测量天平台的水平,选用多长的水平尺比较好呢?有45cm、60cm、90cm、1.2m。
水平尺中的水泡液体,按国标GB 1146中规定成分为:乙二醇+酒精+水+甘油,如果出货欧洲,在REACH当中是属于物品还是混合物,如果当混合物,超过1吨是否就要去欧盟注册了才能使用呢?期待高手帮忙....
请问有知道万能角度尺的型号规格的吗?
1.现象:仪器出现可见光下,能测试,但数据不稳定,而紫外下,有数据,但完全不对1.样品:乙二醇 正常 220nm 82 275nm 97 但现在变成220nm 106 275nm 106图谱扫描如下:正常与不正常对比。氘灯,钨灯之类暂时不考虑现请教,基本原因确认是光电池角度偏了,如何调整硅光电池,使的在光谱扫描时出现正常,有什么窍门,
根据“测量器具的选择原则”,选用适当的测量器具进行测量。测量器具的计量工作应遵循测量器具的保养、检修、鉴定计划,确保所用量检具精度、灵敏度、准确度。测量器具的正确使用方法,请参照使用说明书或相关参考资料,轻拿轻放、保持清洁、防锈、防振,合理存放保管。一、平板1、钢制平板一般用于冷作放样或样板修整;铸铁平板除具有钢制平板用途外,经压砂后可作研磨工具;大理石平板不须涂防锈油脂,且受温度影响较小,但湿度高时易变形。2、 0、1、2级平板一般作检验用,3级平板一般作划线用。3、平板安放平稳,一般用三个支承点调整水平面。大平板增加的支承点须垫平垫稳,但不可破坏水平,且受力须均匀,以减少自重受形。4、平板应避免因局部使用过频繁而磨损过多,使用中避免热源的影响和酸碱的腐蚀。5、平板不宜承受冲击、重压、或长时间堆放物品。二、样板直尺和平尺1、样板直尺使用时不得碰撞,应确保棱边的完整性,手握持绝热板部分,避免温度影响响精度和产生锈蚀。2、测量前,应检查尺的测量面不得有划痕、碰伤、锈蚀等缺陷。表面应清洁光亮。3、平尺工作面不应有蚀蚀、斑痕、鳞片、凹坑、裂缝以及其他缺陷。平尺应无磁性。4、一般应按不同要求选用不同精度的平尺。三、直角尺1、 00级和0级直度角尺一般用于检验精密量具;1级用于检验精密工件;2级用于检验一般工件。2、使用前,应先检查各工作面和边缘是否被碰伤。角尺的长边的左、右面和短边的上、下面都是工件面(即内外直角)。将直尺工作面和被检工作面擦净。3、使用时,将直度角尺靠放在被测工件的工作面上,用光隙法鉴别工件的角度是否正确。注意轻拿、轻靠、轻放,防止变曲变形。4、为求精确计量测量结果,可将直度角尺翻转180度再测量一次,取二次读数算术平均值为其测量结果,可消除角尺本身的偏差。四、万能角度尺1、使用前,先将万能角度尺擦拭干净,再检查各部件的相互作用是否移动平稳可靠、止动后的读数是否不动,然后对零位。2、测量时,放松制动器上的螺帽,移动主尺座作粗调整,再转动游标背面的手把作精细调整,直到使角度尺的两测量面与被测工件的工作面密切接触为止。然后拧紧制动器上的螺帽加以固定,即可进行读数。3、测量完毕后,应用汽油把万能角度尺洗净,用干净纱布仔细擦干,涂以防锈油,然后装入匣内。五、游标卡尺1、使用前,应先把量爪和被测工件表面的灰尘、油污等擦干净,以免碰伤游标卡尺量爪面和影响测量精度,同时检查各部位的相互作用。如尺框和微动装置移动是否灵活,紧固螺钉是否能起作用等。2、检查游标卡尺零位,使游标卡尺两量爪紧密贴合,用眼睛观察应无明显的光隙,同时观察游标零刻线与尺身零刻线是否对准,游标的尾刻线与尺身的相应刻线是否对准。最好把游标卡尺量爪闭合三次,观察各次读数是否一致。如果三次读数虽然不是零,但读数三次完全一样,可把这数值记下来,在测量时,加以修正。3、使用时,要掌握好量爪面同时工作表面接触时的压力,既不能太大,也不能太小,刚好使测量面与工件接触,同时量爪还能沿着工件表面自由滑动,。有微动装置的游标卡尺,应使用微动装置。
