请教各位大神,热封仪的上下控温是怎么设定的?比如热合温度155℃,热封仪的上控温设定155℃,下控温应该设多少度?也是155℃吗?
用热脱附[url=https://insevent.instrument.com.cn/t/bp][color=#3333ff]气质联用仪[/color][/url]做VOC分析。清明节前做样还是正常的,然后放假关机了。节后开机准备做样,结果标样都不出峰,5个点就第一个稍微有一点,到后面的4个浓度就完全看不见了峰了。标样是4月8号开封的。然后我把热脱附和GCMS断开,用自动进样器进样,出峰正常。连上热脱附又不行,热脱附也没有任何报警信息。各位大神,该怎么办啊?
[b][color=#7030a0]可以治疗风热证的蝉蜕[/color][/b]蝉可入药,最早见于《神农本草经》蚱蝉:“味咸寒,主小儿惊痫,夜啼,癫病,寒热,生杨柳上” 。古时以蝉体入药,历代医家认为鸣蝉(雄蝉)比哑蝉(雌蝉)药效好。蝉蜕是蝉科昆虫黑蚱若虫羽化时脱落的皮壳。《名医别录》首用蝉蜕,后世医家发现蝉蜕入药较蝉体效果更好,故蝉蜕逐渐取代了蝉体。《本草纲目》:“蝉,主疗皆一切风热证,古人用身,后人用蜕,大抵治脏府经络,当用蝉身;治皮肤疮疡风热,当用蝉蜕。”蝉蜕味甘性寒,归肺、肝经。有疏散风热,利咽开音,透疹,明目退翳,息风止痉的功效。[b][color=#ffc000]疏散风热,利咽开音[/color][/b]蝉蜕甘寒清热,质轻上浮,长于疏散肺经风热以宣肺利咽、开音疗哑,常用于治疗风热感冒或温病初起,发热恶风,头痛口渴以及风热火毒上攻导致的咽喉红肿疼痛、声音嘶哑等证。[b][color=#ffc000]透疹止痒[/color][/b]蝉蜕宣散透发,疏散风热,透疹止痒,常与麻黄、牛蒡子、升麻等同用治疗风热外束,麻疹不透;也常配伍荆芥、防风、苦参等治疗风湿浸淫肌肤血脉,皮肤瘙痒。[b][color=#ffc000]明目退翳[/color][/b]蝉蜕入肝经,善于疏散肝经风热,有明目退翳的功效,常与菊花、白蒺藜、决明子、车前子等同用治疗风热上攻或肝火上炎所致目赤肿痛,翳膜遮睛。[b][color=#ffc000]息风止痉[/color][/b]蝉蜕甘寒,既能疏散肝经风热,又可凉肝息风止痉,常用于治疗小儿急慢惊风,破伤风证。惊风,现代医学中称小儿惊厥,临床上以抽搐伴昏迷为主要特征。蝉蜕与天竺黄、栀子、僵蚕等药配伍,治疗小儿急惊风;配伍全蝎、天南星等药治疗小儿慢惊风。蝉蜕还常用于治疗小儿夜啼不安,现代研究证明它能镇静安神。蝉蜕常与天麻、僵蚕、全蝎、天南星配伍,用来治疗牙关紧闭,手足抽搐,角弓反张等破伤风证。
1.热封层材料的种类、厚度以及材质质量对热封强度的影响是最为直接的。一般复合包装常用的热封材料有CEP、LPPE、CPP、OPP、EVA、热熔胶以及其它一些离子型树脂共挤或共混改性薄膜。热封层材料的厚度,一般在20—80μm之间浮动。特殊情况下也有达100—200μm的,同一种热封材料,其热封强度随热封厚度增大而增大。例如,蒸煮袋的热封强度一般要求达40—50牛顿,因此,其热封厚度应在60—80μm以上。热封制袋过程中涉及到温度,温度的控制多少由温度仪表加以显示。例如,北京兰德梅克包装器材有限公司生产的FS-300型热封试验机采用进口温控仪表,在热封复合袋加工过程中,对温度表的要求越精密越好,误差范围与设定值最好不大于±1℃。热封温度对热封强度的影响最为直接,各种材料的熔融温度高低,直接决定复合袋的最低热封温度。在实际生产过程中,由于热封压力、制袋机速以及复合基材的厚度等多方面影响,实际采用的热封温度往往要高于热封材料的熔融温度。热封的压力越小,要求热封温度越高,机速越快,复合膜的面层材料越厚,要求的热封温度也越高。热封温度若低于热封材料的软化点,则无论怎样加大压力或延热封时间,均不能使热封层真正封合。