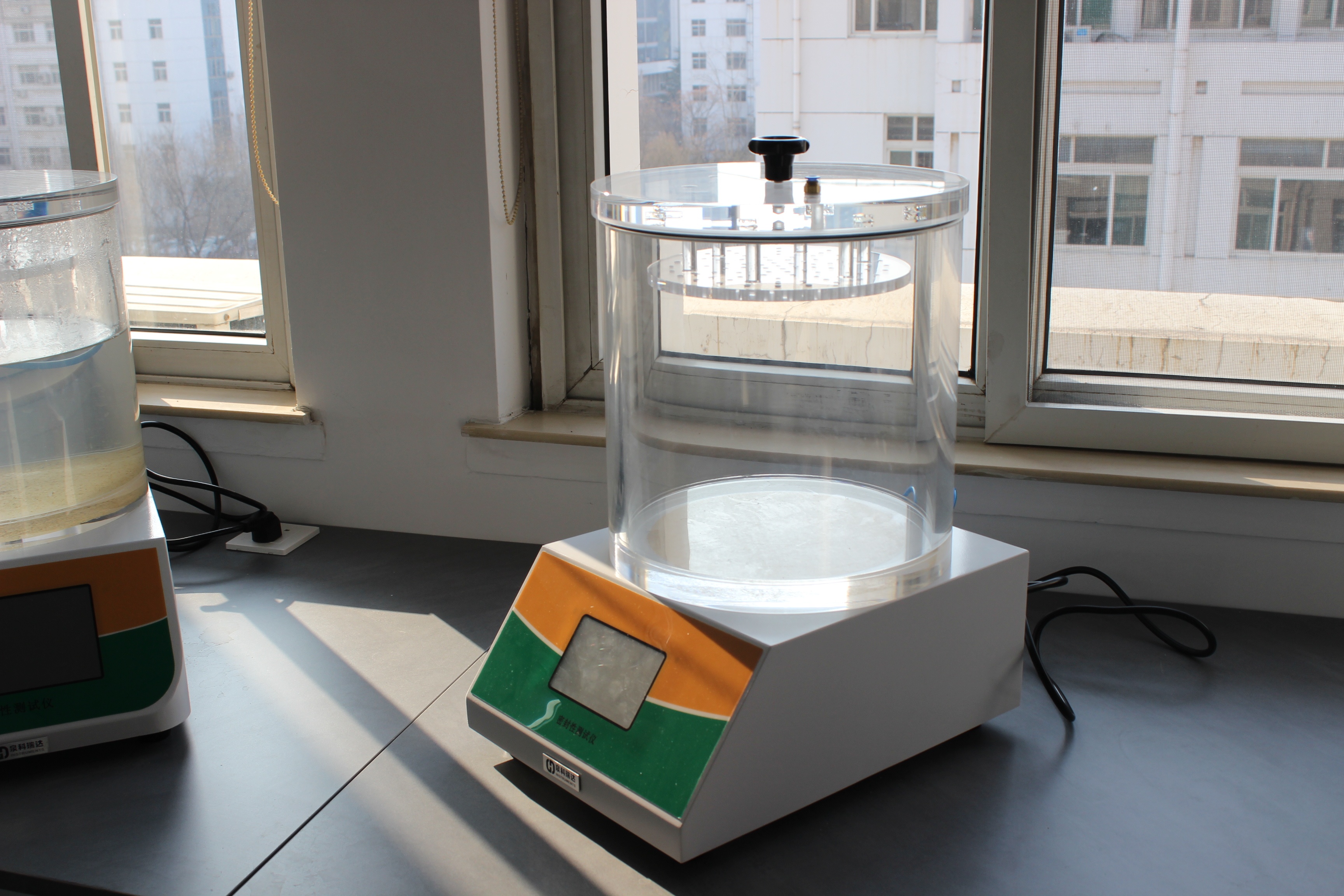
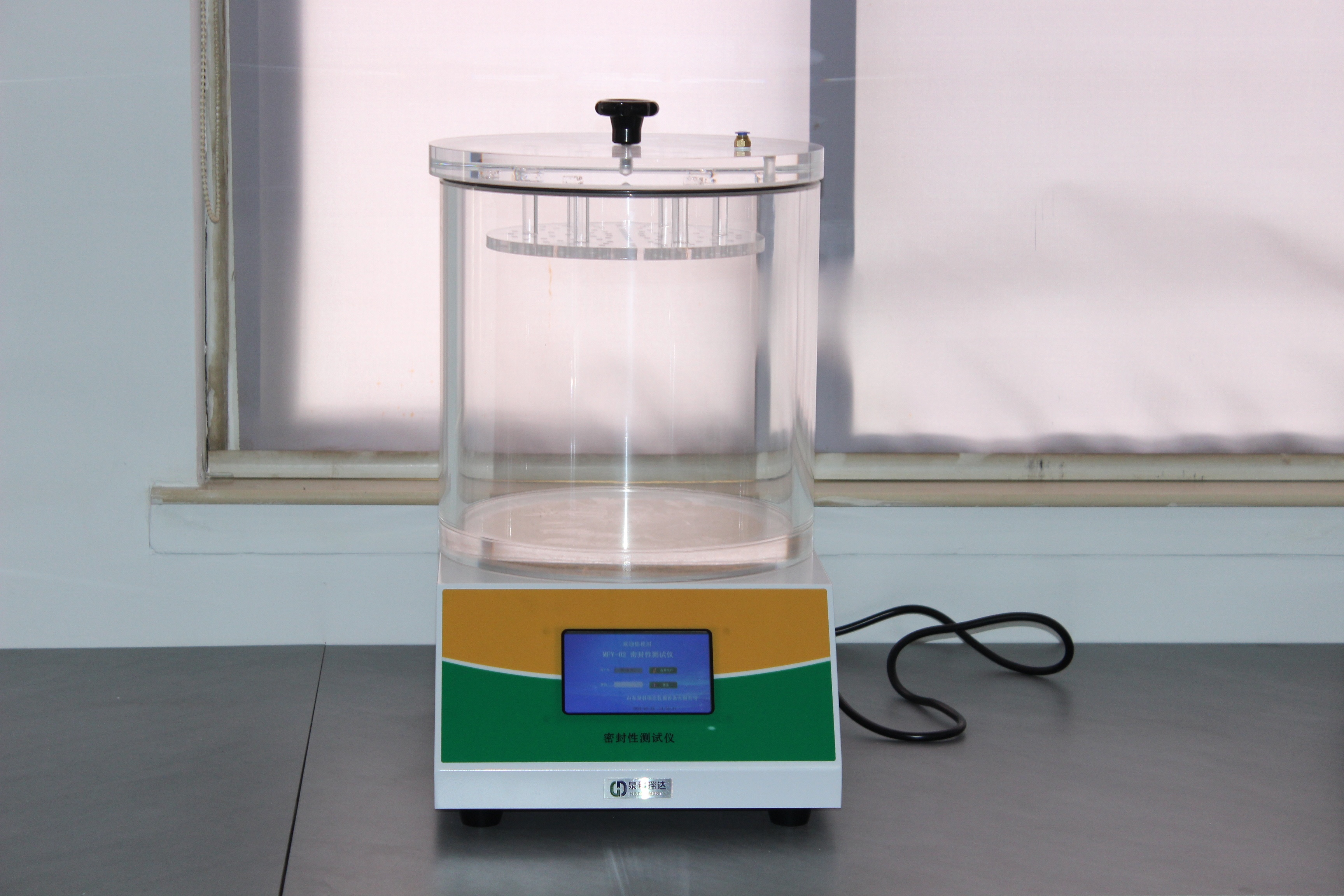
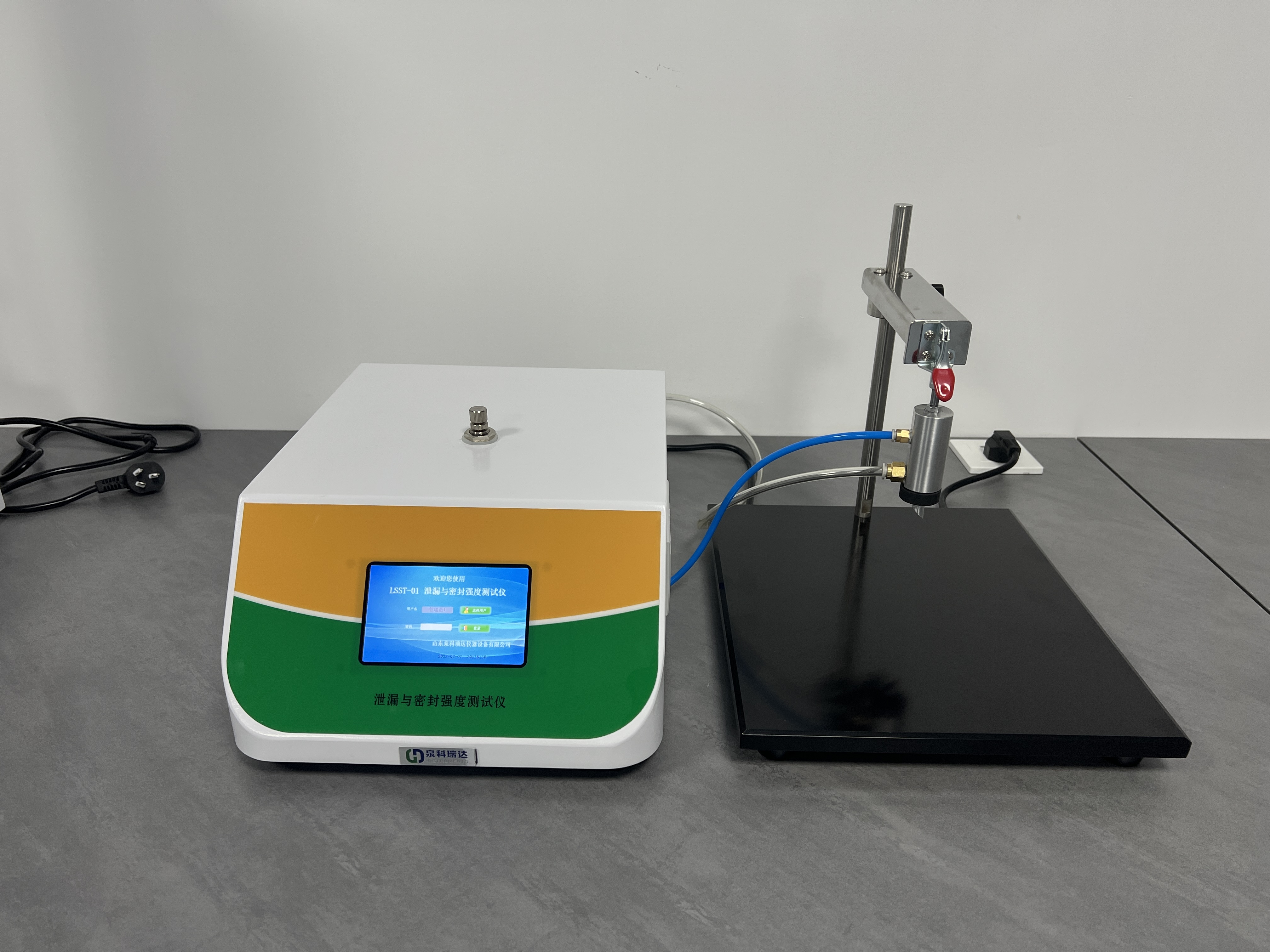
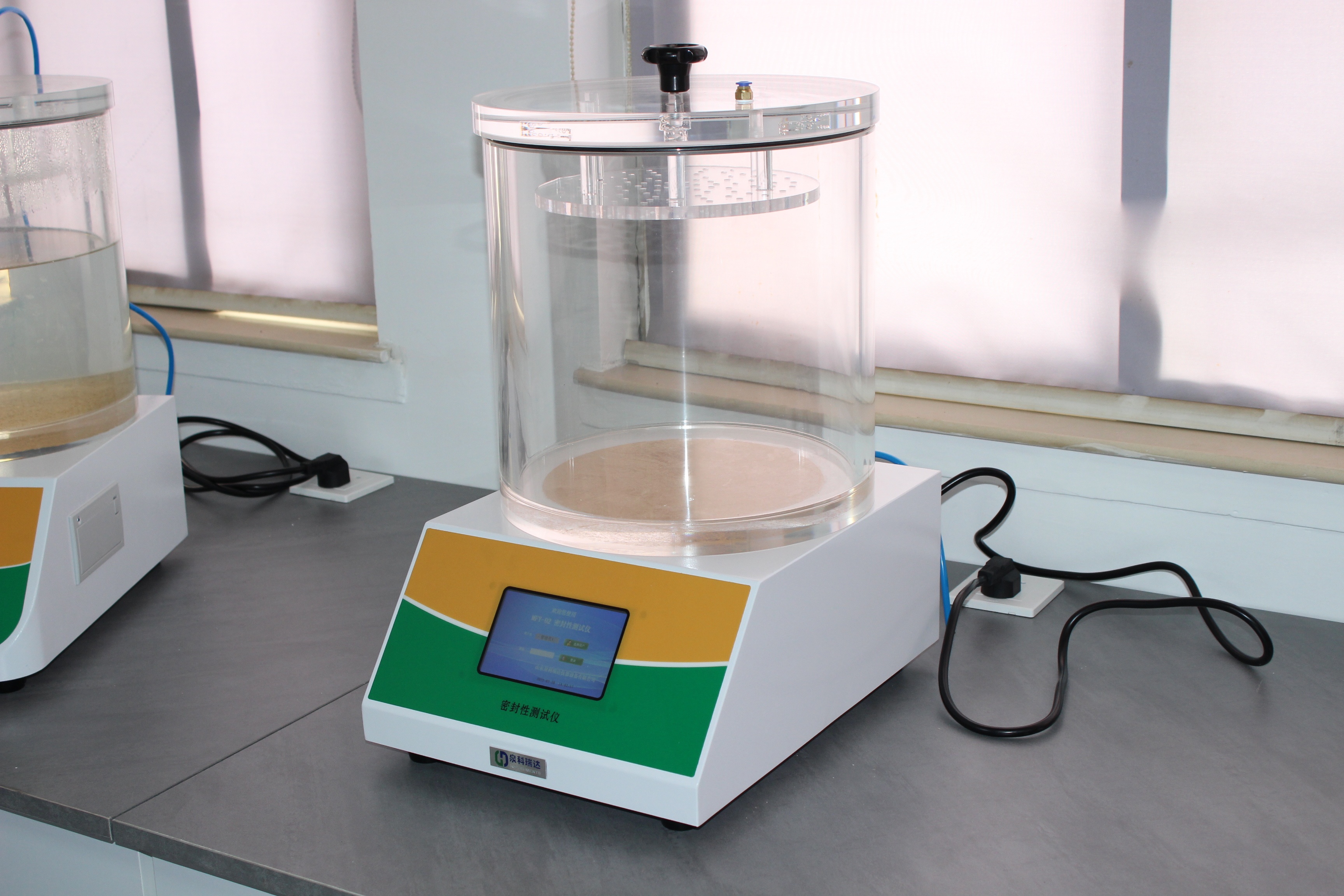
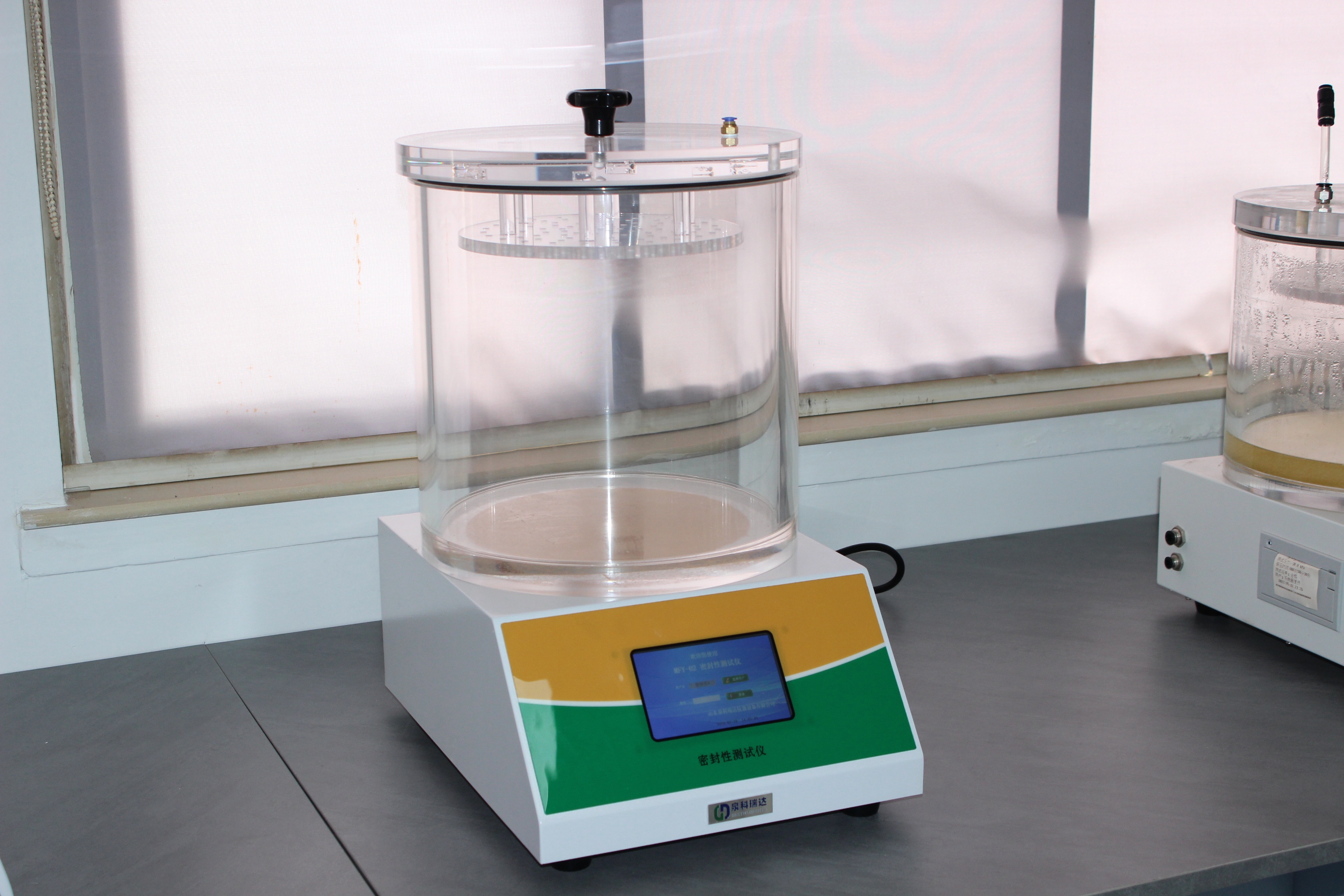
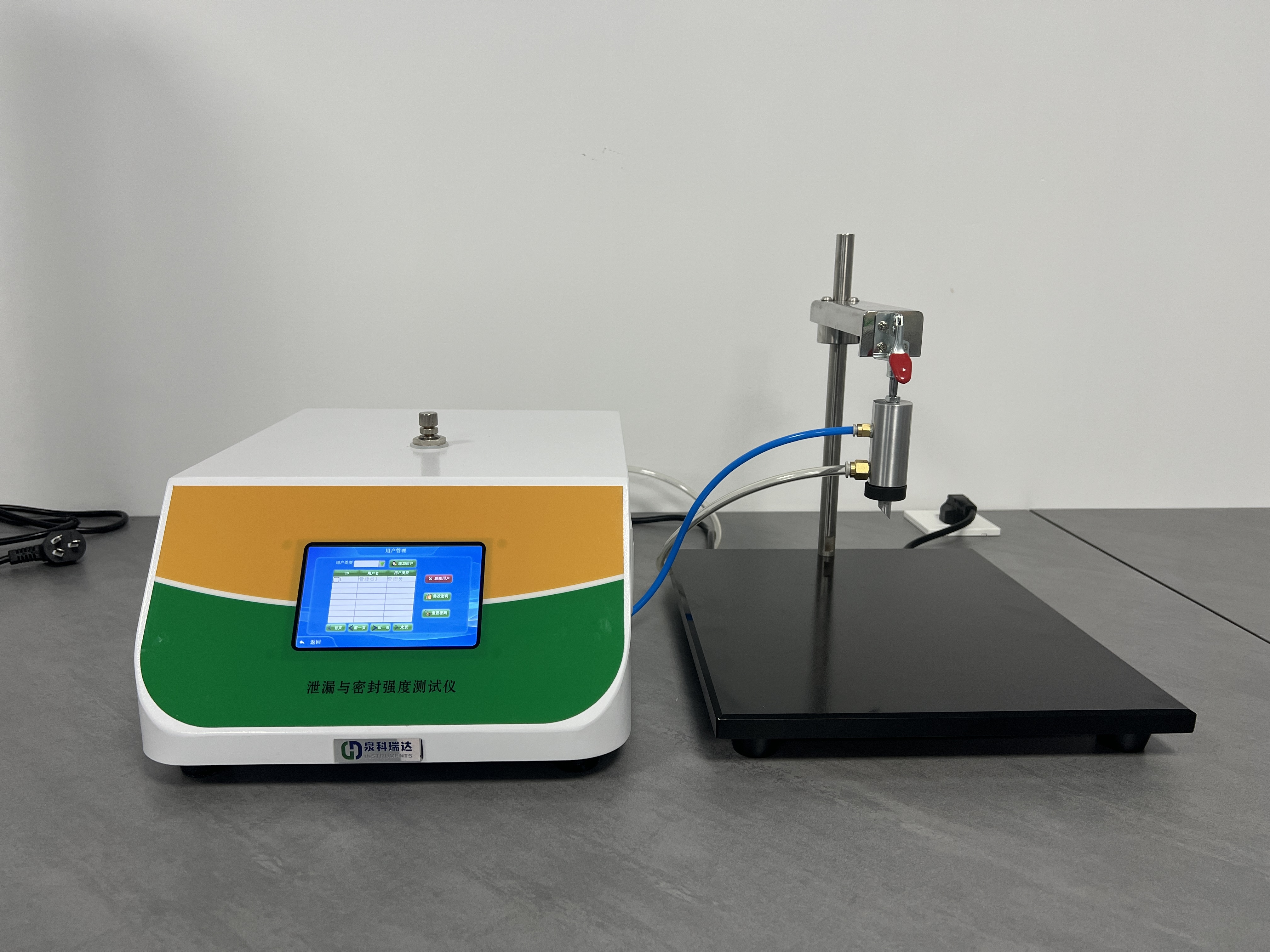
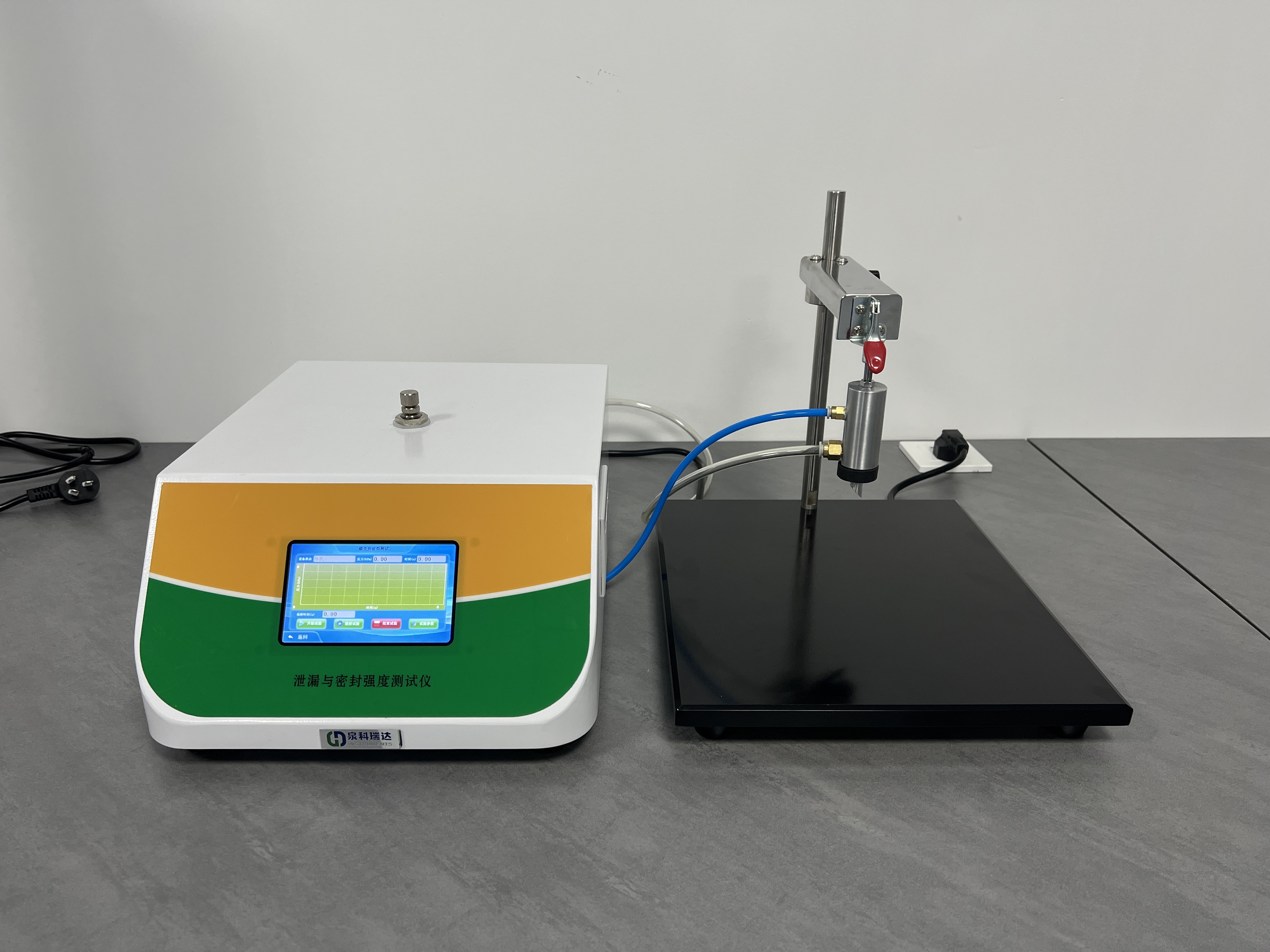
膜康发布Dansensor 密封测试仪 LeakPointer 3新品
