Labthink兰光诚邀您参观第23届中国国际包装工业展
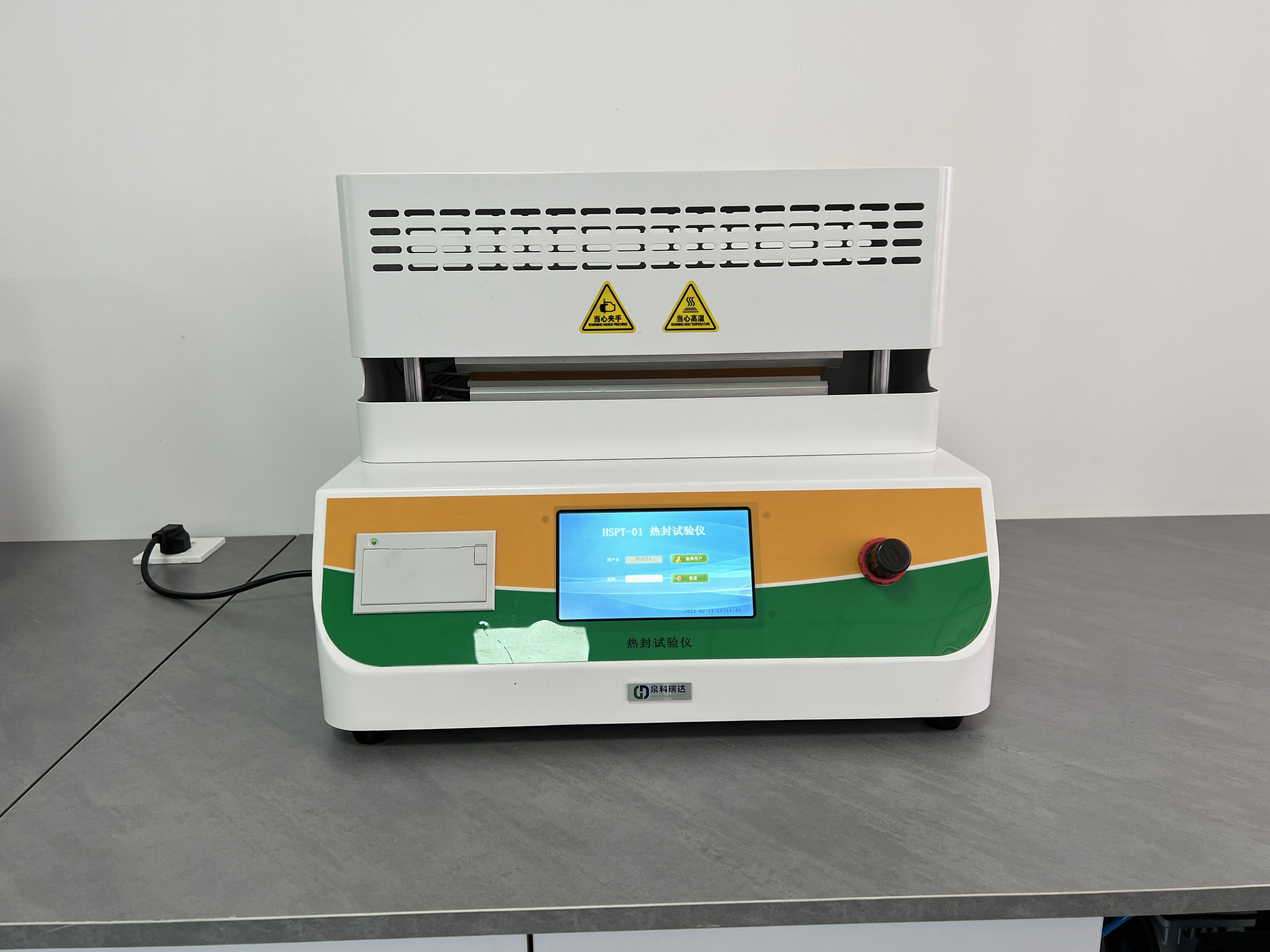
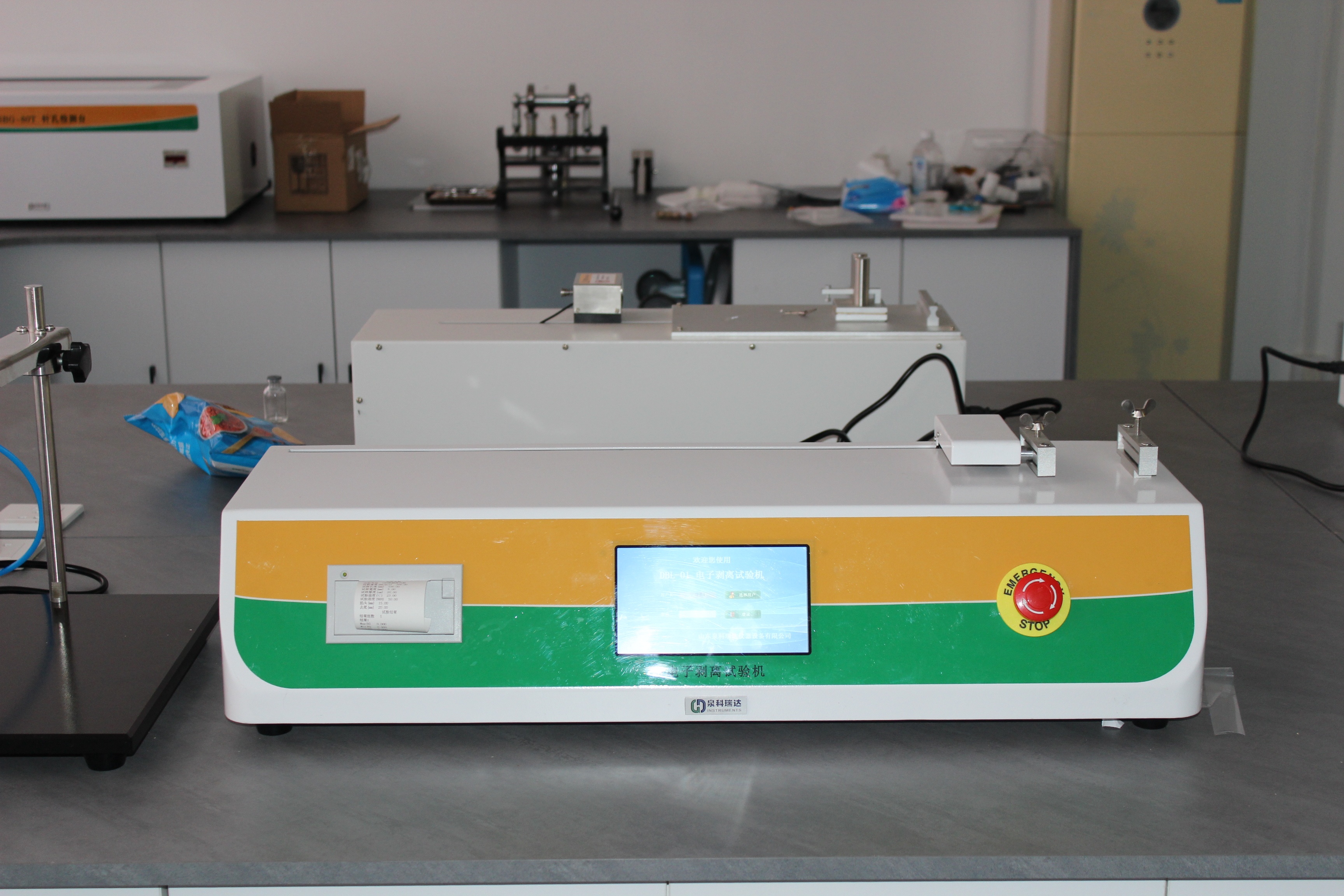
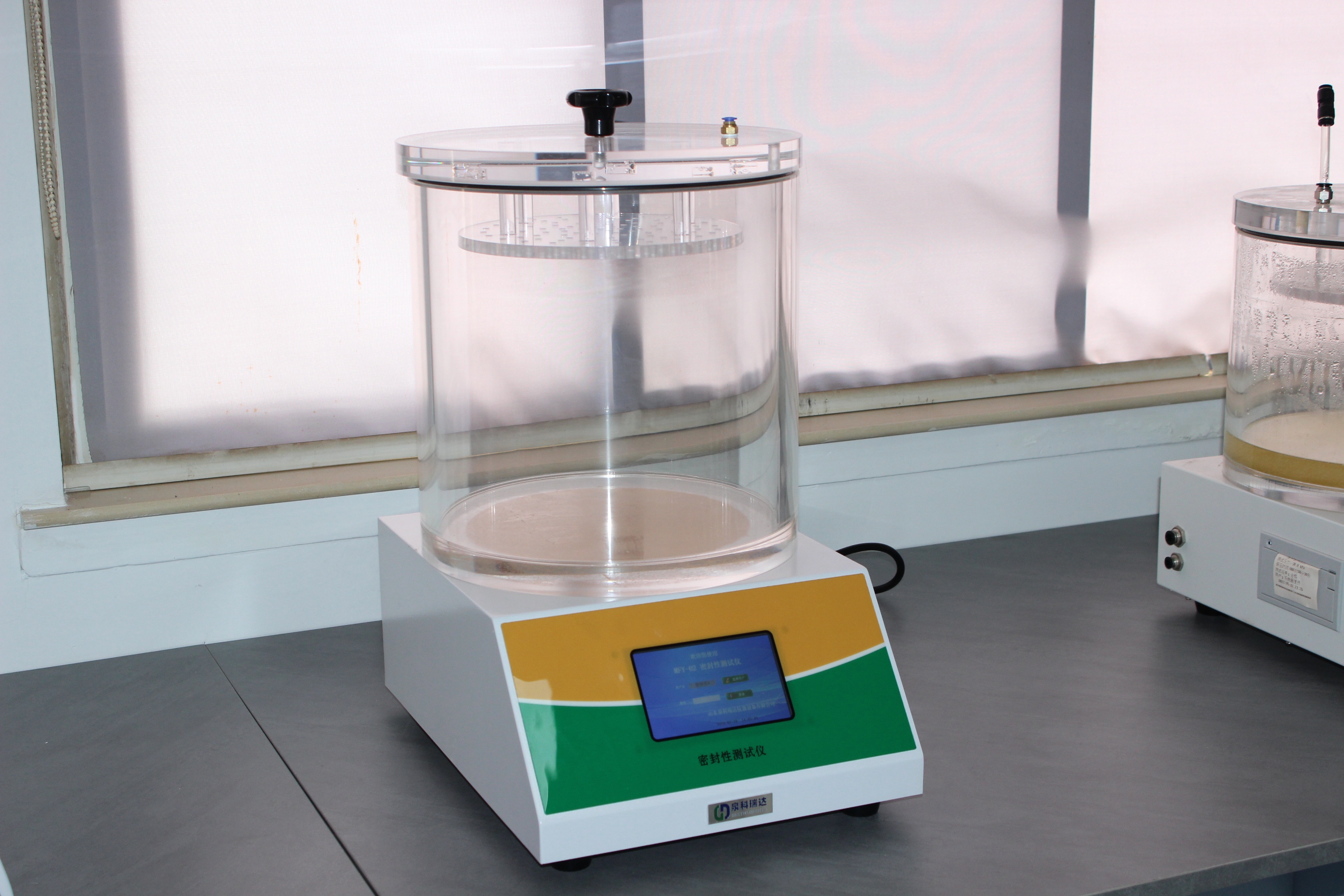
第23届「Sino-Pack国际包装展」将在2016年3月2日至4日于广州?琶洲?中国进出口商品交易会展馆B区盛大举行。Labthink兰光将籍此会携带全套检测仪器及最新实验室IT检验技术精心展出,参观者除现场了解PERME和PARAM两大产品系列品牌检测仪器外,还可通过现场演示了解当前行业先进的实验室IT检测技术。期待您的光临展位考查指导!展会相关资料: 本届展会移师广州中国进出口商品交易会展馆B区。新的展馆也给 Sino-Pack – 中国智能包装展一个绝佳的发展空间,为满足更多展商的参展需求,展会将再一次史无前例扩馆升级,给参展商及包装业人士提供一个更好的展示和交流的平台。