7693万 川大智胜光三维测量仪器专项获批
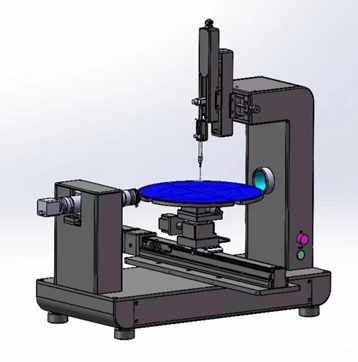
川大智胜2013年11月15日公告,公司近日收到国家科学技术部批复的国家重大仪器设备开发专项项目任务书。公司申请的&ldquo 高速高精度结构光三维测量仪器开发与应用&rdquo 已批准立项。此次获批项目总预算7,692.94万元,其中国家专项拨款3,540.00万元,公司自筹资金4,152.94万元。项目建设期5年。项目总体目标:研发具有自主知识产权、功能健全、质量稳定可靠高速高精度结构光三维测量成套仪器等。 公司是我国空管自动化行业唯一的上市公司,占据了国内航管雷达模拟机和程序管制模拟机市场95%以上的份额。近几年我国机场的新开工建设和改扩建建设都进入高速发展期,对空管自动化市场带来了发展空间,&ldquo 十二五&rdquo 期间,低空领域的开放和通用航空的发展将是大势所趋,公司业务或迎来集中爆发期。公司在图像图形及模式识别方面具有很深厚的技术积累,可以逐步将空管领域形成的技术、理念和方案,应用到地面交通管理系统中去,随着我国陆路交通的发展,公司的智能交通业务也处于快速发展期。此次获批的&ldquo 高速高精度结构光三维测量仪器开发与应用&rdquo 项目无论是应用于空管,还是地面交通管理,都有相对广阔的市场前景,随着项目未来推进,不仅有助于公司深化产业链,打造新的竞争优势,同时也将对公司业绩提供持续的增长空间。





















 我要推广仪器
我要推广仪器
 下载APP
下载APP