推荐厂家
暂无
暂无
 400-860-5168转0730
400-860-5168转0730
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 400-860-5168转3136
留言咨询
400-860-5168转3136
留言咨询
 400-860-5168转6135
留言咨询
400-860-5168转6135
留言咨询
 留言咨询
留言咨询


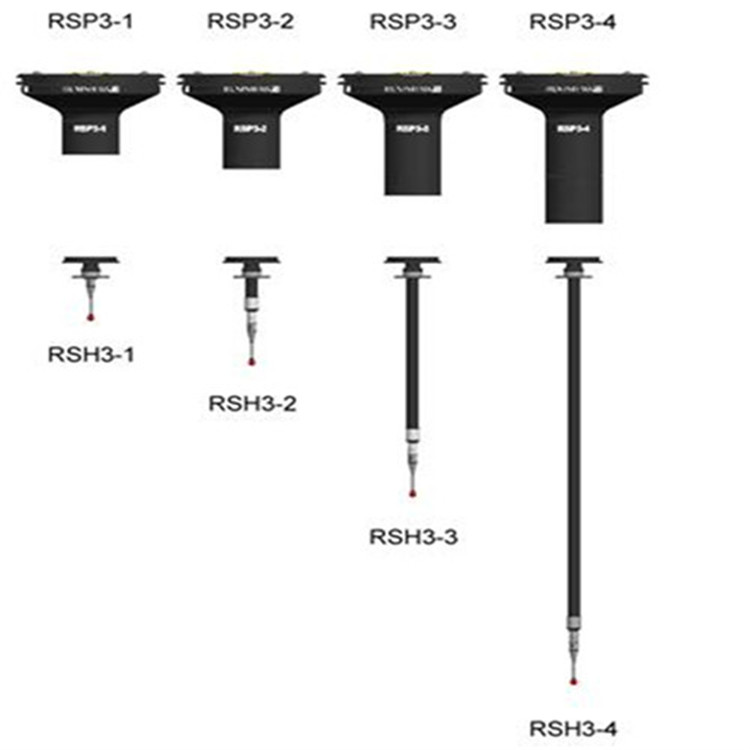

正确选择和使用测头是影响三坐标测量仪的测量精度的重要因素。测针安装在测头上 , 是测量系统中直接接触工件的部分 , 它与测头的通讯式连接渠道称作触发信号。如何选用合适的测针类型和规格取决于被测工件的特征 , 但是在任何情况下 , 测针的刚性和测球的球度都是不可或缺的。 工业用红宝石是高硬度的陶瓷材料 , 红宝石测球具有很好的球度 , 测量时红宝石测球的球头磨损可忽略不计。测针针杆一般用非磁性的不锈钢针杆或碳钨纤维针杆 , 以保证测针的刚性 ) 。测针的有效工作长度 (EWL ) 使得测针接触工件时可获得精确的测点位置。球头尺寸和测针有效工作长度的选取取决于被测工件。可能的情况下 , 选择球头直径尽可能大、 测杆尽可能短的测针 , 以保证最大的球头测杆距 , 获得最佳的有效工作长度和测针刚性。需要时可加长测杆以增大探测深度 , 但值得注意的是使用测针加长杆会降低刚性 , 从而降低测量精度。
当测针接触到工件时 , 三坐标测量机接收的的坐标值应是红宝石球头中心点坐标 , 显然 , 三坐标测量软件将自动沿着测针从接触点回退的方向加上一个测球半径值作为测量值。但该测量值是一个与测头的机械惯性有关的动态值。实际上 , 测量作为一个动态过程 , 其测量值应该考虑到从测头采点到实际向系统传送该点坐标值时发生的机器空间移动距离。尽管这个距离极小 , 但对系统计算动态尺寸有一定影响 。 在实际测量时 , 每测量一个元素 , 系统都可以自动区分测球半径的补偿方向 , 计算正确的补偿半径。在采点开始后 , 测量软件将在沿着测针接触工件的方向上对测球进行半径补偿。但被补偿点并非真正的接触点 , 而是测头沿着测针接触工件方向的延长线上的一个点。这样就造成了补偿误差 。如图 1 、 图 2 所示产生误差的大小与测球的半径及该工件被测面与笛卡尔坐标轴的夹角有关 , 夹角越大 , 误差越大。
从 1950 年英国 FERRANTI 公司制造出第一台数字式测头移动型三坐标测量仪、 1973 年前西德OPTON 公司完成三维测头设计并与电子计算机配套推出第一个三坐标测量系统以来 , 经过几十年的快速发展 , 坐标测量技术已臻成熟 , 测量精度得到极大提高 , 测量软件功能更加强大 , 操作界面也日益完善 , 生产厂家遍布全球 , 开发出了适于不同用途的三坐标测量机型。几十年的发展充分证明 , 现代三坐标测量系统打破了传统的测量模式 , 具有通用、 灵活、 高效等特点 , 可以通过计算机控制完成各种复杂零件的测量 , 符合机械制造业中柔性自动化发展的需要 , 能够满足现代生产对测量技术提出的高精度、高效率要求 。除用于空间尺寸及形位误差的测量外 , 应用坐标测量机对未知数学模型的复杂曲面进行测量 , 提取复杂曲面的原始形状信息 , 重构被测曲面 , 实现被测曲面的数字化 , 不仅是坐标测量机应用的一个重要领域 , 也是反求工程中的关键技术之一 , 近年来也得到快速发展。










 我要推广仪器
我要推广仪器
 下载APP
下载APP



