冲裁:冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。切开:切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被切开而分离的材料位于或基本位于分离前所处的平面。切边:切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。切舌:切舌是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。切断 切断:切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。 扩口:扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。 冲孔:冲孔是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。 冲缺:冲缺是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。 冲槽:冲槽是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度。冲中心孔:冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。精冲:精冲是光洁冲裁的一种,它利用有带齿压料板的精冲模使冲件整个断面全部或基本全部光洁。连续模:连续模是具有两个或更多工位的冲模,材料随压力机行程逐次送进一工位,从而使冲件逐步成形。单工序模:单工序模是在压力机一次行程中只完成一道工序的冲模。组合冲模:组合冲模是按几何要素(直线、角度、圆弧、孔)逐副逐步形成各种冲件的通用、可调式成套冲模。平面状冲件的外形轮廓一般需要几副组合冲模分次冲成。压凸:压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序压花:压花是强行局部排挤材料,在工序件表面形成浅凹花纹,图案、文字或符号的一种冲压工序。被压花表面的背面并无对应于浅凹的凸起。成形:成形是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。光洁冲裁:光洁冲裁是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序。扭弯扭弯是将平直或局部平直工序件的一部分相对另一部分扭转一定角度的冲压工序。卷边:卷边是将工序件边缘卷成接近封闭圆形的一种冲压工序。卷边圆形的轴线呈直线形。卷缘:卷缘是将空心件上口边缘卷成接近封闭圆形的一种冲压工序。拉延:拉延是把平直毛料或工序件变为曲面形的一种冲压工序,曲面主要依靠位于凸模底部材料的延伸形成。 拉弯:拉弯是在拉力与弯矩共同作用下实现弯曲变形,使整个弯曲横断面全部受拉伸应力的一种冲压工序。 胀形:胀形是将空心件或管状件沿径向往外扩张的一种冲压工序。剖切:剖切是将成形工序件一分为几的一种冲压工序。校平:校平是提高局部或整体平面型零件平直度的一种冲压工序。起伏成形:起伏成形是依靠材料的延伸使工序件形成局部凹陷或凸起的冲压工序。起伏成形中材料厚度的改变为非意图性的,即厚度的少量改变是变形过程中自然形成的,不是设计指定的要求。 弯曲:弯曲是利用压力使材料产生塑性变形,从而被弯成有一定曲率、一定角度的形状的一种冲压工序。 凿切:凿切是利用尖刃的凿切模进行的落料或冲孔工序。凿切并无下模,垫在材料下面的只是平板,被冲材料绝大多数是非金属。深孔冲裁:深孔冲裁是孔径等于或小于被冲材料厚度时的冲孔工序。 