以前好像见过专门通过模具冲制哑铃形拉伸样品的设备,应该叫冲片机吧不知道各位有什么这方面资料没?谢谢
做橡胶的力学试验的配套的橡胶冲片机,刨片机有哪位大哥有相关的资料啊
各位大神:现我司需要采购一台用于制取哑铃型试样的冲片机,手动(要纵向轮)、电动、气动的都可以,请联系31487352@qq.com
我单位主要从事塑料方面的研究,现在需要一台塑料冲片机,要求是气动或者电动的,可冲GB规定的塑料拉伸样条,如果那位朋友从事这方面的工作,可以把相关设备详细资料以及图片,报价寄给我。 我的联系方式: 江苏南京,扬子石化研究院塑料中心 张宝强(收)邮编210048
我单位需要一台塑料冲片机,要求是电动型的,主要用于冲成拉伸样条!其切刀符合ISO样条标准!!那位朋友代理或者知情,联系 bq_2002@163.com
[em48] [em48] 最近我们做红外比较频繁,经常使用冲片机压KBr片,一次冲好片后,发现冲片用的垫片破成两瓣,有点让人不得其解,这垫片的材料应该是不锈钢的不至于就这么到了生命的末日呀。肯请各位帮忙出点注意,如何能买到垫片?不甚感激!
[color=#f10b00][font=宋体][b]所提问题:[/b][/font][/color]我公司在贯彻GB150时对产品冲击试样的制备遇到如下难题:1) GB/T229-1994的5.5规定:“如不能制备标准试样,可采用宽度7.5或5mm小尺寸试样,……”。GB150-1998中并未给出非低温容器用钢采用宽度7.5或5mm小尺寸试样所对应的冲击功,不知应以何值考核才算合格?若再采用GB150-1998的E5.4规定的“不得小于27J”,显然是没有道理的,毕竟试样的宽度已减小了。我们认为,对非低温容器用钢的小尺寸试样,其对应的冲击功指标仍应按GB150-1998的C2.1.7的要求(小试样的冲击功指标根据试样宽度比例缩减)执行。对此,我们希望贵处能给出一个明确的回复。2) GB150-1998的10.5.6.1规定:“试板的材料必须是合格的,且与容器用材具有相同钢号,相同规格和相同热处理状态”。GB/T229-1994标准中规定的冲击试样的尺寸为10×10×55(小尺寸试样为7.5×10×55或5×10×55)mm,当容器用材(包括板材和管材)厚度偏小(如7mm以下)导致冲击试样无法制备时,可免做冲击试验?GB150-89的附录C只提到了因容器用管材尺寸限制导致冲击试样无法制备时是否可免做低温冲击试验,对非低温压力容器是因容器用管材和板材厚度偏小导致冲击试样无法制备时应怎样处理?是否也可免做?若不能免做,请问我们应如何制备冲击试样:
