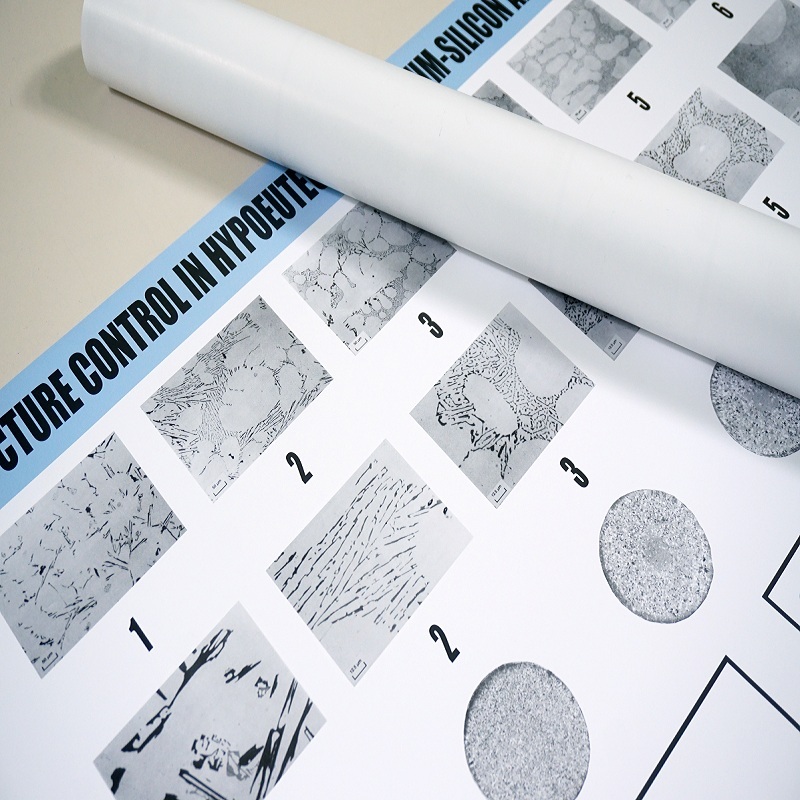
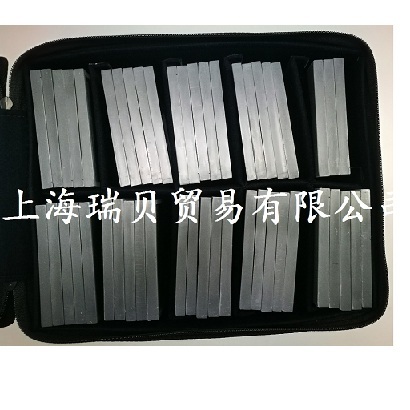
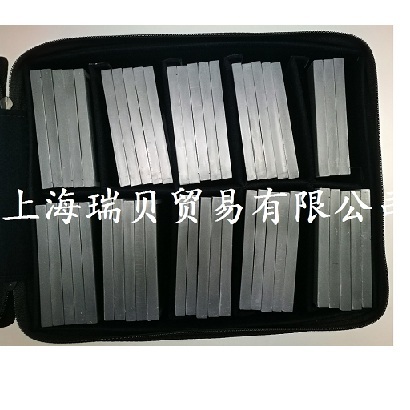
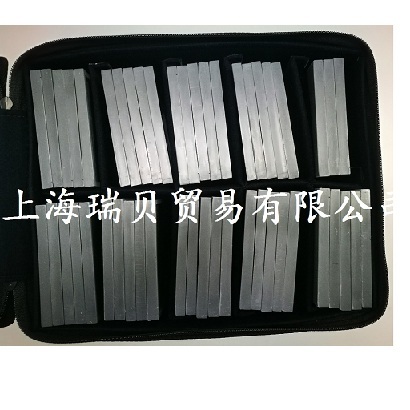
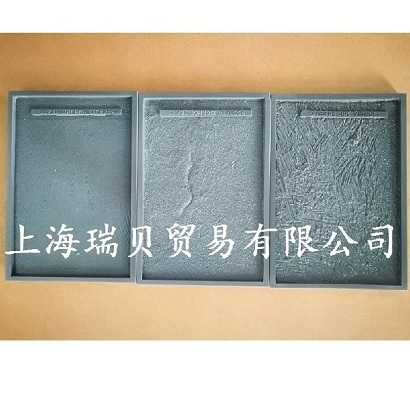
铸造表面粗糙度对比板
铸造表面粗糙度对比板SCRATA样板ASTM A802粗糙度对比试块SCRATA图谱适用于ASTM A802/A802M – 95 (2006)钢铸件表面目测验收标准规程的31个样块如下:Surface Roughness (A)表面粗糙度(A)Surface Inclusions (B)表面夹杂(B)Gas Porosity (C)气孔(C)Laps and Cold Shuts (D)皱褶和冷隔(D)Scabs (E)铸疤(E)Chaplets (F)型芯撑(F)Surface Finish – Thermal Dressing (G)表面处理-热抛光(G)Surface Finish – Mechanical Dressing (H)表面处理-机械抛光(H)Welds (J)焊缝(J)Hot Tears热裂纹Mechanical Dressing - Chipping机械抛光-切削样块数量样板分类ABCDEFGHJ热裂纹切削ASTM A802311-41,2,4,51-41,2,53,51,31,2,3,51,3,4,51,2,3,5--48个的样板集适用于ISO 11971:2008钢和铁铸件–表面质量的外观检验;BS EN 1370:1997铸造–目视比较仪检查表面粗糙度;BS EN 12454:1998砂型铸件铸造表面缺陷的目视检查。(如果已有ASTM A802样块集,可以购买17块的升级样块集)样块数量样块分类ABCDEFGHJ热裂纹切削全套481-51-51-51-51-51-51-51-51-51-21升级样块集175353,41,2,42,4,54241-21第3组有14个样块,基于BS 7900:1998精密钢铸件表面特征的检验规范,适用于采用精密铸造工艺制造的铸钢件采购Resin Shell Process (V)树脂壳法(V)Lost Polystyrene Process (W)聚苯乙烯消失模铸造(W)Shaw Process (X)萧氏精密造模法(X)Lost Wax Process (Y)失蜡法(Y)Fettled Surfaces (Z)修整铸件(Z)样块数量样板分类VWXYZ精密铸造样块集141-31-31-31-21-31.Full Set (48 comparators + A4 book) 全套(48个样块)2.ASTM A802 set (31 comparators + A5book) ASTM A802样块集(31个样块)3.Upgrade set (17 comparators + A4book)升级样块集’ (17个样块)4.Precision castings (14 comparators and a copy of BS 7900:1998)精密铸造’ (14个样块和BS 7900:标准文本一份)


















 我要推广仪器
我要推广仪器
 下载APP
下载APP