但是,如果热封温度过高,又极易损伤焊边处的热封材料,熔融挤出产生“根切”现象,大大降低了封口的热封强度和复合袋子的耐冲击性能。在实际制袋热封过程中,热封刀具的压力常采用可旋转弹簧或者气缸来调整,一般采用气缸来调整压力比采用弹簧时,采用气缸的仪器精确程度要高得多,例如,由北京兰德梅克包装器材有限公司生产的FS-300型热封试验机就采用了气缸控制压力的方式,热封压力均用可调气缸压自动调整。检测方法则是:取一只正加工的复合袋仔细观察缝迹,如果压力均匀是不会产生气泡等现象;另一种方法是,用长20cm、宽3cm、厚200cm专用光滑竹块进行试验,由于压力不够,强度低,往往出现漏破现象,所以均匀的压力与温度是降低强度低、分层现象的基本之一。2.要达到理想的热封强度,热封压力必不可少。对于轻薄包装袋、热封压力至少要达到2kg/cm² ,而且随着复合膜总厚度的增加而相应提高;若热封压力不足,两层薄膜之间难以达到真正的熔合,导致局部热封不好或难以消除夹在焊缝中间的气泡,造成虚焊。但热封压力并非越大越好,应以不损伤焊边为宜,因为在较高的热封温度时,焊边的热封材料已处于半熔融状态,太大的压力易挤走部分热封料,使焊缝边缘形成半切断状态。焊缝发脆,热封强度降低。所以压力的调节非常关键。 要达到理想的热封强度,还有值得一提的是热封刀的温度控制,一般的热封刀采用的都是比较廉价的铝、铝合金等材料,而北京兰德梅克为了提高试验温度控制的精度,采用了现阶段导热性能很好的铜,所以基本上就使热封温度控制在±1℃以内,大大提高了试验检测的准确性。3.热封时间主要由制袋机的速度决定。速度快,热封时间就短;速度慢,热封时间就长。热封时间也是影响焊缝封合强度和外观的一个关键因素。相同的热封温度和压力下,热封时间长,则热封层熔合更充分,结合更牢固;但热封时间太长,容易造成焊缝起皱变形,影响平整度和外观。热封后的焊缝若冷却不好,不但会影响焊疑的外观平整度,而且对热封强度有一定的影响,,冷却过程就是通过在一定的压力下,用较低的温度对刚熔融热封后的焊缝进行定形。因此,压力不够,冷却和循环不畅,循环量不够,水温太高或冷却不及时,都会致使冷却不良,热封强度降低。 4.热封次数越多,热封强度越高,纵向热封次数取决于纵向焊棒的有效长度和袋长之比。横向热封次数由机台横向热封装置的组数决定。良好的热封,要求热封次数至少达到两次以上。相同结构和厚度的复合膜,复合层间剥离度越高,热封强度越大;对于复合剥离强度低的产品,焊缝破坏往往是焊缝处的复合膜先层间剥离,致使由内面热封层独立承受破坏拉力,而面层材料失去补强作用,致使焊缝的热封强度由此大为降低;若复合层间剥离度强,则不致发生焊边处层问的剥离,所测得的实际热封强度就人得多;在热封内层为PE或OPP时,热封强度就比同样厚度的BOPP好得多。 5.复合袋内容物的影响。有些产品为粉末装,在进行灌装时易沾污封口,例如,当采用LDPE材料作为内层料时,发现封口处易破裂。这是因为LDPE对夹杂物的热封性就不是很好,这时就要更换内层膜材料或增加材料的厚度就可以提高热封强度。 6.复合材料添加剂的影响。在复合聚乙烯薄膜过程中,聚乙烯经热压辊挤压后有析出的现象,一层白白的象碎粉白状,这种现象是聚乙烯在生产过程中,加入一定量的润滑剂,是一些低熔点的蜡,容易析出至薄膜表面。这层低熔点的蜡析出后最直接的危害就是大大地削弱了复合强度,也大大地减弱了热封强度,特别在封边位置,造成易开口、离层。解决方法则是:1)重新对聚乙烯进行预处理,达到理想的表面张力;2)选择合适的胶粘剂,以增强其复合牢度;3)减低熟化温度尽量不使物质析出,从而增加复合牢度与热封强度。 7.软包装复合袋热封后脱层与印刷油墨层及电晕面好坏有关。在实际生产过程中,为达到色彩的真实再现,难免里印和表印油墨混合印刷。从理论上分析,里印与表印油墨是不亲和的,如果印刷膜墨层采用里表混用,必然油墨层之间牢度就不好,易分层,在热封焊缝处也易造成分层现象,热封强度由此变差。解决办法是尽量避免表印油墨与里印油墨的混用,从而提高热封强度,降低分层的现象。