[align=center][b]焊接接头冲击试样热影响区缺口加工位置的确定[/b][/align][align=center]中国船舶重工集团公司第七二五研究所 试验测试与计量技术研究中心 张先锋[/align] 焊接是金属材料高效率的结合方式,中国船舶重工集团公司第七二五研究所长期从事船舶材料焊接技术研究和焊接产品研发,在焊接工艺评定工作中积累了大量的经验。前文介绍了《焊接接头力学性能试验焊缝余高的处理方法》,本文接着聊一聊焊接接头冲击试样热影响区缺口加工位置的确定。 焊接工艺评定中冲击吸收功是重要的一项检验指标,由于整个接头区域包含了焊缝、熔合线、热影响区以及母材几部分,且各部分之间的材料成分与组织状态都有较大的差异,所以,冲击试样缺口开设的位置对焊接接头冲击功的测试结果具有重要的影响。在诸多的标准或者技术文件中,对焊缝、熔合线、母材的缺口取样位置的定义较为明确,然而,对于热影响区缺口位置的规定都比较模糊,比如,GB/T 2650规定“缺口位于热影响区范围内”,NB/T 47014规定“热影响区试样的缺口轴线至试样轴线与熔合线交点的距离>0,且应尽可能多的通过热影响区”,中国船级社材料与焊接规范则规定了三个缺口取样位置“位置1:距离熔合线2mm;位置2:距离熔合线5mm;位置3:距离熔合线7~10mm”,也没有明确规定何种情况下取哪个位置,且以上规定仅仅针对熔化焊与压焊接头,对于热影响区极小的电子束焊、激光焊、搅拌摩擦焊等,则没有标准可以参考。 众所周知,V型缺口底部圆弧中点与焊缝熔合线间的距离在极小的范围内偏移,即可对冲击吸收功产生显著的影响。这是因为热影响区冲击试样V型缺口有可能跨越了焊缝、熔合线、热影响区,甚至母材,而冲击过程中,当冲击设备的刀刃与试样接触后,试样开始在V型缺口根部起裂时,起裂的位置通常不会是一条线,而是一个点,由于缺口根部距离熔合线的距离不同,导致起裂点的位置也不尽相同,可能出现在焊缝、熔合线、热影响区、母材中的任何一个位置,不同起裂位置的起裂功值并不相同,最后获得的冲击吸收功也就有较大的差异。 在实际工程应用中,有两种做法来确定热影响区缺口位置,其一,对于高强钢,试样轴线与熔合线交点向母材一侧偏移2mm作为缺口位置,对于低强度钢材,试样轴线与熔合线交点向母材一侧偏移1mm作为缺口位置;其二,对于厚钢板,试样轴线与熔合线交点向母材一侧偏移2mm作为缺口位置,对于薄钢板,试样轴线与熔合线交点向母材一侧偏移1mm作为缺口位置。以上这些都是经验做法,实施起来,通常都比较粗糙。为了解决这个问题,API SPEC 5L规定“为确保在适当位置开缺口,开缺口前应对试样进行腐蚀”。如果供需双方没有特别说明,对于缺口开设位置,建议在大批量的试样加工中,开缺口前先对试样进行腐蚀,让缺口位置尽可能多的通过热影响区,这种做法可以成为减少缺口位置偏离、避免对试验结果产生异议而引起纠纷的有效措施;如果双方有明确的技术要求,则按照技术要求执行即可。