展会总面积将超过46,000平方米,预计来自21个国家和地区的超过600余家参展商。 本届展会依然沿袭往届高端的品牌定位、专业的优质服务,展品全面覆盖海内外尖端的设备及技术,涵盖食品、日化、医药、饮料、乳品、电器、电子商务等领域,打造包装行业风向标。为业界搭建最专业、最齐全、高品质的国际化展示交流及采购平台!展会时间:2016年3月2日~4日展馆地址:中国?广州?中国进出口商品交易会展馆B区兰光展位号:13.1 E507【兰光展厅】部分参展仪器列表展品名称型号简介蒸发残渣恒重仪PERME博密ERT-01用于各种食品及药品用工具、管道等制品在不同浸泡液中的溶出量的测定。氧气透过率测试系统PERME博密OX2/230等压法,测试薄膜、片状材料及包装容器(袋)的透氧性能。压差法气体渗透仪PERME博密G2/131压差法,薄膜、复合膜、片材等材料气体透过试验性能测试。水蒸气透过率测试系统PERME博密W3/060称重法,用于材料的水蒸气透过率的测定。智能电子拉力试验机PARAM博每XLW(M)薄膜、纸张、胶粘制品等材料的拉伸、剥离、撕裂、热封试验。摩擦系数仪PARAM博每MXD-02薄膜、薄片等材料表面滑动之动静摩擦系数测定。热封试验仪PARAM博每GHS-03薄膜热封强度的检测制样。测厚仪PARAM博每CHY-CA0.1um高精度、多点自动连续测量,液晶显示。撕裂度仪PARAM博每SLY-S1?薄膜、薄片、软聚氯乙烯、等耐撕裂性检测。薄膜冲击试验仪PARAM博每FIT-01?塑料薄膜、薄片、复合膜、金属箔片等材料抗摆锤冲击性能。顶空气体分析仪PARAM博每HGA-03?密封包装袋、中空包装容器中O2和CO2的含量及其混合比例。密封试验仪PARAM博每MFY-01检测包装件密封与泄漏性能、瓶品密封性能等。




















 我要推广仪器
我要推广仪器
 下载APP
下载APP