1.热封层材料的种类、厚度以及材质质量对热封强度的影响是最为直接的。一般复合包装常用的热封材料有CEP、LPPE、CPP、OPP、EVA、热熔胶以及其它一些离子型树脂共挤或共混改性薄膜。热封层材料的厚度,一般在20—80μm之间浮动。特殊情况下也有达100—200μm的,同一种热封材料,其热封强度随热封厚度增大而增大。例如,蒸煮袋的热封强度一般要求达40—50牛顿,因此,其热封厚度应在60—80μm以上。热封制袋过程中涉及到温度,温度的控制多少由温度仪表加以显示。例如,北京兰德梅克包装器材有限公司生产的FS-300型热封试验机采用进口温控仪表,在热封复合袋加工过程中,对温度表的要求越精密越好,误差范围与设定值最好不大于±1℃。热封温度对热封强度的影响最为直接,各种材料的熔融温度高低,直接决定复合袋的最低热封温度。在实际生产过程中,由于热封压力、制袋机速以及复合基材的厚度等多方面影响,实际采用的热封温度往往要高于热封材料的熔融温度。热封的压力越小,要求热封温度越高,机速越快,复合膜的面层材料越厚,要求的热封温度也越高。热封温度若低于热封材料的软化点,则无论怎样加大压力或延热封时间,均不能使热封层真正封合。但是,如果热封温度过高,又极易损伤焊边处的热封材料,熔融挤出产生“根切”现象,大大降低了封口的热封强度和复合袋子的耐冲击性能。在实际制袋热封过程中,热封刀具的压力常采用可旋转弹簧或者气缸来调整,一般采用气缸来调整压力比采用弹簧时,采用气缸的仪器精确程度要高得多,例如,由北京兰德梅克包装器材有限公司生产的FS-300型热封试验机就采用了气缸控制压力的方式,热封压力均用可调气缸压自动调整。检测方法则是:取一只正加工的复合袋仔细观察缝迹,如果压力均匀是不会产生气泡等现象;另一种方法是,用长20cm、宽3cm、厚200cm专用光滑竹块进行试验,由于压力不够,强度低,往往出现漏破现象,所以均匀的压力与温度是降低强度低、分层现象的基本之一。2.要达到理想的热封强度,热封压力必不可少。对于轻薄包装袋、热封压力至少要达到2kg/cm² ,而且随着复合膜总厚度的增加而相应提高;若热封压力不足,两层薄膜之间难以达到真正的熔合,导致局部热封不好或难以消除夹在焊缝中间的气泡,造成虚焊。但热封压力并非越大越好,应以不损伤焊边为宜,因为在较高的热封温度时,焊边的热封材料已处于半熔融状态,太大的压力易挤走部分热封料,使焊缝边缘形成半切断状态。焊缝发脆,热封强度降低。所以压力的调节非常关键。 要达到理想的热封强度,还有值得一提的是热封刀的温度控制,一般的热封刀采用的都是比较廉价的铝、铝合金等材料,而北京兰德梅克为了提高试验温度控制的精度,采用了现阶段导热性能很好的铜,所以基本上就使热封温度控制在±1℃以内,大大提高了试验检测的准确性。3.热封时间主要由制袋机的速度决定。速度快,热封时间就短;速度慢,热封时间就长。热封时间也是影响焊缝封合强度和外观的一个关键因素。相同的热封温度和压力下,热封时间长,则热封层熔合更充分,结合更牢固;但热封时间太长,容易造成焊缝起皱变形,影响平整度和外观。热封后的焊缝若冷却不好,不但会影响焊疑的外观平整度,而且对热封强度有一定的影响,,冷却过程就是通过在一定的压力下,用较低的温度对刚熔融热封后的焊缝进行定形。因此,压力不够,冷却和循环不畅,循环量不够,水温太高或冷却不及时,都会致使冷却不良,热封强度降低。 4.热封次数越多,热封强度越高,纵向热封次数取决于纵向焊棒的有效长度和袋长之比。横向热封次数由机台横向热封装置的组数决定。良好的热封,要求热封次数至少达到两次以上。