推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-668-7609
留言咨询
400-668-7609
留言咨询
 400-860-5168转4446
留言咨询
400-860-5168转4446
留言咨询
 400-860-5168转4446
留言咨询
400-860-5168转4446
留言咨询



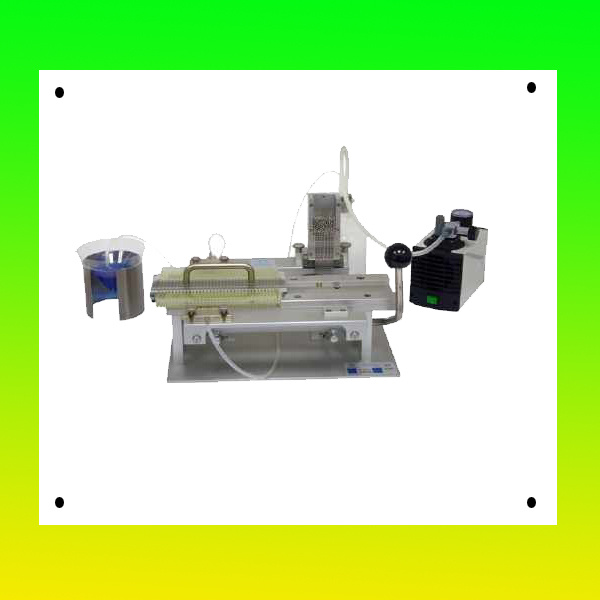
CR-1201零件封装机适用于各种类型及规格的贴片元件的编带包装:贴片IC\晶振\电感等贴片式元件。包装方式为自动送料,自动封口,自动收带。走带采用检测OK料后步进驱动,收带自动检测并采用无段调速带刹车马达,间隔式封口,适合冷封自粘上带和热封上带;热封合拉力的平均值稳定到20g左右。 该零件计数器采用了精确的热压头:封合刀组独立恒温,温度控制准确稳定。电磁阀、气缸滑台、真空发生气、真空感应器、磁感应器、旋转气缸、真空压力表均采用SMC品牌。PLC可编程式控制器控制整机运行、自动计数且具有倒计数功能,采用日本基恩士光纤全套配置,互相监控;从振盘自动送料,分度盘分料,极性测试,机械手抓料,方向选择,自动送料,联锁控制;人机界面操作直观简便,可以分步动作参数设置,自动运行参数设置;开机自动对位功能,无料、无带、加工完成均可自动报警停机,性能稳定可靠。

备注:解说位于图片上方真空分装机坏了,生产的车间的大真空封装机在订单暴涨的时刻坏了;坏的是给加热条供电的变压器坏了,这个没有办法,只有向厂家购买新的变压器,订单提交了,钱也打到对方那边去了,但是时间都却等不起,领导的命令下来了,无论如何不能停工;重任掉到我的肩上,这不赶鸭子上架嘛,冥思苦想中,犹记得库房深处有一台较为小型的封装机,于是打着副总经理的旗帜去推机器,当然是很顺利的了,来到外面,插电试运行,居然可以用;就是这下图的样子了http://ng1.17img.cn/bbsfiles/images/2011/11/201111292220_334090_1600026_3.jpg 正当准备推往车间的时候,杯具的发现地上有一滩油,居然是漏油的,晕倒,一打听才知道就是真空泵漏油了维修几次还漏油后才退休的,主要是没有买到合适的油封,生产厂家居然没有了;http://ng1.17img.cn/bbsfiles/images/2011/11/201111292220_334092_1600026_3.jpg没有办法,还得修啊于是我将真空泵从机器内腹弄出来,这个还算容易,毕竟这样类似的事情经历得多了;刚刚拿出来看了一圈,立刻发现漏油位置的油封有损坏的迹象,【图片上看不清楚】http://ng1.17img.cn/bbsfiles/images/2011/11/201111292221_334094_1600026_3.jpg拆开机器以后,发现真的是太不行了,大家看看我小心翼翼弄下来的油封居然是这个样子,估计你们不相信我是小心翼翼做的结果,信不信由你,这就是问题关键的关键就是所在;上哪里弄这个油封???http://ng1.17img.cn/bbsfiles/images/2011/11/201111292221_334095_1600026_3.jpg想到这个油封,就有一种孤独无助、举目无亲的感觉;但是不行也得行,必须找到替代材料;抱着一线的希望,我在实验室、车间里光了一圈,可是没有一个可以使用的材料出现在我视野中;还是不死心;又到公司大楼的外面围着楼走了一圈;在一个小角落里看见了这样一块材料;也不管行不行;拿回去再说;http://ng1.17img.cn/bbsfiles/images/2011/11/201111301041_334142_1600026_3.jpg比着需要放置油封的地方画了出来,利用一个废钻头、一把小刀、一把铁尺终于把这个油封刻了出来;看起来似乎又那么点点门道,也算是件艺术品了;呵呵http://ng1.17img.cn/bbsfiles/images/2011/11/201111292222_334097_1600026_3.jpg套上去看看吧,居然没有问题,我都佩服自己;看来是有些浪费人才了http://ng1.17img.cn/bbsfiles/images/2011/11/201111292222_334099_1600026_3.jpg接下来,为了能够一次性解决后患,将滤网也取下来检查,这个滤网看上去还算是干净的,似乎不需要清洁很干净,貌似不需要清洁的样子,看看腔体里面里面的状况,貌似也没有什么需要处理的,都还算是干净吧,终于开始装机器了,上螺丝的过程没有拍上去,因为我只有两只手,没得办法;http://ng1.17img.cn/bbsfiles/images/2011/11/201111292222_334100_1600026