冲击试样缺口的尺寸精确度对试验结果有着很大的影响,尤其是材料合格与不合格的边缘,就更能够体现缺口尺寸的重要性。目前很多理化试验室对冲击试样缺口的测量都是大多数采用投影对比的方式来确定冲击缺口的合格率,这样的做的优点就是快速,缺点就很多1、误差大,无法准确测量缺口的尺寸;2、数据不能保留,这对以后数据的复查带来了困难;3、不能对缺口部分光洁度进行观察分析等等。这些都是以后检测行业发展必须解决的问题。如果要解决冲击试样缺口对试验数据带来的不确定因素,那么就必须对试样缺口精确测量,有了数据那么对试验结构的评定与分析就有了更可靠地依据。尤其对仲裁或第三方检测机构来说,试验数据的复查提供了有力的证据。让我们知道试验数据哪里出了问题,那些因素影响了数据。以上是我个人观点,仅供参考。如有差错望大家多多提出宝贵意见。这是我们现在使用的对冲击缺口精确测量的方法。上几张图看看大家就会明白。http://ng1.17img.cn/bbsfiles/images/2014/05/201405141031_499401_1632196_3.jpg
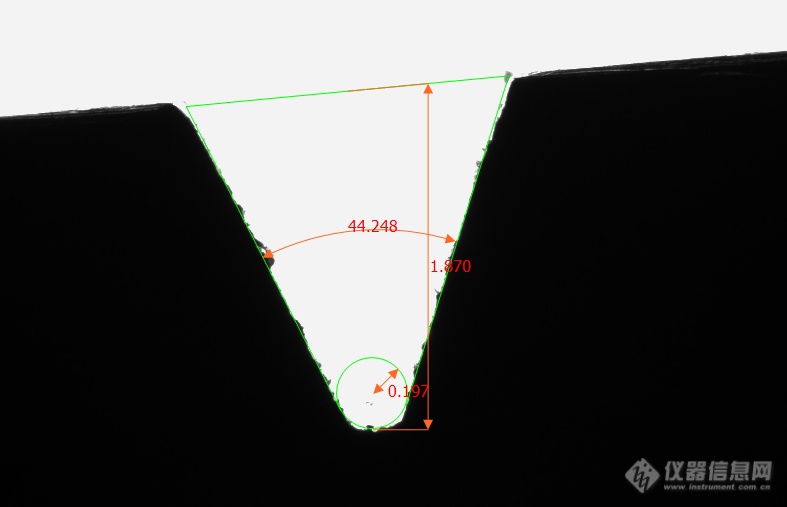
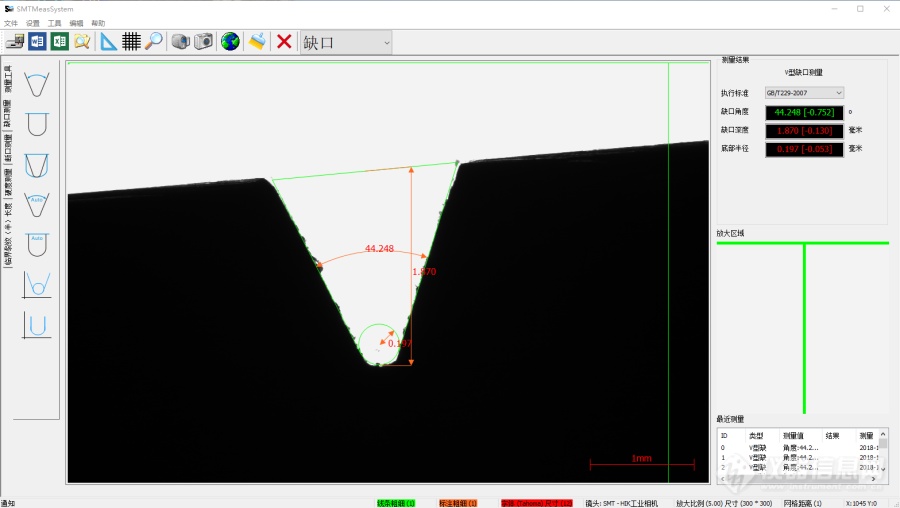
最近购买了一台冲击试样缺口测量仪,用的真是很不错。我们一天要做100多根冲击,每个试样缺口都要检测,每次检测试样都要好长时间才能测完,还非常费眼睛,准确度不高,后再在百度搜索“冲击缺口测量”找到了一个专用用冲击试样缺口测量的,真是不错,现在已经在使用了,效率很高,30分钟就可以检测100多根试样了,还可以保存测量结果。很方便。给大家分享以下,如果感兴趣可以去了解以下。这是我们测试缺口图片[img=V型缺口,690,444]https://ng1.17img.cn/bbsfiles/images/2019/04/201904031432016619_6593_1162982_3.png!w690x444.jpg[/img]
请问下我做冲击试验 我的试样没有断 机器得到的数据对不对,我的机器是300J的 如果用500J的机器冲击 数据会和300j的一样吗 实验室做比对用的 各位能不能讲解下
冲击试验的结果与试样形状有密切关系,用不同尺寸和形状的试样所得的试验结果是不能互相比较的。因此各国都规定有标准试样。中国标准中主要采用梅式试样和夏比V形缺口试样。冲击试验对金属材料的组织缺陷非常敏感,可以检验出材料在冶炼和加工工艺过程中所产生的缺陷和组织变化。将相同试样在由高到低的温度下进行冲击试验时,冲击功(或冲击韧性)将由大到小,晶状断口由少到多,塑性变形由大到小,这说明材料由韧性状态过渡到脆性状态,通常以断口上出现50%晶状断口面积时的温度称为韧性-脆性转变温度或脆性转变温度。
各位同仁好,用300J的锤,冲击试样未打断,冲击值260J,如果用600J的锤冲击时会不会打断呢,打断后冲击值会变化吗?