Dansensor LeakPointer 3 和LeakPointer 3 + 专为气调包装质量把关的离线检漏设备没有人想要在生产线上出现什么意外,更没有人希望发生召回、延期、又或者是包装错误等情况。而目前,我们有了一种简易的方法来避免这些意外发生。Dansensor LeakPointer 3可以非常有效的检测包装过程中存在的问题,快速的检测时间可以帮助您在发生泄漏的时候及早发现,减少损失。专为食品行业而设计,作为一种高精度的设备,可以检测非常小的泄漏。特别是对于产品的保质期及零售期。操作简易:测试设置简单方便,当不同人员及时间操作设备时,可以采用预设值的方式来保证检测的参数的一致。只需要根据设置说明,选择相应产品进行测试,关闭上盖,就可以开始测试。速度更快捷:Dansensor LeakPointer 3可以一分钟内检测6个包装(10秒钟一个循环)。Dansensor LeakPointer 3+ 有更大的腔室适合多种包装测试或非常大的包装测试,而实际测试时间只是需要增加一点点而已。可以检测低至50微米的微小泄漏孔径,所以可以根据测量数据来设置保质期,避免产品浪费。 优点:l 无损测试减少了成本l 确保产品质量l 检测低至50微米的包装泄漏l 用户使用界面与Dansensor其他品牌一致l 具有数据收集及数据共享的功能。l 操作简单Dansensor LeakPointer 3的独特优势l 快速计算出泄漏孔经的大小l 测试时间减少至每循环10秒l 