_3.jpghttp://ng1.17img.cn/bbsfiles/images/2011/11/201111292223_334101_1600026_3.jpg安装回去后,第一件事件就是开机几秒钟,看看真空泵能不能转,还好,还是运转的,接下来不是看真空度能不能上去,而是加入真空泵油;由于不知道以前用的是什么型号的真空泵油,只好清场了重来具体的方法就是加入真空泵油后,到油镜高度的1/3的样子【满手的油拿不了手机拍照】,然后开机运行1到2min,然后将油放尽,在反复一次或两次,基本上可能将里面的旧油去除得差不多了,再将油加到油镜高度的1/2到2/3的高度,最高不要高于3/4;运行查看真空度能不能达到要求,基本上都有算是正常, 于是运行了来回20多次,也没有任何漏油的迹象,http://ng1.17img.cn/bbsfiles/images/2011/11/201111292225_334103_1600026_3.jpg将后盖装上去以后就就变成这个样子了,最前面的图片是正面图,这是后面的靓照打个电话叫车间来两个人把机器推进去目前这台机器已经再次回到库房的深处,但是在服役的4天里,封装产品达到近万份,真空泵启动次数进2000多次,依然没有漏油;基本达到要求,证明了本次山寨行动的圆满http://ng1.17img.cn/bbsfiles/images/2011/11/201111292225_334105_1600026_3.jpg结束语这是一个关键时刻、逼迫出来的点子,也许很多人觉得很神奇;其实也没有那么玄乎,资源的利用有时候是很不可思议的,我也没有想到我会利用这个东西,也许我每天中午遛弯的时候看了那个材料无数次,也没有想到过会用到它;其实很多事情不是做不到,只是想不到而已;

TB上有一款NAZJE小型真空包装机,体积小,外观好看,低配到高配的价格40元~100元不等,比较受欢迎。能不能用于QC部门留样封口呢?毕竟商用不同于家用,使用时间长,短时间内工作量大,负荷重,要求稳定性、可靠性、耐用性、安全性都较高,并不是价格越低越好。手头正好有一台代朋友购买的,拆开看看,给QC部门一点参考意见。也给有该机器的部门,提供维修参考电路原理。[b]一、外貌[/b]长条形,外形比较时尚,使用220V交流电源:[img=,690,517]https://ng1.17img.cn/bbsfiles/images/2018/10/201810082027337200_1884_1807987_3.jpg!w690x517.jpg[/img]机器背面:[img=,690,517]https://ng1.17img.cn/bbsfiles/images/2018/10/201810082027340660_5268_1807987_3.jpg!w690x517.jpg[/img]打开上盖,各部位名称:[img=,690,517]https://ng1.17img.cn/bbsfiles/images/2018/10/201810082027344920_587_1807987_3.jpg!w690x517.jpg[/img][b]二、拆机,察看内部元件[/b]卸下机器背面5颗固定螺丝:[img=,690,517]https://ng1.17img.cn/bbsfiles/images/2018/10/201810082027348742_7682_1807987_3.jpg!w690x517.jpg[/img]打开后盖,内部元件分布见下图,结构简单。这是一台单真空泵机器,内部还有一台的空位,可以安装成双泵机型:[img=,690,517]https://ng1.17img.cn/bbsfiles/images/2018/10/201810082027357866_1237_1807987_3.jpg!w690x517.jpg[/img]这是一体化微型直流真空抽气泵:[img=,690,517]https://ng1.17img.cn/bbsfiles/images/2018/10/201810082027328460_4443_1807987_3.jpg!w690x517.jpg[/img]拆下气泵固定螺丝,看看内部结构:[img=,690,517]https://ng1.17img.cn/bbsfiles/images/2018/10/201810082028087580_7100_1807987_3.jpg!w690x517.jpg[/img]电机轴上的白色塑料偏心轮带动三只微型橡胶膜阀进行抽气工作:[img=,690,517]https://ng1.17img.cn/bbsfiles/images/2018/10/201810082028090459_5194_1807987_3.jpg!w690x517.jpg[/img]这是真空开关,当检测到真空腔的真空度达到设定值,内部的电触点接通,向MCU发出信号,停止真空泵抽气。