落料:落料是将材料沿封闭轮廓分离的一种冲压工序,被分离的材料成为工件或工序件,大多数是平面形的。缩口:缩口是将空心件或管状件敞口处加压使其缩小的一种冲压工序。整形:整形是依靠材料流动,少量改变工序件形状和尺寸,以保证工件精度的一种冲压工序。整修:整修是沿外形或内形轮廓切去少量材料,从而提高边缘光洁度和垂直度的一种冲压工序。整修工序一般也同时提高尺寸精度。 翻孔:翻孔是沿内孔周围将材料翻成侧立凸缘的一种冲压工序。翻边:翻边是沿外形曲线周围将材料翻成侧立短边的一种冲压工序。拉深:拉深是把平直毛料或工序件变为空心件,或者把空心件进一步改变形状和尺寸的一种冲压工序。拉深时空心件主要依靠位于凸模底部以外的材料流入凹模而形成。 连续拉深:连续拉深是在条料(卷料)上,用同一副模具(连续拉深模)通过多次拉深逐步形成所需形状和尺寸的一种冲压方法。变薄拉深:变薄拉深是把空心工序件进一步改变形状和尺寸,意图性地把侧壁减薄的一种拉深工序。反拉深:反拉深是把空心工序件内壁外翻的一种拉深工序。差温拉深:差温拉深是利用加热、冷却手段,使待变形部分材料的温度远高于已变形部分材料的温度,从而提高变形程度的一种拉深工序。液压拉深:液压拉深是利用盛在刚性或柔性容器内的液体,代替凸模或凹模以形成空心件的一种拉深工序。 压筋:压筋是起伏成形的一种。当局部起伏以筋形式出现时,相应的起伏成形工序称为压筋。(来源:脉搏制造网)
买回来金属板材在进行冲压件加工之前,首先要确认金属板材退火硬度是否符合冲压加工。不同的冲压件加工工艺,所需要的板材硬度值也不同。 由于热轧钢板较厚,所以在钢材标准中通常规定使用布氏硬度计来检测硬度。但是洛氏硬度计检测热轧板也是可以的,通常使用HRB标尺。便携式洛氏硬度计用于检测热轧钢板,可以在不进行取样的情况下进行测试,操作方便快捷。用在冲压件加工的冷轧钢板主要采用洛氏硬度来检测,通常用HRB标尺,比较硬的用HRC标尺。较薄材料使用韦氏硬度计,也可以用表面洛氏硬度计HRN、HRT标尺。冲压加工的黄铜板的硬度需要用洛氏硬度HRB标尺来测验。软质黄铜板和紫铜板使用HRF标尺。较薄的板材使用HRT标尺。对于冲压加工的铝合金板可以使用韦氏硬度计检测,当材料厚度大于13MM以及纯铝板或低硬度铝合金板则改用巴氏硬度计。用于压件模具的材料主要是磨具刚以及硬质合金,包括工具钢和高速钢。冲压模具一般要求具备较高的硬度和耐磨性,进行热处理是必不可少的。在进行模具钢硬度检测时一般采用洛氏硬度HRC硬度值,当工件规模较大,不方便移动时可以使用里氏硬度计。硬质合金的硬度检测采用洛氏硬度HRA表示。对于冲压件模具或者模具配件为了得到较高的表面硬度和耐磨性,需要进行表面热处理。如表面渗氮等。 冲压件模具硬化层深度的表面热处理可以采用维氏或者努氏硬度计检测。冲压件成品和中间产品的硬度检测采用洛氏硬度。
冲压件硬度的检测方法硬度计,有洛氏硬度计、布氏硬度计、韦氏硬度计、维氏硬度计、橡胶硬度计还有里氏硬度计。以下为对被测物而该如何选择硬度计的参考建议: 冲压件的硬度检测采用洛氏硬度计。小型的、具有复杂形状的冲压件,可以用来测试平面很小,无法在普通台式洛氏硬度计上检测。PHP系列便携式表面洛氏硬度计十分适用于测试这些冲压件的硬度。 冲压件是金属加工、机械制造领域最常用的零件。冲压件加工是利用模具使金属板带发生分离或成形的加工方法。其应用范围十分广阔。 冲压件加工包括冲裁、弯曲、拉深、成形、精整等工序。冲压件加工的材料主要是热轧或冷轧(以冷轧为主)的金属板带材料,例如碳钢板、合金钢板、弹簧钢板、镀锌板、镀锡板、不锈钢板、铜及铜合金板、铝及铝合金板等。 金属材料的硬度检测在冲压件加工过程中具有十分重要的意义。冲压行业的硬度检测可分为如下三部分:1、原材料的进厂检测。