液(用6mol/L磷酸溶液调pH值至2.8)为流动相,流速每分钟1ml,检测波长为215nm。取对照溶液10μl, 注入液相色谱仪,按琥珀酸峰计算,理论板数不得少于8000。取供试品溶液与对照溶液各10μl,注入液相色谱仪,按干燥品计算,游离乙酸和琥珀酸总量不得过1.0%。[/color][color=#444444]计算公式: 游离乙酸含量=0.0768(WA/(W(1-干燥失重)))(γUA/γSA)[/color][color=#444444] 式中 WA为乙酸贮备溶液中冰乙酸量,mg;[/color][color=#444444] W为供试品的取样量,mg;[/color][color=#444444] γUA、γSA为供试品溶液、对照溶液中乙酸的峰面积。[/color][color=#444444] 游离琥珀酸含量=1.28(WS/(WUS(1-干燥失重)))(γUS/γSS)[/color][color=#444444] 式中 WS为琥珀酸贮备液中琥珀酸量,mg;[/color][color=#444444] WUS为供试品取样量,mg;[/color][color=#444444] γUS、γSS为供试品溶液、对照溶液琥珀酸的峰面积。[/color][color=#444444]我的问题是,根据“干燥品计算,游离乙酸和琥珀酸总量不得过1.0%”这句话,游离乙酸含量的最后计算的结果要不要乘以100%,比如我最后计算结果是0.0139,如果这个结果再乘以100%,就变为1.39%,从而超过限度,那么就需要重新做实验复核一遍。[/color]
用气相色谱测定空气中的乙酸,用硅胶管采集后,用丙酮解吸,在做解吸效率的时候,低浓度的只有40%左右,高浓度也只有70%左右我的方法是:割开硅胶管的一端,然后用微量注射器注入用丙酮稀释过的乙酸标液,乙酸含量为50ug,100ug,400ug,然后封口,放置一夜,用2ml丙酮解吸请问各位老师我的方法对吗,还有没有更好的测解吸效率的方法呢?谢谢大家!







 我要推广仪器
我要推广仪器
 下载APP
下载APP