相同结构和厚度的复合膜,复合层间剥离度越高,热封强度越大;对于复合剥离强度低的产品,焊缝破坏往往是焊缝处的复合膜先层间剥离,致使由内面热封层独立承受破坏拉力,而面层材料失去补强作用,致使焊缝的热封强度由此大为降低;若复合层间剥离度强,则不致发生焊边处层问的剥离,所测得的实际热封强度就人得多;在热封内层为PE或OPP时,热封强度就比同样厚度的BOPP好得多。 5.复合袋内容物的影响。有些产品为粉末装,在进行灌装时易沾污封口,例如,当采用LDPE材料作为内层料时,发现封口处易破裂。这是因为LDPE对夹杂物的热封性就不是很好,这时就要更换内层膜材料或增加材料的厚度就可以提高热封强度。 6.复合材料添加剂的影响。在复合聚乙烯薄膜过程中,聚乙烯经热压辊挤压后有析出的现象,一层白白的象碎粉白状,这种现象是聚乙烯在生产过程中,加入一定量的润滑剂,是一些低熔点的蜡,容易析出至薄膜表面。这层低熔点的蜡析出后最直接的危害就是大大地削弱了复合强度,也大大地减弱了热封强度,特别在封边位置,造成易开口、离层。解决方法则是:1)重新对聚乙烯进行预处理,达到理想的表面张力;2)选择合适的胶粘剂,以增强其复合牢度;3)减低熟化温度尽量不使物质析出,从而增加复合牢度与热封强度。 7.软包装复合袋热封后脱层与印刷油墨层及电晕面好坏有关。在实际生产过程中,为达到色彩的真实再现,难免里印和表印油墨混合印刷。从理论上分析,里印与表印油墨是不亲和的,如果印刷膜墨层采用里表混用,必然油墨层之间牢度就不好,易分层,在热封焊缝处也易造成分层现象,热封强度由此变差。解决办法是尽量避免表印油墨与里印油墨的混用,从而提高热封强度,降低分层的现象。[em41]
热封过程是利用外界条件(电加热、高频加热、电磁感应加热、超声波等)使塑料薄膜的封口部分变成熔融的流动状态,并借助热封时外界的压力,使两薄膜彼此融合为一体,冷却后保持一定的强度。
1.热封层材料的种类、厚度以及材质质量对热封强度的影响是最为直接的。一般复合包装常用的热封材料有CEP、LPPE、CPP、OPP、EVA、热熔胶以及其它一些离子型树脂共挤或共混改性薄膜。热封层材料的厚度,一般在20—80μm之间浮动。特殊情况下也有达100—200μm的,同一种热封材料,其热封强度随热封厚度增大而增大。例如,蒸煮袋的热封强度一般要求达40—50牛顿,因此,其热封厚度应在60—80μm以上。热封制袋过程中涉及到温度,温度的控制多少由温度仪表加以显示。例如,北京兰德梅克包装器材有限公司生产的FS-300型热封试验机采用进口温控仪表,在热封复合袋加工过程中,对温度表的要求越精密越好,误差范围与设定值最好不大于±1℃。热封温度对热封强度的影响最为直接,各种材料的熔融温度高低,直接决定复合袋的最低热封温度。在实际生产过程中,由于热封压力、制袋机速以及复合基材的厚度等多方面影响,实际采用的热封温度往往要高于热封材料的熔融温度。热封的压力越小,要求热封温度越高,机速越快,复合膜的面层材料越厚,要求的热封温度也越高。热封温度若低于热封材料的软化点,则无论怎样加大压力或延热封时间,均不能使热封层真正封合。但是,如果热封温度过高,又极易损伤焊边处的热封材料,熔融挤出产生“根切”现象,大大降低了封口的热封强度和复合袋子的耐冲击性能。在实际制袋热封过程中,热封刀具的压力常采用可旋转弹簧或者气缸来调整,一般采用气缸来调整压力比采用弹簧时,采用气缸的仪器精确程度要高得多,例如,由北京兰德梅克包装器材有限公司生产的FS-300型热封试验机就采用了气缸控制压力的方式,热封压力均用可调气缸压自动调整。检测方法则是:取一只正加工的复合袋仔细观察缝迹,如果压力均匀是不会产生气泡等现象;另一种方法是,用长20cm、宽3cm、厚200cm专用光滑竹块进行试验,由于压力不够,强度低,往往出现漏破现象,所以均匀的压力与温度是降低强度低、分层现象的基本之一。