本人手中有一份A试样冲击韧性检测报告 这个报告中同一种试样 U型口检测结果和V型口检测结果相差很大 其中V型口检测结果大概是4-5,而U型口结果为18-20 为什么这么大差别?找到另一批试样B,自己做冲击检测发现,V型口试样的韧性与A试样的V型口冲击韧性相近,大概也为4,而U型口的韧性则远远小于A试样的U型口韧性,为8-9.。。。。问题: 同一种试样U、V型口韧性差别这么大吗? 试样B的韧性究竟是与A相仿(V型口)还是远远不如A(U型口)呢?请各位大大帮忙解答一下 小弟多谢了
冲击试验试样无法冲断20#钢,做冲击试验时,每次试样都无法冲断,冲击吸收功一般在30焦左右,试样是按国标《GBT 229-1994金属夏比缺口冲击试验方法》做的,由于宽度不够,用的是55*10*7.5,这是啥原因。20#无缝钢管外径219的拉伸试验试样的制备我们的试样:拉伸速度一般是:10-15mm/min平行部分宽是38mm原始标距是50mm平行部分长60mm过渡弧半径是22规格的刀铣的,因为我们就22,24两种规格的刀。厚度是钢管厚度,12mm但绝大多数都做不出明显屈服的试验,可是有很多人说,20#钢一定有明显屈服。谁能告诉下我原因吗,谢了。要是有钢管拉伸的人,最后留个电话,谢谢了。
60mm,切割余量双方协商后可适当减小。 b)冷剪切样坯见下表:http://ng1.17img.cn/bbsfiles/images/2013/10/201310241559_472654_1622447_3.jpg2、取样位置a)原材料的取样位置: GB/T2975给出了型钢、条钢、钢板和钢管的冲击试样取样位置,并且给出了如要求所取试样不止一个时,可在规定位置相邻处取样的规定,各类型钢的取样位置图,大家可以参见GB/T2975这个标准,这里只简单介绍几个常用类型。l型钢http://ng1.17img.cn/bbsfiles/images/2013/10/201310241601_472655_1622447_3.jpghttp://ng1.17img.cn/bbsfiles/images/2013/10/201310241601_472656_1622447_3.jpg L型钢 工字钢 这类型钢应在腿长1/3处取冲击样坯。l条钢(圆钢) 在圆钢上切取冲击样坯时,根据其直径来进行选择,见图。http://ng1.17img.cn/bbsfiles/images/2013/10/201310241605_472657_1622447_3.jpgl钢板 在钢板宽度的1/4处取冲击样坯,对于纵轧制板,产品无规定取样方向时,应横向取样坯,如果宽度不够,样坯中心可以内移,见图。http://ng1.17img.cn/bbsfiles/images/2013/10/201310241606_472659_1622447_3.jpga)焊接接头的取样位置: GB/T2649《焊接接头机械性能试验取样方法》对金属材料熔焊焊接接头冲击的取样做了详细规定,大家可以参见GB/T2975这个标准,这里只简单介绍几个常用类型,见图表,表中的C为焊缝表面至样坯边缘的距离,S为试件厚度。http://ng1.17img.cn/bbsfiles/images/2013/10/201310241612_472661_1622447_3.jpghttp://ng1.17img.cn/bbsfiles/images/2013/10/201310241613_472663_1622447_3.jpg二、冲击试样: 根据冲击试样的形状和尺寸,GB/T229中规定了3种标准的夏比冲击试样:V型缺口、深度2mm的U型缺口和深度5mm的U型缺口试样。http://ng1.17img.cn/bbsfiles/images/2013/10/201310241615_472664_1622447_3.jpg图为V型冲击试样1.试样尺寸 不论是V
请教各位大侠ASTM关于冲击试样取样位置的规定:A673中4.2.3规定试样中心线应位于产品表面和产品中心距离的1/2处,A370中22.2.2.3规定试样表面距离产品表面不得小于0.5mm。对于20mm以下的钢板,试样应位于钢板中心还是尽量靠近钢板表面?最好能给出相应的条款规定。
大家好,我正在寻找:PVC测试样条的冲击标准如果有的请告诉我,谢谢!