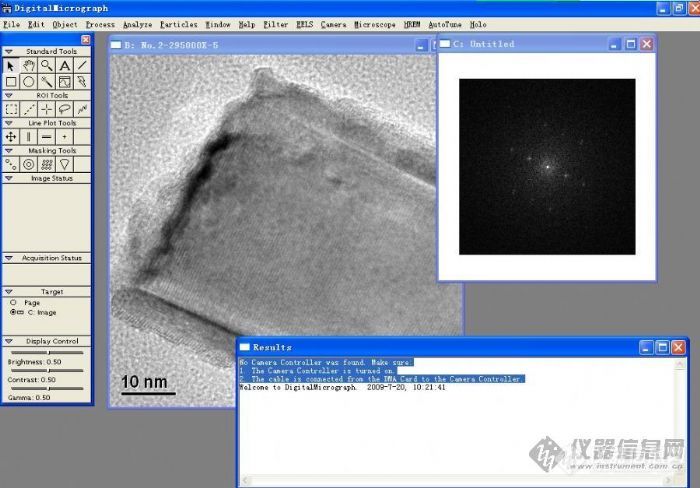
各位前辈, 本菜鸟刚开始学习TEM,前段时间刚做过测试,也读过相关贴子,还存在疑问,想请教各位 1: 晶格条纹间隔测定, 按照FFT转换后,测定衍射斑点到中心透射斑点之间的距 离为R, 则晶面间距即为1/R,但是再FFT界面尺寸单位为1/nm,而在晶格条纹 图像界面尺寸为10nm, 那么,我测得的距离能否由DM测出来?2: 关于角度的测量,感谢其他贴子的帮助 "【经验】普通衍射花样和高分辨晶格像的标定" 角度测量可以通过量取衍射点到中心斑连线对应control对话框的R值(角度),二者相减即得。 但是control对话框无法正确显示, 说 No Camera Controller was found. Make sure:1. The Camera Controller is turned on.2. The cable is connected from the DMA Card to the Camera Controller. 恳请高人指点迷津! 十分二分感谢![img]http://ng1.17img.cn/bbsfiles/images/2009/07/200907201108_160527_1888301_3.jpg[/img][img]http://ng1.17img.cn/bbsfiles/images/2009/07/200907201109_160529_1888301_3.jpg[/img]
如果作为校准实验室,刚刚溯源计量校准完自己实验室的万能角度尺,做了验证确认,就得知十月份正式实施角度尺最新的规程,变动还不小,涉及标准器和辅助设备,请问是否还要重新溯源和确认?规程号变更,是否还要上报CNAS?是否有相关文件要求和说明?
常用测量器具的使用注意事项根据“测量器具的选择原则”,选用适当的测量器具进行测量。测量器具的计量工作应遵循测量器具的保养、检修、鉴定计划,确保所用量检具精度、灵敏度、准确度。测量器具的正确使用方法,请参照使用说明书或相关参考资料,轻拿轻放、保持清洁、防锈、防振,合理存放保管。一、 平板1、 钢制平板一般用于冷作放样或样板修整;铸铁平板除具有钢制平板用途外,经压砂后可作研磨工具;大理石平板不须涂防锈油脂,且受温度影响较小,但湿度高时易变形。2、 0、1、2级平板一般作检验用,3级平板一般作划线用。3、 平板安放平稳,一般用三个支承点调整水平面。大平板增加的支承点须垫平垫稳,但不可破坏水平,且受力须均匀,以减少自重受形。4、 平板应避免因局部使用过频繁而磨损过多,使用中避免热源的影响和酸碱的腐蚀。5、 平板不宜承受冲击、重压、或长时间堆放物品。二、 样板直尺和平尺1、 样板直尺使用时不得碰撞,应确保棱边的完整性,手握持绝热板部分,避免温度影响响精度和产生锈蚀。