2.要达到理想的热封强度,热封压力必不可少。对于轻薄包装袋、热封压力至少要达到2kg/cm² ,而且随着复合膜总厚度的增加而相应提高;若热封压力不足,两层薄膜之间难以达到真正的熔合,导致局部热封不好或难以消除夹在焊缝中间的气泡,造成虚焊。但热封压力并非越大越好,应以不损伤焊边为宜,因为在较高的热封温度时,焊边的热封材料已处于半熔融状态,太大的压力易挤走部分热封料,使焊缝边缘形成半切断状态。焊缝发脆,热封强度降低。所以压力的调节非常关键。 要达到理想的热封强度,还有值得一提的是热封刀的温度控制,一般的热封刀采用的都是比较廉价的铝、铝合金等材料,而北京兰德梅克为了提高试验温度控制的精度,采用了现阶段导热性能很好的铜,所以基本上就使热封温度控制在±1℃以内,大大提高了试验检测的准确性。3.热封时间主要由制袋机的速度决定。速度快,热封时间就短;速度慢,热封时间就长。热封时间也是影响焊缝封合强度和外观的一个关键因素。相同的热封温度和压力下,热封时间长,则热封层熔合更充分,结合更牢固;但热封时间太长,容易造成焊缝起皱变形,影响平整度和外观。热封后的焊缝若冷却不好,不但会影响焊疑的外观平整度,而且对热封强度有一定的影响,,冷却过程就是通过在一定的压力下,用较低的温度对刚熔融热封后的焊缝进行定形。因此,压力不够,冷却和循环不畅,循环量不够,水温太高或冷却不及时,都会致使冷却不良,热封强度降低。 4.热封次数越多,热封强度越高,纵向热封次数取决于纵向焊棒的有效长度和袋长之比。横向热封次数由机台横向热封装置的组数决定。良好的热封,要求热封次数至少达到两次以上。相同结构和厚度的复合膜,复合层间剥离度越高,热封强度越大;对于复合剥离强度低的产品,焊缝破坏往往是焊缝处的复合膜先层间剥离,致使由内面热封层独立承受破坏拉力,而面层材料失去补强作用,致使焊缝的热封强度由此大为降低;若复合层间剥离度强,则不致发生焊边处层问的剥离,所测得的实际热封强度就人得多;在热封内层为PE或OPP时,热封强度就比同样厚度的BOPP好得多。 5.复合袋内容物的影响。有些产品为粉末装,在进行灌装时易沾污封口,例如,当采用LDPE材料作为内层料时,发现封口处易破裂。这是因为LDPE对夹杂物的热封性就不是很好,这时就要更换内层膜材料或增加材料的厚度就可以提高热封强度。 6.复合材料添加剂的影响。在复合聚乙烯薄膜过程中,聚乙烯经热压辊挤压后有析出的现象,一层白白的象碎粉白状,这种现象是聚乙烯在生产过程中,加入一定量的润滑剂,是一些低熔点的蜡,容易析出至薄膜表面。这层低熔点的蜡析出后最直接的危害就是大大地削弱了复合强度,也大大地减弱了热封强度,特别在封边位置,造成易开口、离层。解决方法则是:1)重新对聚乙烯进行预处理,达到理想的表面张力;2)选择合适的胶粘剂,以增强其复合牢度;3)减低熟化温度尽量不使物质析出,从而增加复合牢度与热封强度。 7.软包装复合袋热封后脱层与印刷油墨层及电晕面好坏有关。在实际生产过程中,为达到色彩的真实再现,难免里印和表印油墨混合印刷。从理论上分析,里印与表印油墨是不亲和的,如果印刷膜墨层采用里表混用,必然油墨层之间牢度就不好,易分层,在热封焊缝处也易造成分层现象,热封强度由此变差。解决办法是尽量避免表印油墨与里印油墨的混用,从而提高热封强度,降低分层的现象。