金相试样取样的时候一般需要对材料进行切割。 为了方便和加速后续制备过程,要求切割面为平面并且尽可能减少平滑。因此,最合适的切割方法是磨料湿切法,相对于所需时间而言,这种切割方法的损伤程度最低。注: 所取金相试样必须能够代表其母料的特性。 磨料湿切法 磨料湿切法一般采用砂轮片进行切割,砂轮片含磨料和粘合剂。 切割时,用冷却液冲洗砂轮片,以防试样因摩擦热而受损。 另外,冷却液还可清除切割区域的切屑。砂轮片轮的选择 根据需要切割的材料,可能需要选用含不同成分的砂轮片。 砂轮片的选择还会受到材料硬度和韧性的影响。 陶瓷或硬质合金材料的分割需选用由金属或酚醛塑料粘合剂粘合而成的金刚石切割片。采用酚醛塑料粘合剂粘合的氧化铝 (Al2O3) 砂轮片是黑色金属材料切割的典型选择。立方氮化硼(CBN)也在越来越多地应用于更高硬度黑色金属材料的切割。有色金属切割应选择由酚醛塑料粘合剂粘合的碳化硅 (SIC) 砂轮片。切割轮的设计 砂轮片的设计中除了需考虑磨粒外,还应考虑金刚石/ CBN 切割片与 SiC/Al2O3 切割片之间的差别。 因磨粒硬度极高并采用了耐用型粘合剂固定磨粒,金刚石/CBN 切割轮的性能十分持久。金属磨盘周边(连续轮缘)只粘了薄薄的一层磨料。这些切割轮属于长期自耗切割片。SiC 和 Al2O3, 等其他磨料,磨损速度相对较快,价格相对低廉。因此,砂轮片的整个主体由磨料和粘合剂组成。 这种切割轮被称为自耗切割片。 切割片的特性 长期自耗切割片 长期自耗切割片一般为金刚石切割片,金刚石切割片共有两种供您选择,它们采用了不同的磨粒粘合剂——一种切割片采用金属粘合剂,另一种则采用酚醛塑料粘合剂。 这两种切割片均可用于极硬材料的切割。金属粘合剂适用于脆性更高的材料,如陶瓷。酚醛塑料粘合剂则胜任切割类似于硬质合金的材料。 CBN 切割轮仅有酚醛塑料粘合剂型可供选择,适用于切割白口铸铁等极硬的黑色金属材料。 自耗切割片 自耗切割片一般为砂轮片,这种切割片的切割特性随粘合剂特性的不同而变化。粘合剂可根据“硬度”或磨粒保持能力或丢弃能力而划分为不同的类别。 "硬质"砂轮片的磨粒保持能力优于“软质”砂轮片。"软质" 砂轮片用于切割硬质、脆性材料,因为这种砂轮片会随着更低硬度粘合剂的分解,不断补充崭新、尖锐的磨粒。切割软质和韧性材料时,应选择粘合剂硬度更高的砂轮片。另外,粘合剂硬度更高的切割轮磨损速度较慢,因此更为经济。 为特定材料选择正确的切割片非常重要。只有正确的切割片才能确保变形量小、表面平整。切割后表面质量越高,获得所需制备结果的速度就越快。
怎样确定冲击试样的缺口开槽方向?即在原材料的那个位置,加工时候怎样标记呢?