2、 测量前,应检查尺的测量面不得有划痕、碰伤、锈蚀等缺陷。表面应清洁光亮。3、 平尺工作面不应有蚀蚀、斑痕、鳞片、凹坑、裂缝以及其他缺陷。平尺应无磁性。4、 一般应按不同要求选用不同精度的平尺。三、 直角尺1、 00级和0级直度角尺一般用于检验精密量具;1级用于检验精密工件;2级用于检验一般工件。2、 使用前,应先检查各工作面和边缘是否被碰伤。角尺的长边的左、右面和短边的上、下面都是工件面(即内外直角)。将直尺工作面和被检工作面擦净。3、 使用时,将直度角尺靠放在被测工件的工作面上,用光隙法鉴别工件的角度是否正确。注意轻拿、轻靠、轻放,防止变曲变形。4、 为求精确测量结果,可将直度角尺翻转180度再测量一次,取二次读数算术平均值为其测量结果,可消除角尺本身的偏差。四、 万能角度尺1、 使用前,先将万能角度尺擦拭干净,再检查各部件的相互作用是否移动平稳可靠、止动后的读数是否不动,然后对零位。2、 测量时,放松制动器上的螺帽,移动主尺座作粗调整,再转动游标背面的手把作精细调整,直到使角度尺的两测量面与被测工件的工作面密切接触为止。然后拧紧制动器上的螺帽加以固定,即可进行读数。3、 测量完毕后,应用汽油把万能角度尺洗净,用干净纱布仔细擦干,涂以防锈油,然后装入匣内。五、 游标卡尺1、 使用前,应先把量爪和被测工件表面的灰尘、油污等擦干净,以免碰伤游标卡尺量爪面和影响测量精度,同时检查各部位的相互作用。如尺框和微动装置移动是否灵活,紧固螺钉是否能起作用等。2、 检查游标卡尺零位,使游标卡尺两量爪紧密贴合,用眼睛观察应无明显的光隙,同时观察游标零刻线与尺身零刻线是否对准,游标的尾刻线与尺身的相应刻线是否对准。最好把游标卡尺量爪闭合三次,观察各次读数是否一致。如果三次读数虽然不是零,但读数三次完全一样,可把这数值记下来,在测量时,加以修正。3、 使用时,要掌握好量爪面同时工作表面接触时的压力,既不能太大,也不能太小,刚好使测量面与工件接触,同时量爪还能沿着工件表面自由滑动,。有微动装置的游标卡尺,应使用微动装置。4、 在游标卡尺读数时,应把游标卡尺水平地拿着朝亮光方向,使视线尽可能地和尺上所读的刻度线垂直,以免由于视线的歪斜而引起读数误差。最好在工件的同一位置多次测量,取它的平均值。5、 测量外尺寸时,读数后,切不可从被测工件上猛力抽下游标卡尺,应将量爪张开后拿出;测内尺寸读数后,要使量爪沿着孔的中心线方向滑动,防止歪斜,否则将使量爪磨损、扭伤、变形或使尺框走动,影响测量精度。6、 不能用游标卡尺测量运动着的工件。这样,容易使游标卡尺受到严重磨损,也容易发生事故。7、 不准以游标卡尺代替卡钳在工件上来回拖拉。使用游标卡尺时不可用力同工作撞击,以防损坏游标卡尺。8、 游标卡尺不要放在强磁场附近,(如磨床的磁性工作台上)以免使游卡尺感受磁化,影响使用。9、 使用后,应将游标卡尺擦拭干净,平放在专用盒内,尤其是大尺寸游标卡尺。注意防锈、主尺弯曲变形。
请问马上要校准实验室评审了,A025还想在过渡期,所以不能扩项。但是JJG 33-2002万能角度尺检定规程应该是已经变更为 JJF1959-2021通用角度尺校准规范,规程号年号都变了?这个变更是否是扩项?导致要符合A025所有条款?欢迎讨论解惑谢谢
影像测量仪与坐标测量机的区别?如何应用在测量几何量检测与计量校准上?准确度比卡尺角度尺高多少?可以测量弧度?