封口强度对包装材料来讲是一个重要的性能指标,因为任何一种软包装材料都要做成包装袋来包装各种商品,包装商品都要通过热封或粘接来封口,达到包装目的。而封口要有一定的强度才能够承受一定重量内装物的压力,保证商品在流通过程中不开裂。 热封是利用外界条件(电加热、超声波等)使塑料薄膜的封口部位变成粘流状态,借助刀具压力使薄膜融合为一体,冷却后能保持一定强度。 热封工艺的三大因素是热封温度、压力、时间,其中主要的是温度。根据材料的不同和料袋运动状态的不同需要不同的热封因素,三者必须协调配合才能获得好的热封质量。因此在实际大规模生产之前,要进行大量的实验来确定恰当的热封参数。 二、获得软包装材料热封性能的途径 首先选用热封试验仪,传统的热封试验仪,温度、压力、时间分别由单独的元器件来控制,且精度、性能较差,不但起不到指导生产的作用,甚至会造成重大的质量事故。 兰德梅克FS-300热封试验仪采用"热封温度、压力、时间"单片机集中数字控制,且在技术上做如下处理: 1.压力:采用高精度压力控制元器件,双刚性连接同步回路设计,不但提高了出力效率,而且保证了热封头的重合精度。 2.时间:采用磁型开关控制,就是当上封头在慢速下降到磁型开关时,磁行开关会使上封头全速下压试样,同时开始计时,当达到设定时间后,上封头会全速回 位。该设备把1s分成65000份,可以控制到1/65000,所以时间控制是非常准确的。热封时间一般就是几秒钟,对时间准确的控制是体现设备精确性的 一个重要方面。 3.温度:数字PID温度控制系统,使用比例积分微分,实现更精确、更稳定的智能温度控制,误差在±1℃,采用铝制的加热元件,使加热非常均匀,从而保证封口表面的温度一致(即均温设计),通过以上处理,确保温度、压力、时间达到精确的控制。 试样热封后,进行热封强度的实验,参照标准ZBY2804。 1.实验环境:温度23±2℃,相对湿度为常湿状态。 2.试验步骤(以兰光(XLW-G)PC型智能电子拉力试验机为例: 试样宽为:15±0.1mm,展开长度为100±1mm:②将经状态调节后的试样,以封口部位为中心线,展开呈180°,把试样的两端分别夹在试验机的两 个夹具上,应使试样纵轴与上下夹具中心的连线相重合,并要松紧适宜,以防试样滑脱和断裂在夹具内;③调整夹具间的距离,设置试验速度为300± 20mm/min,启动试验,设备自动进行力值判断,当Fn+1Fn寄存Fn+1值,当Fn+1Fn×70%设备自动判断停机,排除人为 干扰;④参照国家标准实验方法试验,试验过程中,当试样断裂在夹具内,该试样作废,另取试样补做。此种情况说明封口强度大于塑料薄膜拉断力时,应考虑生产 工艺。 3.试验结果讨论。根据力值测试来调整热封试验仪温度、压力、时间的参数,经验如下: 热封树脂厚度:封口强度与 树脂厚度基本上成直线正比上升;②热封温度:温度太低,薄膜不能全融合;温度太高,薄膜会变形,严重的会烫伤。因此必须随各种薄膜的不同来加以调节;③热 封时间:在一定压力下温度越高,时间相应地越短;④热封压力:施以压力可以增加封接处的强度,但压力过大会使接缝处薄膜强度削弱;⑤薄膜材质的选择以及表 面处理的不同都对封口强度有影响;⑥封口强度参考如下表。 总之,通过以上途径获得软包装材料最恰当的热封参数,以达到最佳的生产工艺。
使用热脱附仪做苯系物,出峰响应值随时间降低。按道理7个物质峰高应差不多,可是这里苯乙烯的峰都快看不到了,求高手解答,急!!![img]http://ng1.17img.cn/bbsfiles/images/2017/09/201709191627_01_2934456_3.jpg[/img]
[size=4]小弟看了几篇文献,同样一个物质,不同文献报道的吸热峰可以相差30℃,这样正常吗?几种未知物质,吸热峰大概相差多少,才可以认为是不同的物质呢?小弟是菜鸟!谢谢![/size]
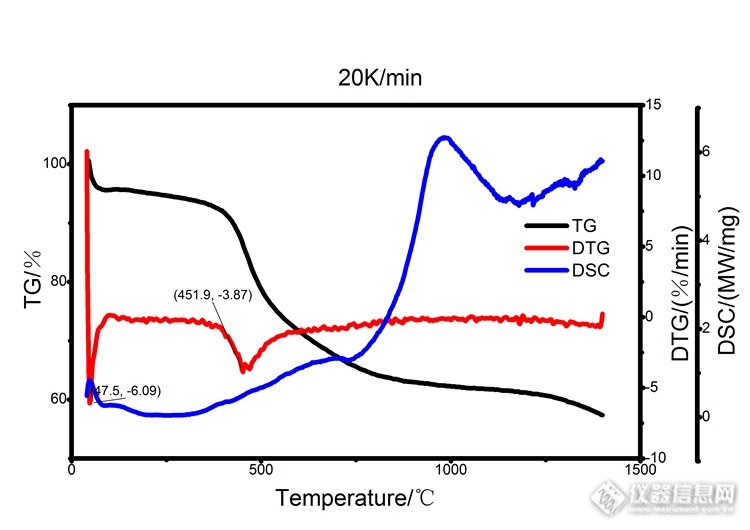
最近做煤粉热解的热重实验,实验条件:升温范围:40-1400,升温速率20K/min, 氮气气氛70ml/min,样品量5mg左右,结果DTG曲线很诡异,在刚开始的时候就有个非常明显的失重峰,按道理说第一个峰是失水峰,但是失水峰一般在80度,而且强度没有后面热解的大,强度很弱。做了好几次,第一个峰都非常明显,而且升温速率5K/min的时候并没有这个峰,做了好几次都是这样的结果,求各位大神帮忙分析分析怎么回事