2、模具的硬度检测。3、冲压件中间产品和冲压件成品的硬度检测。现分别介绍如下: 1、冲压件材料的硬度检测 冲压件材料的硬度检测,其主要目的就是确定购入的金属板材退火程度是否适于随后将要进行的冲压件加工,不同种类的冲压件加工工艺,需要不同硬度级别的板材。 热轧钢板通常较厚,钢材标准中一般规定用布氏硬度计来检测硬度。洛氏硬度计检测热轧钢板也是可行的,可以采用HRB标尺(洛氏硬度计标尺的选择)。便携式洛氏硬度计用于测试热轧钢板,可以在不取样的条件下进行测试,操作很简便。 各种用于冲压件加工的冷轧钢板主要采用洛氏硬度计来检测硬度,通常用HRB标尺,较硬的用HRC标尺。薄板材料可以用韦氏硬度计,也可以用表面洛氏硬度计HRN或HRT标尺。 用于冲压件加工的黄铜板的硬度可以用洛氏硬度计的HRB标尺进行检测。较软的黄铜板和紫铜板采用HRF标尺。较薄的板材采用HRT标尺。 用于冲压件加工的铝合金板可用韦氏硬度计检测,材料厚度大于13mm时可改用巴氏硬度计,纯铝板或低硬度铝合金板应采用巴氏硬度计。 用于冲压件加工的各种金属的极薄板材都可以采用表面洛氏硬度计的HR30T标尺并配合金刚石点砧座,用这种方式测试HR30Tm硬度值。测试的薄板厚度可小于0.05mm。这种试验方法在国家标准GB/T 230.1-2004的附录A中被规定。也可以采用表面洛氏硬度的HR15T和HR45T标尺,测试后换算成HR30Tm硬度值。2、冲压件模具的硬度检测 冲压件模具的主要材料是模具钢(包括工具钢和高速钢),有时还要用到硬质合金。 冲压件模具通常要求具有很高的硬度和耐磨性,热处理是必不可少的。 模具钢的硬度检测主要采用洛氏硬度计,测试HRC硬度值。当模具较大,不便移动时可采用里氏硬度计。硬质合金的硬度检测采用洛氏硬度HRA标尺。 为了得到高的表面硬度和耐磨性,许多冲压件模具和冲压件模具配件都要进行表面热处理,例如表面渗氮。对于这样的模具人们非常关心它的表面硬度和硬化层深度。对于体积不太大,移动方便的冲压件模具,可直接在表面洛氏硬度计上测试其表面硬度HRN值。体积较大,不易移动的只好采用切割试样的办法,取样后在表面洛氏硬度计上测试HRN值。也可以用维氏硬度计测试HV值。还有一种办法是用相同材料制成小块试片,在相同条件下进行热处理,然后测出试片的硬度值,以此来估计冲压件模具的硬度。 PHR系列便携式表面洛氏硬度计可以用于一部分小型冲压件模具表面硬度的测试。遗憾的是这种仪器的最大开口只有50mm,许多大一些的冲压件模具无法测试。开口为100mm和200mm的表面洛氏硬度计正在研制中,届时很大一部分冲压件模具都可以在现场测试了。 表面热处理冲压件模具的硬化层深度可以用维氏硬度计检测。 在测试经过表面热处理的冲压件模具钢硬度时,有一种错误的做法值得纠正。这就是在这种场合不适当地使用里氏硬度计。里氏硬度计的优点是轻便,带有电脑,使用简单,换算成各种硬度值都很方便。但是它的问题是只能测试厚重的工件,测试具有单一材质的工件。对于具有表面硬化层的工件无法测试出准确的硬度值,因为这种工件已经不是单一材质了。这是由里氏硬度计的原理决定的(里氏硬度计的测量条件)。 布、洛、维三种常用硬度计都是采用静态测试原理,都是将一个硬质压头缓慢地压入试样表面,然后测试压痕深度或尺寸,确定硬度值的大小。而里氏硬度计采用的是动态测试原理。它是将一个规定质量的球体以规定速度冲击试样表面,测试它初速度与反弹后速度之差,以此来确定试样的硬度值。里氏硬度计是靠测试材料的反弹力确定硬度的。它施加给试样的动能要沿作用力方向传递到很深的部位(至少要深达几厘米)。要理解这一点,只要看一下里氏硬度计的标准硬度块有多厚就清楚了。假如,有两个同样尺寸,同样硬度的工件,表面又用相同的工艺进行了氮化处理,氮化层硬度相同,只是厚度一个为0.5mm,另一个为1.0mm。