请教大家,缺口冲击试样的剩余宽度或剩余厚度怎么测量啊,游标卡尺并不能伸到缺口的最底部。

冲击试样的缺口加工方法有以下4种,大家都采用的是哪种呢?http://ng1.17img.cn/bbsfiles/images/2010/10/201010271448_254446_1622447_3.jpg
请问:冲击试样缺口投影仪怎么做期间核查?

[color=#DC143C][size=4][font=隶书]冲击试样缺口投影仪的选购和使用[/font][/size][/color]一. 简述: 冲击试样缺口投影仪是近些年来广泛用于金属材料夏比(V、U型)冲击试样缺口加工质量检查的专用光学仪器。该仪器是利用光学投影的方法将被测的冲击试样(V、U型)缺口轮廓放大投射到投影屏上,与投影屏上冲击试样(V、U型)缺口标准公差带样板图比对,以此来确定被检的冲击试样缺口加工质量是否合格。[img]http://ng1.17img.cn/bbsfiles/images/2009/11/200911012125_179631_1622447_3.jpg[/img]【冲击试样缺口投影仪】[img]http://ng1.17img.cn/bbsfiles/images/2009/11/200911012126_179633_1622447_3.jpg[/img]【投影屏上的缺口标准公差带样板图】 冲击缺口投影仪作为力学性能----冲击试验项目的检验仪器,能及时地发现试样缺口加工质量是否符合GB/T229-49《金属夏比冲击试验方法》尺寸要求,有戏地防止因缺口质量而产生的冲击试验结果不稳定的现象。 仪器操作方便、观察试样缺口直观,效率高,同时国产化的仪器设备基本可以满足于样品检验的要求,对于一些冶金、压力容器制造、机械工程等中小型实验室可以说是很好的必备专用检测仪器。
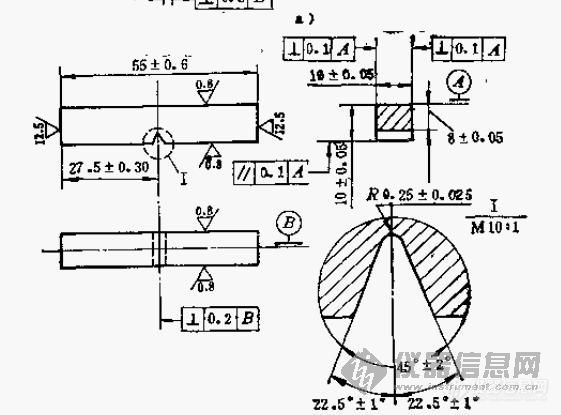
[img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812030820_121744_1622447_3.jpg[/img][size=4][font=黑体]上图为金属夏比冲击试样的加工图,图中标有红圈的为试样的V型缺口处,对于做这个缺口,你知道你们那里是怎么来加工的?用铣刀洗呢,还是用专用的拉床?[/font][/size][size=4][font=黑体]在加工好V型缺口后,试验前是否还要来根据下图来进行缺口的检查,来判定缺口的质量?[/font][/size][img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812030827_121746_1622447_3.jpg[/img][color=#DC143C][size=4][font=黑体]欢迎各位来讨论下。[/font][/size][/color]
金属材料冲击试验试样缺口的U、V型如何定义和区分?哪种情况下要开U或V?
光度计配置偏振片测试样品在不同偏振光下的光学性能是分光光度计在光学领域一个比较难测试的问题。请大家提供下述资料共同探讨学习:1)光学基础知识和偏振光的介绍;2)偏振器的资料;3)光学镀膜的资料;4)光度计测试样品偏振性能的文献。谢谢大家!!