各位用的都是什么牌子的热解析仪器,空白管有没有杂峰?如果有的话各位有没有找出是什么原因?怎么处理的呢? 十分感谢
用热解析仪做邻二甲苯的标系时,出现了拖尾峰,求解???http://ng1.17img.cn/bbsfiles/images/2015/09/201509081640_565198_3033311_3.jpg
我用的是热解析进样的,色谱空走的时候基线很平没杂峰的,但是一用热解析进样就有杂峰。我做标线时,管子走了3、4边,还是有杂峰,走不干净,苯峰旁边老是有个杂峰。是不是我的解析仪有问题呀?该怎么解决
对铝箔药品包装来讲,质量的优劣很大程度体现在产品的热封强度上。为此,我们有必要分析一下影响铝箔药品包装热封强度的因素,这对提高产品的质量是非常必要的。 铝箔药品包装的粘合层(亦称VC层)具有良好的热粘合性,在加热条件下可以和PVC胶片热封(其粘接力的大小即为热封的强度,按GBl2255---90规定要达到5.88N/15mm以上),可以把处理过的PVC胶片泡罩内的药品完全密封起来。这种粘合力在长期的保存过程中不受温度、湿度影响,可以很好地保持药效,并且携带方便。 影响铝箔药品包装热封强度的因素主要有以下几个方面: 1.原辅材料方面 原铝箔是粘合层的载体,它的质量对产品的热封强度有很大影响。特别是原铝箔的表面油污,会削弱粘合剂与原铝箔之间的粘接力。如果原铝箔表面有油污且表面张力低于31×10-3μm时,就很难达到理想的热封强度,因而必须严格把好原铝箔质量关。 另外,在生产过程中发现,各方面技术指标都符合要求的某些批号的原铝箔,在所有工艺条件都没变的情况下涂布粘合剂,但最终产品的热封强度都达不到要求,原因是与原铝箔的金属成分及表面光度不够有关。研究结果表明,变换某个特殊环节,使原铝箔得到充分运用,产品便达到了理想的热封强度。 2.粘合剂方面 粘合剂是含有溶剂的特殊物质,它在一定工艺条件下,涂布在原铝箔的暗面(或光面),经过烘道烘干形成粘合层,对产品的热封强度起着决定性的作用。粘合剂在颜色上可分为无色透明、金色及彩色系列,可根据用户的需求来选择。不同成分的粘合剂,其最终产品的热封强度也不同。国内厂家多数采用进口的原料来配制粘合剂,产品可以达到很高的热封强度。可是进口的原料价格过于昂贵,为了能得到产品的高利润,某些科研力量雄厚的厂家便着手研究开发国产同类原材料。这种研究方向是很诱人的,如果能成功,将给企业带来巨大效益。据了解,由于国内生产原料厂家的工艺受限,国产原料很大程度上无法替代进口原料。如果使用不当,会严重影响产品的热封强度。 3.生产工艺方面 在一定的工艺参数控制下,使粘合剂在原铝箔表面涂布成膜,成膜的质量会直接影响产品的热封强度。其中比较重要的参数包括涂布的速度、烘道的分段温度、涂布辊的阿纹形状、深浅、线数及刮刀的位置、角度。 涂布的速度决定了涂层在烘道中干燥的时间。如果涂布速度过快,烘道温度过高,会使涂膜表面溶剂挥发过快,造成膜内溶剂的残余,涂膜干燥就不够充分,难以形成干燥结实且牢固的粘合层,这样必会影响产品的热封强、度,使产品层与层之间发生粘连。 涂布辊的网纹形状、深浅、线数及刮刀的位置、角度决定了涂布膜的厚度与均匀度。如果选择或调整得不合适,粘合剂就不能均匀地涂布在原铝箔表面导致成膜不均匀,产品的热封效果就不会好,强度也会受到影响。而按照国家标准粘合层涂布的规定,差异应小于±12.5%。因此,必须严格依照工艺规定的参数来完成粘合层涂布成膜的过程,以保证成膜的均匀结实。 J. XQ+KI:g2 {Jv m *
各位老师,二次热解吸里面有应该是有杂物导致我的气象色谱仪跑出来的谱图有杂峰,空跑过色谱仪出来的谱图没问题,通过二次解析进来的空白就有杂峰怎么处理?是不是热解吸的环节出问题?