这时如果用里氏硬度计测试工件的硬度,显然会得出不同的结果。很明显它测出来的硬度值既不是氮化层的硬度,也不是基材的硬度,而是二者共同作用的结果,因表面层的厚度不同,必然会得出不同的结果。结论是里氏硬度计不能用于具有表面硬化层的工件。3、冲压件中间产品和冲压件制成品的硬度检测 冲压件中间产品和冲压件制成品的硬度检测都可以采用洛氏硬度计。有些冲压零件比较小,还具有较复杂的形状,可以用来测试的平面很小,这样的冲压件无法在普通台式硬度计上检测。便携式洛氏/表面洛氏硬度计可以配上一个测试小零件专用的点式砧座,它的支承面很小,许多形状复杂的小冲压件都可以用这种仪器检测。该仪器如果配上一个由铸铁制成的支承座,还可以放到桌面上当台式机使用,可以对成批的小冲压件做逐件检测。 对于各种金属的薄板冲压件,可以用便携式表面洛氏硬度计检测。对于极薄的冲压件,可以用便携式表面洛氏硬度计配合金刚石点砧座测试其HR30Tm硬度。对于冲压成细筒状的冲压件,可以用本公司代理的便携式管材洛氏硬度计检测,冲压件内孔直径可以小到4.8mm。
1.【作者】:钱景衡 【题名):薄壁筒形件的拉延挤切模设计【期刊】: :《机电工程技术》1993年第02期 【年、卷、期、起止页码】:1993年第02期 【全文链接】:http://wuxizazhi.cnki.net/Search/JXKF199302008.html2.【作者】:黄海锋;严正 【题名):拉延件冲压方向的优化 【期刊】:机械工程与自动化》2006年第05期 【年、卷、期、起止页码】:2006年第05期 【全文链接】:http://wuxizazhi.cnki.net/Search/SXJX200605026.html3.【作者】:何宝杰 【题名):圆形深拉伸件坯料尺寸的求法 【期刊】::《模具工业》1980年第S1期 年、卷、期、起止页码】:1980年第S1期【全文链接】:http://wuxizazhi.cnki.net/Search/MJGY1980S1053.html4.【作者】:李用 【题名):冲压模具中结构防呆设计 【期刊】:《模具制造》 2012年05期年、卷、期、起止页码】:2012年05期【全文链接】:http://www.cnki.com.cn/Article/CJFDTotal-MJZZ201205030.htm5.【作者】:【题名):啤酒易拉罐 【期刊】:2011届金属包装容器结构设计 年、卷、期、起止页码】:【全文链接】:http://wenku.baidu.com/view/14720dfd04a1b0717fd5dda7.html
1.【作者】:温庆普【题名):精密高速冲压技术及BRUDERER精密高速冲床的优势【期刊】:第五届中国国际金属成形会议2009【年、卷、期、起止页码】:2009.11.14-17【全文链接】:http://www.doc88.com/p-374433972363.html
本人是新手,请教各位高人,IF钢(DC06)在某汽车厂冲压开裂,断口如下图,小弟疑惑的是断口除了大小不一韧窝外,为什么如此平坦,出现平坦的原因是什么,望高手能指点迷津,小弟先谢了!http://ng1.17img.cn/bbsfiles/images/2010/10/201010312243_256272_1634499_3.jpg
各位老师,兄弟姐妹妹们,我现在想和大家讨论一下,在汽车公司的冲压车间工人工资待遇一般是多少?
IF钢的DC04,在冲压轿车内板车门时发生开裂,断口较为平整,且有许多较大韧窝,请问这是正常断口吗,是材料哪方面缺陷造成的,进一步需做什么分析,请高手指点,泪流满面跪谢了!