额外选配:Dansensor PackBaseDansensor LeakPointer 3+的独特优势l 可以同时测试多种包装产品特点:l 专为食品行业设计l 触摸屏操作,操作简单l 可选择扫描仪或使用设定程序来操作l 高级用户可设置更多测试参数l 精度达微米级l 快速抽取真空并吸住上盖l 全自动存储数据l 可通过网线实现每次循环的数据导出l 可连接打印设备(USB)l 对周围环境内的CO2敏感度低 如何工作:l 每一个独特的产品测试程序应当在测试之前便被提前设定完成。选择正确测试程序可使用触屏选择或者扫描选择。l 当测试程序选择完成后,将待测产品放入腔室内并关闭上盖,此时测试将会自动开始l 在测试过程中,用户自定义的真空被测试出来,在封装产品及腔室内产生一个压力差。Dansensor LeakPointer 3将全程感应其中的压力差是否保持一致。如果存在泄漏,压力差将会导致包装内的CO2泄漏至腔室内,整个测试过程将持续10-35秒钟,根据用户自定义设置l 当自动检测完成后,屏幕上将会显示OK 或者leak,清除相应指示如果泄漏或者没有泄漏。对于单个包装检测来说,测试结果将会显示出更多数据,像孔经直径的微米大小等,对于多个包装同时检测模式来说,测试结果将会显示腔室内CO2的ppm值的增加值 参数配置Dansensor LeakPointer 3Dansensor LeakPointer 3+包装类型软性或硬质包装,单独包装软性或硬质包装,多种类型的包装可测量的最大尺寸(见上图)有Dansensor