[color=#333333][/color][color=#333333] [/color][color=#333333]各类量块、螺纹塞规、光滑极限量规、带表卡规、圆锥量规、三针、平板、工具显微镜、金相显微镜、测量显微镜、读数显微镜、投影仪、影像测量仪、三坐标测量仪、数显测高仪、光学计、测长仪、电感测微仪、测长机、通用卡尺、高度卡尺、塞尺、钢直尺、卷尺、焊接检验尺、刀口尺、平尺、研磨面平尺、千分尺、公法线千分尺、内径千分尺、孔径千分尺、直角尺、万能角度尺、水平仪、水平尺、杠杆表、指示表、内径表、厚度表、大量程百分表、半径样板、表面粗糙度仪、粗糙度比较样板、光学分度头、水平仪鉴定器、角度块、指示类量具检定仪、正弦规、螺纹样板、超声波测厚仪、普通测厚仪、机械式比较仪等各类长度计量仪器。[/color][color=#333333] [/color][color=#333333]方圆计量将发挥国防军工背景,凭借一流的技术和服务,为企业提供一站式计量校准、维修等服务,为您提供更快捷的服务,竭诚为广大客户提供最优质的服务。[/color][color=#333333] [/color][color=#333333]方圆计量将继续根据客户的实际需要,量身定制软硬件配置,力争为客户提供成本合理、效益高、质量好的咨询服务,竭力创建[/color][color=#333333]“[/color][color=#333333]客户首选、股东满意、受人尊敬[/color][color=#333333]”[/color][color=#333333]的一流实验室管理咨询机构。[/color][color=#333333] [/color][color=#333333] [/color][color=#333333]因为专业,值得信赖![/color][color=#333333]使命[/color][color=#333333]为客户提供精准的计量、校准、检测服务,为客户创造价值,为员工创造价值。[/color][color=#333333]愿景[/color][color=#333333]成为一流的计量检测机构。[/color][color=#333333]朱镕基总理曾经说过:[/color][color=#333333] “[/color][color=#333333]校准[/color][color=#333333]”[/color][color=#333333]测试工作是整个工业企业素质和管理现代化最基本的条件。[/color][b][color=#333333]免费下厂计量校准[/color][color=#333333]云南方圆计量校准检测服务有限公司[/color][color=#333333][/color][color=#333333]联系人[/color][color=#333333]:[/color][color=#333333]李先生[/color][color=#333333] [/color][color=#333333][/color][color=#333333]手机:[/color][color=#333333]13759573008 18662608885[/color][color=#333333][/color][color=#333333]电话:[/color][color=#333333]0871[/color][color=#333333]-[/color][color=#333333]63359528[/color][color=#333333][/color][color=#333333]传真:[/color][color=#333333]0871[/color][color=#333333]-[/color][color=#333333]63359528[/color][color=#333333]-[/color][color=#333333]801[/color][color=#333333][/color][color=#333333]Email[/color][color=#333333]:[/color][color=#333333]79188229@qq.com 7062661@qq.com[/color][/b][color=#333333][/color]
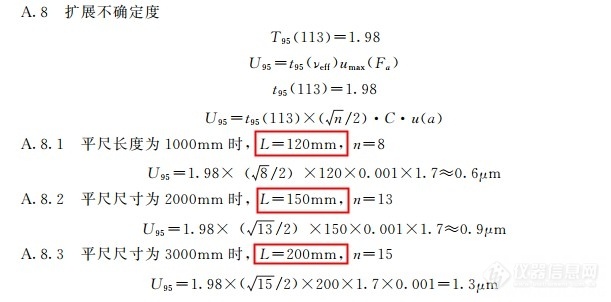
各位老师好,刚才看中不确定度评定中的跨距有点不太清楚是怎么出来的。有那我老师方便帮忙解答一下?[img=,611,302]https://ng1.17img.cn/bbsfiles/images/2019/08/201908121141155044_8394_1777483_3.jpg!w611x302.jpg[/img]
Yunjob版友转载了一篇关于“人造肉”的科技报道(详见http://bbs.instrument.com.cn/shtml/20120608/4083356/主题:【分享】未来的食物革命——人造肉)。或许,在不久的将来,我们渐渐就爱上了、再无无法离开人造的肉了!也或许,我们会坚决抵制,因为我们想吃的是肉,不是人造肉,我们不要自欺欺人。对于“人造肉”,您是如何的心态?抵制?还是双手赞成?还是五味杂陈、欲说却纠结?从安全和营养的角度讲,你如何看待“”人造肉“的?说出你的想法吧,我们一起憧憬一下我们的明天!
长度计量传历史最长、标准设备最全、检测维修能力最强的实验室,本室共建有量块、平直度、粗糙度、光学仪器、测绘仪器、通用量具、精密测量、三坐标测量机、圆度仪、验光标准器组等共55项社会公用计量标准,负责本地区的几何量的量值传递,提供检测和校准服务,开展各项目计量仪器的检定、校准、修理。[align=center][img]https://5b0988e595225.cdn.sohucs.com/images/20190805/73fd583594f744fab6f1964fb4bd86b2.png[/img][/align]长度仪器校准实验室设有量块、精测、角度、量仪、平直度粗糙度、线纹与精密测量、通用量具等实验室,建立了社会公用计量标准。负责长度量计量标准的维护和科研开发,开展各项目几何量计量仪器的检定、校准、试验和相关计量参数的检测 长度室参与建设了重点研究精密几何计量技术应用、现代力学性能计量技术应用,进一步提升了几何量检测计量的实力,为带动经济高速发展提供准确的量值保障。仪器计量校准概略:量块:四等及以下量块、步距规、灯头、灯座量规等。线纹:线纹、带标尺放大镜、钢尺直、钢卷尺等。平面度:水平仪、平板、平尺、平晶等。螺纹类:各类公制(M)、美标(UN)、日标(JIS)、管螺纹(G)等螺纹规的检测。精测类:标准针规、标准环规、光滑极限量规、半径样板、螺纹样板等。量具类:卡尺类、指示表类、千分尺类、角度规、水平仪、测厚仪、比较仪等。测绘仪器类:工程质量检测尺、水准尺、经纬仪、建筑工程标准器等。量仪类:激光径孔仪、光学计、投影仪、测长仪、显微镜、影像测量仪、二次元、接触式干涉仪、圆度仪、坐标测量机(CMM、三次元)加工中心的检测等。
数显角度扭矩扳手,客户要求检角度参数,问下参考什么技术依据检,比较合适,谢谢!