DIN 6930-1:2010 冲压件 交货技术条件.pdf
我现在需要恒定的力压缩用的试验设备,就是把两个金属的管和丝压在一起压紧,要求每次每个样品都用同样的力压缩。哪位知道有这个功能的设备吗?我想找一把带有测力的钳子,没找到合适的,或者有类似冲压机的设备,只要能恒重压缩就行。
深冲压用冷轧薄钢板及钢带的国家标准
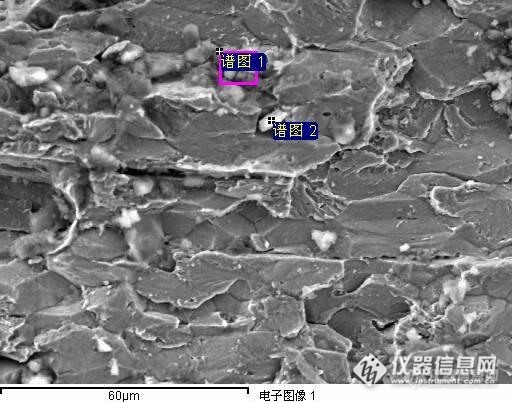
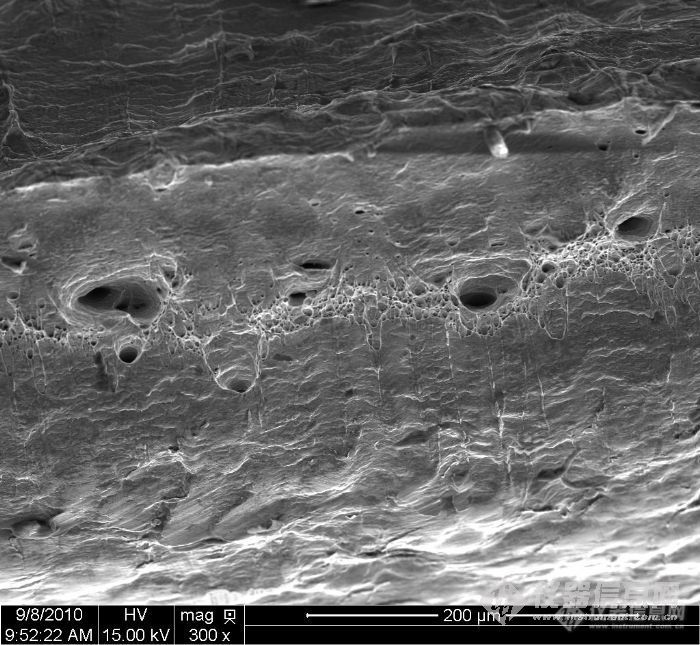
201不锈钢退火酸洗板,经冷轧、退火后进行拉深加工,时常出现经过深加工以后,完整的不锈钢制品在放置一段时间以后出现沿深加工方向开裂,给制品厂家造成较大的损失,但由于分析方法和分析手段的限制,一直未能明确这种延迟开裂的原因,现将所做试样分析结果进行总结,进而确定导致开裂的主要原因,为工艺改进措施的制定提供参考。1 试验方法及试样截取 利用GX51金相显微镜金相夹杂物检测;利用铁素体仪测量冲压件开裂部位马氏体含量;利用扫描电镜能谱仪进行断口断裂形态和微区成分分析。2试验结果2.1 金相分析结果 对开裂试样金相金相分析,发现试样面上夹杂物较多且较细长,经评定B1.5、C1.5级,典型夹杂物见图1a、b。http://ng1.17img.cn/bbsfiles/images/2013/10/201310161336_471219_1722674_3.jpg http://ng1.17img.cn/bbsfiles/images/2013/10/201310161336_471220_1722674_3.jpga硅酸盐夹杂 b氧化铝夹杂图1 试样中典型夹杂物2.2马氏体含量测定 利用铁素体仪对冲压变形产生开裂的试样进行马氏体含量测定,各试样测量结果见下图2a、b、c、d。由图2a可知试样变形量大的部位马氏体含量高,最高含量为11%;图2b可知开裂试样中间部位马氏体含量高,底部马氏体含量最低为0.77%,而口部马氏体含量为8.9%显示开裂部位;图2c可知角部开裂部位马氏体含量为16.2%、18.4%,远高于其它部位。http://ng1.17img.cn/bbsfiles/images/2013/10/201310161337_471221_1722674_3.jpg ahttp://ng1.17img.cn/bbsfiles/images/2013/10/201310161337_471222_1722674_3.jpg bhttp://ng1.17img.cn/bbsfiles/images/2013/10/201310161337_471223_1722674_3.jpg chttp://ng1.17img.cn/bbsfiles/images/2013/10/201310161338_471225_1722674_3.jpg d图2 各试样马氏体含量测量2.3 扫描电镜能谱分析 [si
镀锌板冲压后起桔皮,用什么方法可以预先检测?