Packfix 的:W1=325, W2=295H1=40, H2-86没有Dansensor Packfix的W1=325, W2=268H1=40, H2=110W1=465, W2=363H1=40, H2=155电源100-260VAC, 50/60Hz115VAC, 60Hz /230VAC, 50Hz大小及重量盖子打开:543mm X 400mm X 617mm (HxWxD)20kg盖子打开:751mm X 555mm X 812mm (HxWxD)50kg气源5.5±0,5bar (venturi 真空系统)真空泵集成腔室真空低至-750mbar低至-800mbar技术参数传感器类型NDIR CO2传感器,单独电缆产品内包含CO2浓度低至10%环境温度使用温度:+5℃-+35℃存储温度:-20℃-+60℃环境湿度使用环境湿度:10-90%RH,无冷凝水存储环境湿度:低于95%RH,无冷凝水环境CO2浓度最大不高于4500ppm,建议低于1500ppm最小测量精度50微米产品数量(测试程序)100存储数据容量高于1000000次测试数据连接2XUSB,1XLAN RJ45,气管接口为6mm(仅Dansensor LeakPointer 3)执行CE可选校准每12个月 创新点:专为食品行业而设计,作为一种高精度的设备,可以检测非常小的泄漏。特别是对于产品的保质期及零售期。操作简易:测试设置简单方便,当不同人员及时间操作设备时,可以采用预设值的方式来保证检测的参数的一致。只需要根据设置说明,选择相应产品进行测试,关闭上盖,就可以开始测试。速度更快捷:Dansensor LeakPointer 3可以一分钟内检测6个包装(10秒钟一个循环)。Dansensor LeakPointer 3+ 有更大的腔室适合多种包装测试或非常大的包装测试,而实际测试时间只是需要增加一点点而已。可以检测低至50微米的微小泄漏孔径,所以可以根据测量数据来设置保质期,避免产品浪费。Dansensor 密封测试仪 LeakPointer 3
























 我要推广仪器
我要推广仪器
 下载APP
下载APP