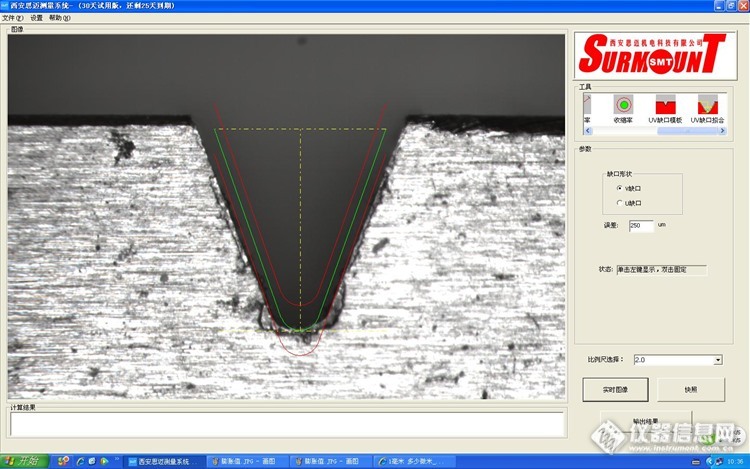
全自动冲击缺口测量仪([i]TOP-IG[/i]),是我公司根据广大用户的实际需求,根据GB/T229-2007《金属材料夏比摆锤冲击试验方法》、ISO 148-1 2009《金属材料夏比摆锤冲击试验机 第1部分:试验方法》、ASTM E23,GB/T 8363-2007《铁素体钢落锤撕裂试验方法》,新研发的专用V型U型缺口加工检验的设备“自动冲击缺口测量仪”。 利用特有光学图像技术将被测冲击试样缺口V型U型缺口图像通过千万像素的相机及镜头,将图像采集到电脑显示器上,通过我公司专用测量软件SMTMeasSystem_IG自动捕捉、自动判定,精确测量摆锤冲击V、U型缺口尺寸。[img=,690,389]https://ng1.17img.cn/bbsfiles/images/2019/09/201909160952451323_8948_1162982_3.png!w690x389.jpg[/img]
所谓低温试验就是在做冲击实验的时候低温10度以下的温度冲击试验箱做测试。低温冲击试验中,试样应在规定温度下保持足够时间,以使试样整体达到规定的均匀温度。如果使用液体介质时,保温时间应不少于5min;使用气体介质时,保温时间不少于20min。同时,用于移取试样所用的夹具也应放于相同温度的冷却介质中,确保与介质温度基本相同。对于低温冲击试验,从冷却装置中移出的试样温度会回升,从而偏离实际规定的低温温度。如果试样从液体介质中移出至打击的时间在2s之内,从气体介质装置 移出至打击的时间应在1s之内,试样温度的回升可以忽略。这种操作方法称为"直冲法",一般带有自动送样装置的冲击试验机可以满足上述要求,它的试样从冷却装置中提前移动,以保证与摆锤下落打击时间同步。冷热冲击测试仪试验步骤:应根据具体试验机来制定这里只能给你说个总体步骤:1,制备试样2,试样检查,缺口是检查重点3,试样低温处理(需要时)4,试验机开机,调试(不同的机子方法可能不同)5,将试件装入在冲击试验机上,应使没有缺口的面朝向摆锤冲击的一边,缺口的位置应在两支座中间,要使缺口和摆锤冲刃对准。将摆锤举起同空打时的位置。6, 使摆锤落下,冲断试件,然后刹车,读出试件冲断时消耗的功.(现在的试验机都有相应的软件连接到计算机上,可自动记录冲击值)7,出具报告如果没有条件满足上述时间要求,为了尽量减少偏离的温度,可将试样冷却至低于规定的温度以补偿打断瞬间的温度损失,这种操作方法称为“过冷法" 。采用“过冷法",也必须在3~5s内打断试样,如果试样从冷却介质中取出后5s内摆锤末放下,则停止试验,将试样重新放回到冷却介质中保温。以上是关于冷热冲击测试仪低温冲击试验过程步骤记录的相关信息,信息仅供参考,如需了解更多详情可以咨询客服人员或者关注艾思荔仪器公众微信号
求以上最新标准,另问NIST冲击标准试样哪里可以购买?







 我要推广仪器
我要推广仪器
 下载APP
下载APP