推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询





所谓短圆弧,即是小于30度圆心角所对的圆弧。需要对短圆弧的测量,检验短圆弧的中心位置,以及短圆弧的半径R值。这问题在精密测量界内确实是个难题,在大小杂志上也曾多次见到过专家们对此问题的高见。在不同测量仪器上有不同测量方法。例如有弦高法、函数逼近法、优化最小二乘法等等。各有其特点,也各有其限制的条件。对不同的测量对象测量条件,有其各自适应的用处。 经分析,短圆弧(圆心角小于30度以下)之所以成为难题,就是无论你用什么测量仪器,用什么测量方法,都必须在被测的短圆弧上取点。由于各种因素,也就必然会产生取点误差。例如被所对测的短圆弧在由100mm左右。在一般测量仪器上正常的采点误差,假设为0.003mm,然后还用通常的计算方法。那么最后反映到圆心坐标和R值上,误差就会扩大100倍而成了0.003×100=3mm。这无论是通过计算分析,还是实践经验都能证明这事实,并己在精密测量界得到了确认。那么这扩大了l00倍后的误差结果显然是无法接受的。所以短圆弧是无法用通常测量圆的方法来进行。 经过我在三坐标测量中长时间的实践,也找到了适合我厂测量对象的实际以即简单方便,又实用的解决方法。短圆弧的圆心坐标与R值,虽然在图纸上都标有名义值和公差值。以数学角度讲,零件上那短圆弧己设计确定。这圆心坐标与R值是一对完全相关量,只要确定了圆心坐标值,就有相应确定的R值。无论从设计者讲对短圆弧的使用功能特性,还是从加工短圆弧的工艺角度也都是以圆心坐标为其准值来计算、加工圆弧。站在这个角度,对被测量的短圆弧其圆心坐标值应该是一个理论值,误差只是产生在短圆弧半径R值的加工上。
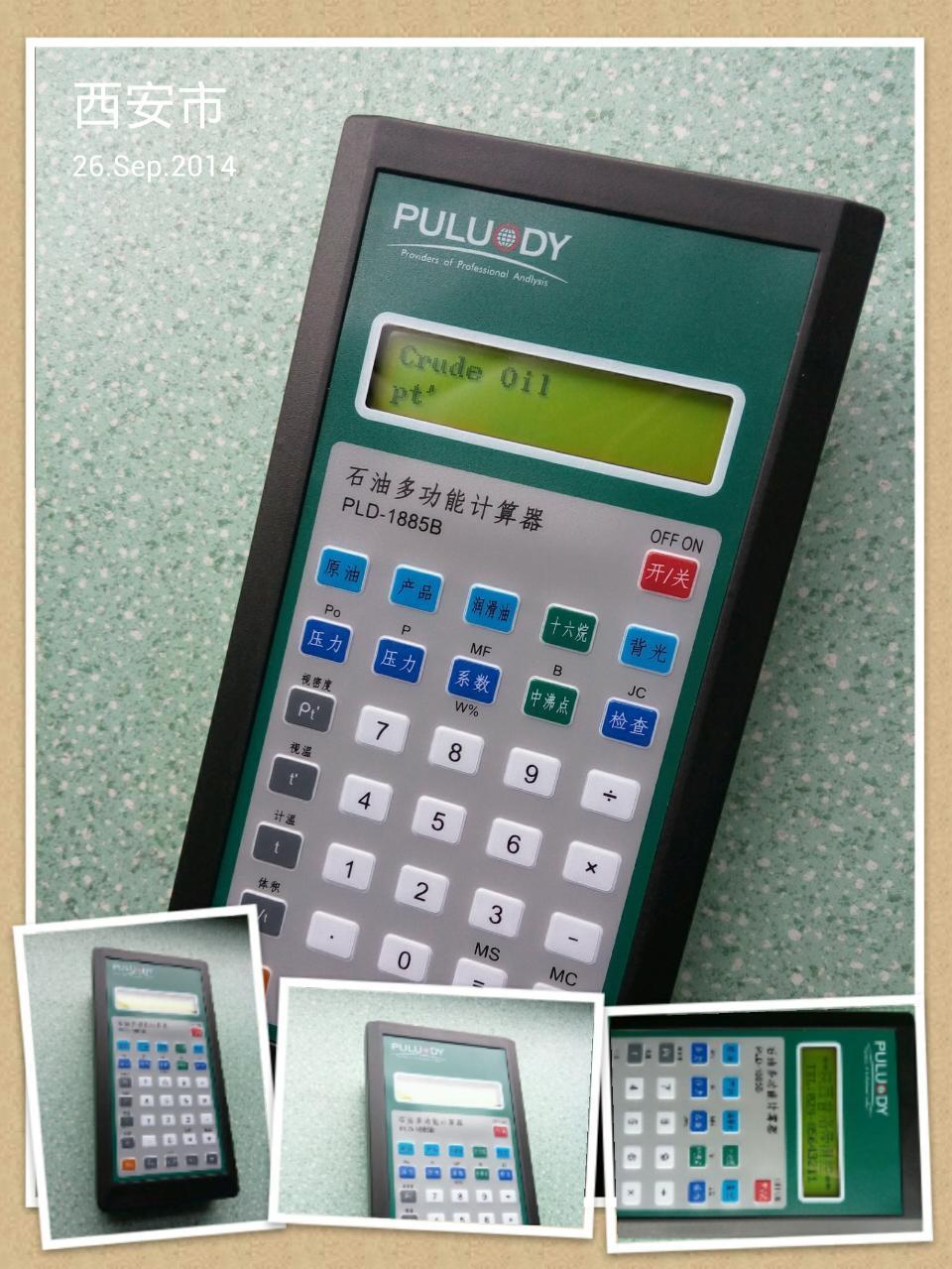
有没有哪位同行实验室里使用的计算器或者科学计算器做过确认啊?公司里面的计算机和软件都没有做验证,计算的时候不能体现用Excel表,所以想到计算器做一下确认有同行做过的话,能不能介绍一下该怎么做呢?或者发一个模板参考一下,谢谢
你在实验中使用过计算器吗?最近忽然想到这个问题:有没有考虑过计算器是否属于仪器?是否需要校准?哪位大虾指导一下?









 我要推广仪器
我要推广仪器
 下载APP
下载APP