请问哪位大侠?我要表征纳米钨粉,可以用小角度衍射与小角度散射是测什么?以及两都有何区别?测试标准如何定?谢谢!!!!!!!1
各位版友,请问光栅中闪耀角度的定义是法线和刻线槽面垂直线之间的角度吗?
在衍射模式下,转到某一带轴,想要在这个带轴基础上转一定的角度比如说15°,根据夹角公式这里面有两个变量一个方程怎么求解X方向转几度,Y方向转几度呢??哪位大侠有类似转角度经验呢?不知道先假设其中一个角度在允许范围内,然后解出另一个可以不?http://simg.instrument.com.cn/bbs/images/default/em09511.gif

紫外可见分光光度计一般台式的居多,同时使用比色池分析液体样品的也居多。但是不知大家对于那种落地式的大紫外熟悉否?这种大紫外的功能主要是测试以光学固体样品为主,同时使用了许多附件;今天就将一款用于测量固体样品的角度可变绝对反射附件展现给大家:http://ng1.17img.cn/bbsfiles/images/2012/05/201205012028_364412_1602290_3.jpg图-1 含有大样品仓的落地式大紫外的分光光度计外观。http://ng1.17img.cn/bbsfiles/images/2012/05/201205011042_364375_1602290_3.jpg图-2 这种可变角附件用于测量固体样品的透射率的状态;此时样品转台和检测器(积分球)转台均处于0角度,目的是测样品的透射值。http://ng1.17img.cn/bbsfiles/images/2012/05/201205011047_364376_1602290_3.jpg图-3 这种可变角附件用于测量固体样品的反射率的状态;此时样品转台和检测器(积分球)的角度均可改变。其有效角度在20°~60°范围内改变。http://ng1.17img.cn/bbsfiles/images/2012/05/201205011049_364377_1602290_3.jpg图-4 这是样品转台的细部照片http://ng1.17img.cn/bbsfiles/images/2012/05/201205011050_364378_1602290_3.jpg图-5 这是样品转台和检测器转台改变角度的调节刻度的细部照片http://ng1.17img.cn/bbsfiles/images/2012/05/201205011051_364379_1602290_3.jpg图-6 这是样品光束起偏器的细部图。当测量样品的反射率的入射光的入射角大于15°时,如果不采用起偏器来测量就会产生测量误差。因为入射光束是具有各向异性光,而仪器单色器的光栅的刻槽的方向是固定的,这种各向异性的入射光射在光栅的反射强度也会不同。为此可以通过起偏器将入射光分别调整为垂直光栅刻槽和平行光栅刻槽的两束光。用这两束光分别测试样品,最后求和,就可得到近似真值的样品的透过率或吸光度。
DEMO版DM软件测量扫描图型(JPG、Tiff、BMP等格式)和高分辨图型的方法详细步骤如下:(1)对于扫描的JPG、Tiff、BMP等格式,先需要在editchange data typeinteger 中选unsigned中选2或4都行,确定即可,有时不改也能打开。 然后,在JPG图片上用鼠标点ROI工具条中的“虚线”,再在图片窗口中选一“水平距离”(先要事先打印出来用尺子量一下如6mm,我的经验是:衍射斑点底片上都有标号如P12345,量一下它的长度即可!),这时两端点变成绿点,看一下control中L的数值,如145(先不要管单位),然后再打开analysiscalibrate中units中选other,键盘录入你的单位如:mm等,然后把control中X的数值和你实际打印出来的值除一下,如145/6=24.16,把24.16敲入calibrate窗口左上方line liength 145 pixels下面的“窗口”里,点OK确定。(2)editDaba Baradd scale bar,即可。这时你发现JPG窗口中的图上已有标尺。