做出来的升温曲线和降温曲线都有向下的峰,不知道是不是都是吸热的?仪器是岛浸的TG-50H
热脱附[url=https://insevent.instrument.com.cn/t/bp][color=#3333ff]气质联用[/color][/url]不出峰了。清明节前做样还是正常的,然后放假关机了。节后开机准备做样,结果标样都不出峰,5个点就第一个稍微有一点,到后面的4个浓度就完全看不见了峰了。标样是4月8号开封的。然后我把热脱附和GCMS断开,用自动进样器进样,出峰正常。连上热脱附又不行,热脱附也没有任何报警信息。各位大神碰到过这个情况吗?
目前塑料包装封口材料主要有PP.PE,EVA等。请问PP,PA的热封强度大小有什么区别吗?同是PE内层,为什么BOPP/PE的热风强度比PA/PE的小呢?
大家做DSC的过程中应该都发现过这样的情况,一个物质有多个吸热峰存在,大家都是如何确认其熔点的呢?其他的峰又是怎么解释的?师傅们教的时候说是存在不同的结晶形态。
测试过程中出现了两个吸热峰,两个吸热峰距离也比较远,170℃的差距吧,第二个峰是熔融峰我知道,但第一个吸热峰会是冷结晶峰,还是晶型转变的峰,如何识别?
在做热脱附,质谱不出峰一般是什么原因导致的?
最近在测tvoc,用的热解析法,标准为gb/t 18883-2002附录c,室内空气tvoc热解吸毛细管[url=https://insevent.instrument.com.cn/t/Mp]气相色谱[/url]法。大概的参数为 分流比10,进样口温度220,柱子是程序升温,50度保持10分钟,然后5度/分钟升到150度,检测器温度250度。解吸温度250 时间5分钟,毛细管柱cd-1,60mx0.32nm。现在的情况是我直接进样有完整的峰型,热解析仪进样,只有溶剂峰甲醇,请问大家这是哪里出问题,求赐教。
在做热脱附,质谱不出峰一般是什么原因导致的?
理论上应该是一系列的放热峰,我用最高扫速测试,结果是吸热峰。而且曲线呈强烈的锯齿状。能不能帮我分析一下原因?
在做热脱附,质谱不出峰一般是什么原因导致的?
我在做TVOC测试过程中,用热脱附测TVOC标准物质时,标准物质没有峰出现。由于刚开始注入的标准物质为20ng,最后一直加大标准物质的注入量,一直注入到500ng,还是没有峰出现。为了验证问题缘由,我用自动进样器进了一针,发现能够出峰,这时色谱条件和用热脱附测时是一样的。注:我用的热脱附是岛津的,用的是GC-MS测的。请问下各位大侠,我的这个问题出现在哪里呢?
我们公司配置的安捷伦的GC-MS,制样过程为热脱附。为了方便,热脱附所用的载气氮气为公司专配的PEAK氮气发生器,前段时间氮气发生器的零级空气发生器不制热,维修后,现发现制样管的空白一直在20min时有杂峰。尤其管子330度老化过后,这个峰非常高。我查了下这个,和谱图库匹配最高的(93匹配)是2,5联苯对苯醌,沸点是460度。请高手指点下:这个物质是从氮气发生器带入的吗?因为这个460度沸点应该很难挥发的还是我老化制样管的时候污染的,这个物质应该从哪里污染的那?谢谢指点
小弟有个样品是中药的提取物,里面成分较多,30℃到250℃,只有一个吸热峰?这正常吗?怎么解释呢?谢谢
使用热解吸测苯系物出峰,出峰很低,调分流也没啥变化,不用热解吸直接进标液就有变化,改了解吸时间,分流等条件还是不能解决,这是怎么回事呢?吸附管老不老化对这个有影响吗?







 我要推广仪器
我要推广仪器
 下载APP
下载APP