顶部的那颗螺丝可以小范围调节真空度设定值:[img=,690,517]https://ng1.17img.cn/bbsfiles/images/2018/10/201810082028095040_7497_1807987_3.jpg!w690x517.jpg[/img]取出电路板:[img=,690,517]https://ng1.17img.cn/bbsfiles/images/2018/10/201810082028098700_8263_1807987_3.jpg!w690x517.jpg[/img]电路板上元件的功能见下图。在板上,强弱电线路没有适当空隙间隔,安全性要差一些:[img=,690,517]https://ng1.17img.cn/bbsfiles/images/2018/10/201810082028103670_271_1807987_3.jpg!w690x517.jpg[/img]测量电加热带的冷态电阻(室温32℃),142.9欧姆:[img=,690,517]https://ng1.17img.cn/bbsfiles/images/2018/10/201810082028082916_1184_1807987_3.jpg!w690x517.jpg[/img]这根电加热带,是用镍铬发热丝缠绕在耐高温线上,比起镍铬扁金属发热带,热合宽度窄、耐用度要低一些:[img=,690,517]https://ng1.17img.cn/bbsfiles/images/2018/10/201810082028353220_9356_1807987_3.jpg!w690x517.jpg[/img]绘出包装机的电路结构框图及电源电路图如下:[img=,690,478]https://ng1.17img.cn/bbsfiles/images/2018/10/201810090847182838_3692_1807987_3.jpg!w690x478.jpg[/img][img=,690,409]https://ng1.17img.cn/bbsfiles/images/2018/10/201810090847169783_6130_1807987_3.jpg!w690x409.jpg[/img][b]包装机工作原理:[/b]机器插上电源,D8(绿LED)灯亮。将封口袋放入真空腔,压下上盖。按下S2(抽真空、热合),MCU接通真空泵,开始抽气,达到设定的真空值后,真空开关K1接通,向MCU发出信号,MCU停止真空泵工作并接通双向可控硅M1,D6(红LED)灯亮,电加热带通电进行热合工作,然后停机。只需要热合时,按下S1(热合),进行单独热合工作。[b]三、不同厚度塑料薄膜袋的热合实验[/b]取0.1mm、0.2mm、0.3mm的塑料膜袋及铝塑薄膜袋进行实验:[img=,690,517]https://ng1.17img.cn/bbsfiles/images/2018/10/201810082028363870_5121_1807987_3.jpg!w690x517.jpg[/img][img=,683,328]https://ng1.17img.cn/bbsfiles/images/2018/10/201810082028367920_3346_1807987_3.jpg!w683x328.jpg[/img]该机器的热合宽度只有1毫米左右,比较窄。由于没有温度调节,不同材质薄膜的热合效果有差异。从实验数据看,最适合0.2mm厚的塑料薄膜袋热合。[img=,690,517]https://ng1.17img.cn/bbsfiles/images/2018/10/201810082028350360_7992_1807987_3.jpg!w690x517.jpg[/img][b]四、耐用性分析[/b] 通过拆机,根据机器使用元件的情况,该包装机的市电元件与直流弱电元件在同一电路板上,没有空隙隔断,存在受潮后,飞弧、漏电的隐患;抽气采用微型一体化真空抽气泵,抽气量小,其橡胶皮膜阀不宜频繁使用,直流小电机的碳刷磨损后不能更换,属于一次性使用,到一定时间气泵就不能正常使用;加热封口的电加热丝比较细,不耐用,其热合面窄,牢固程度不如扁带式高;该机器设计的热合温度适合0.2mm厚的塑料薄膜袋封口,由于不能调节温度,对不同材质的薄膜袋受到局限。[b]五、结论[/b] 该包装机的结构及功能简单、主要部件是一次性使用性质。机器体积小、比较美观,售价低,经济实惠,适合要求不高、封装量不大的家庭使用。商务使用的机器应采用活塞式抽气泵、镍铬扁带式电加热带、能调温为宜,才能适应封装不同规格塑封袋,经久耐用,提高工作效率。





 我要推广仪器
我要推广仪器
 下载APP
下载APP