1.【作者】:【题名):多通道易开盖自动冲压工程设计方案及生产线【期刊】: 专利号:200910163124【年、卷、期、起止页码】:专利号:200910163124【全文链接】:http://www.aptchina.com/faming/4127495/download.html
作品链接:201不锈钢冲压开裂试样分析喜欢它就投它一票!http://simg.instrument.com.cn/bbs/081223/images/vote_topic.gif第六届原创大赛10月电镜版区投票帖预祝获奖!hhhongxia,这168积分就是你的啦!
1.【作者】:郭国谊 【题名】:椭圆环成形冲模设计【期刊】:《制造业自动化》 2011年02期【年、卷、期、起止页码】:2011年02期出版时间2007/11/29 【全文链接】:http://www.cnki.com.cn/Article/CJFDTotal-JXGY201102035.htm2.【作者】:邹盾 曹玉琴 张大为 【题名】:超厚板冲裁模的研究与运用【期刊】:《模具技术》 2006年01期【年、卷、期、起止页码】:2006年01【全文链接】:http://www.cnki.com.cn/Article/CJFDTotal-MJJS200601011.htm
DIN 6930-2:2010 钢冲压件 第2部分:一般公差(德文扫描版).pdf
求JB 2131液压件通用技术条件\JB 3915液压机安全技术条件\JB 4203锻压机械安全技术条件\JB 4379金属冲压件公差
[b]职位名称:[/b]陕西空天动力研究院有限公司-固体火箭冲压组合发动机设计与仿真2名[b]职位描述/要求:[/b]1.岗位职责:1) 固体火箭冲压组合发动机燃烧与流场数值仿真;2) 发动机结构设计与强度仿真;3) 发动机外协产品跟产及验收;4) 外协试验相关事宜。2.应聘要求:1)飞行器动力、航空宇航推进理论与工程、机械设计、机械工艺、机械制造、机械设计制造及其自动化、材料科学与工程、复合材料与工程等专业;2)熟练掌握CAD、UG、FLUENT、Ansys等软件。[b]公司介绍:[/b] 仪器信息网仪器直聘栏目针对高校科研院所的免费职位发布平台,汇集了全国数十所高校科研院所的招聘信息。发布信息请联系010-51654077...[url=https://www.instrument.com.cn/job/user/job/position/59826]查看全部[/url]
最近需要用脉冲不分流进样,看到界面上需要输入进样脉冲压力和时间,分流出口处吹扫流量和时间。 查了一下以往的帖子,对设置时间有了认识,但压力设多少合适?流量设多少合适呢? 另外,脉冲不分流进样,可以进2ul以上体积的样品吗?谢谢!