(3)实际测量扫描后JPG的衍射斑点之间距离时,你选ROI工具条中的虚线,点击图上任意两个衍射斑点,观察左面control工具条的 L 值就是你想要距离,两点之间R差值即为角度!(4)不完成(2)也没关系,实际操作时看control工具条即可。不过我昨天用后觉得这样做如果鼠标点不准确,误差还是有的,感觉不如用尺子在底片上量,角度也不如底片上准确;但是这样可以验证衍射斑点的平行四边形的吻合性!可以验证各斑点的距离和角度;当然用着比E-ruler精度和方便性都好。大家不妨试一下。如果编辑后不能存盘,用屏考贝粘贴到“画图”我想也是可以的。 DM的DEMO版在测高分辨时有标尺,测FFT中衍射斑点的距离和角度,打印出来,按照上述方法应该同理。不过在高分辨中FFT实际标尺是倒易空间的1/nm等。
TEM刚刚开始做,有两个问题请教各位老师:1. 我在看老师做TEM的时候,发现他在未加选区光阑的情况下按SA Diff按钮,本来应该出现菊池线,但是我却看到出现很整齐的衍射斑,就像加了选区光阑一下,这是为什么呢?是否是样品太薄?2. 之前做衍射的时候都只记录相机常数(CCD相机,虽然标定的时候也用不着),今天发现老师还让记录倾转角度(TX and TY),不知道倾转角度是用来做什么?有什么用途?先谢谢了!
有人了解阴极灯和氘灯的发光特性吗?我有咨询过阴极灯厂家,对方无法给出具体的发光曲线,那么大家实际使用中,一般阴极灯角度按多少度计算的呢?谢谢各位老师讨论
为什么Kα在高角度会有双线分离?而在第角度没有? 谢谢啊 急~~~~
低角度峰形一般都会拖尾(向低角度方向)是什么原因?
[url=https://insevent.instrument.com.cn/t/Wp][color=#3333ff]原子吸收[/color][/url]做钠的时候吸光度值太高,工程师建议我调整燃烧头角度,想问一下燃烧头角度怎么调整
电子万能试验机测量结果产生的误差的分析和解决办法。 一、首先是主机部分 在主机部分由于安装不水平时,将会使工作活塞和工作油缸壁产生摩擦力,从而产生误差。一般表现为正差,并且随着载荷的增加,产生的误差逐渐较小 。 二、测力计部分 当测力计部分安装不水平时,将会使摆轴轴承之间产生摩擦力,一般变现为负差。 以上两种误差对小负荷测量的影响比较大,对大负荷测量的影响比较小。 解决办法: 1、首先检查试验机安装是否水平,对主机用框式水平尺在工作油缸(或立柱)外圈相互垂直的两个方向找平。 2、对测力计在摆杆正面调整测力计前后水平,将摆杆边缘与内侧刻线对齐固定,用水平尺靠在摆杆侧面调整机体左右水平。关于电子万能试验机的更多相关信息http://www.jnsyj.net
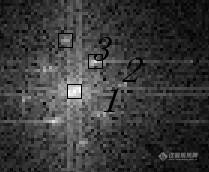
请问各位DM软件中在结果窗口中显示的与第一点的角度和X轴的角度是什么意思?http://ng1.17img.cn/bbsfiles/images/2010/12/201012111501_266363_2168215_3.jpg两个点之间是怎么形成角度的?x轴在哪?Spot# d-Spacing (nm) Rec. Pos.(1/nm) Degrees to Spot 1 Degrees to x-axis Amplitude 1 23.62 0.04234 0.00 -57.32 1407657.00 2 0.1550 6.451 111.61 54.29 40910.72 3 0.1099 9.096 1 55.57 98.25 7592.40点1的与x轴的角度怎么就是 -57.32,不是0度吗?
小角度XRD表征介孔材料,只有一个大鼓包而不是尖锐的峰,代表了什么呢,能说明有孔吗?
该工具包校正的物理参数包括:数显水平尺测量仪、数显百分表测量仪、中心盘测量仪、数显卡尺测量尺、溶出杯同轴测量、数显水温度测量仪、数显转速测量仪
edxrf 光管出射光线与样品的角度及探测器与样品的最佳角度是多少? 有无计算方法等等 求解







 我要推广仪器
我要推广仪器
 下载APP
下载APP