色谱柱堵了,用水相冲压强升的特别快,用甲醇压力也上升不太快,但是没有杂峰出现,是色谱柱堵了,还是其他原因
最近我们试验室想配置一台拉伸试样冲压机,我们的试样是0.2---0.5毫米的铝合金板材。请各位朋友介绍一下国产的设备使用哪家的好。
给大家推荐一款国产单冲压片机,符合GMP规范。
[color=#00008B][size=4]冲杯试验(也叫Swift拉深试验、LDR试验),是采用φ50mm的平底凸模将试样拉深成形(图1。试验过程中,采用逐级增大试件直径Do的办法,测定杯体底部不被拉破而又能将凸缘全部拉入凹模的最大直径Domax,并用下式计算极限拉深比(LDR)作为拉深成形性能指标。 LDR=Domax/dρ LDR越大,材料的拉深性能越好 [/size][/color][img]http://ng1.17img.cn/bbsfiles/images/2009/06/200906022204_153272_1622447_3.gif[/img]图1 冲杯试验1-凸模 2-压边圈 3-凹模 4-试样
我们单位用的是瑞士万通的离子色谱,主要做溴酸钾,但是最近一段时间柱压一直升高,再生,水冲压力都居高不下,现在发现我们的水有些问题,换水后压力有所下降,但是比正常还是很高,现在能不能反冲柱子,对柱床的影响大吗,我们这边工程师的意见是反复正冲反冲,可是看些资料说是这样做很不好,接触离子色谱不长,请各位高手指教一下,现在很头疼这个事情,有没有好的解决方法,谢谢
免费论文论文导航实用文档模具论文【年、卷、期、起止页码】:2012-4-25 【全文链接】:http://www.myeducs.cn/mianfeilunwen/mold/1622051/index2.htm2.【作者】:黄瑞银;尹志民;廖明顺【题名):3104易拉罐体用铝合金制备技术研究进展【期刊】: :铝加工【年、卷、期、起止页码】:2011年04期【全文链接】:http://mall.cnki.net/magazine/Article/LJGO201104004.htm3.【作者】:陈文、林林【题名):论述易拉罐铝材生产的关键工艺技术【期刊】:铝加工【年、卷、期、起止页码】:207年03期【全文链接】:http://www.doc88.com/p-857247093328.html
[color=#333333]冷轧油选用优质矿物基础油,复配高性能[/color]硫化猪油[color=#333333]和[/color]硫化脂肪酸酯[color=#333333]为主剂调和而成,致力于碳钢及不锈钢冷轧加工,具有极好的抗磨性、极压性,不会造成工件拉毛、拉伤,提高工件光洁度,有效延长冲模寿命;易清洗;无异味,不刺激皮肤。[/color][sup][color=#3366cc] [/color][/sup][color=#333333]适用于不锈钢、合金钢、钛合金等金属制品的冷轧、拉伸、深拉伸、胀形拉伸、多道拉伸、冲压、冲切等工艺加工,起着润滑、冷却作用;适用于冷轧板材及不锈钢的冲孔,冲压成型;属高档金属成型油品。[/color]
1.【作者】:【题名】:易拉罐盖冲压模翻边凹模加工工艺设计【期刊】:毕业设计论文 模具毕业设计论文 论文下载【年、卷、期、起止页码】:毕业设计论文 模具毕业设计论文 论文下载 出版时间【全文链接】:http://www.docin.com/p-343596668.html2.【作者】:叶凯 ; 【题名】:易拉罐盖冲压模翻边凹模加工工艺设计【期刊】:毕业设计论文 模具毕业设计论文 论文下载【年、卷、期、起止页码】:毕业设计论文 模具毕业设计论文 论文下载 出版时间【全文链接】:http://www.doc88.com/p-334432727823.html
各位大侠,近日学校购置了Gatan 654 原位拉伸台,但是没有制备样品的冲压模具,工程师说照着图纸自己找人做就行。但不知道该找谁去?求助,哪里可以制作冲压模具?
1.【作者】:叶凯 ,林明山【题名):非圆冲裁技术在精密冲压成形中的应用【期刊】:《模具制造》2002年第07期 【年、卷、期、起止页码】:2002年第07期【全文链接】:http://mall.cnki.net/magazine/Article/MJZZ200207005.htm2.【作者】: 【题名):环形底圆筒落料、拉深、成型、修边复合模设计(含全套图纸)【期刊】:模具设计与制造毕业设计(论文)-【年、卷、期、起止页码】:【全文链接】:http://www.docin.com/p-352956382.html







 我要推广仪器
我要推广仪器
 下载APP
下载APP