邵氏硬度计是用来测量橡胶、泡沫、塑料等物质硬度的仪器,市场上有指针式和数显式两种,型号有邵氏A型、C型、D型几种!邵尔A型硬度计,主要用于塑料合成橡胶及其他相关化工制品(皮革、多元脂、蜡等硬度)的硬度测量。 邵氏C型硬度计是测定压缩率为 50% 时应力为 0.5kg/c㎡以上的含有发泡济制成的橡塑微孔材料硬度,也可用于类似硬度的其他材料。 邵尔D型硬度计适用于一般硬橡胶、硬树脂、压克力、玻璃、热塑性塑胶、印刷板、纤维等高硬度材料的硬度测试。 买邵氏硬度计时,可以把针头顶在平滑干净的玻璃上,如果所显示的数值为100,那么,这只硬度计就是准确
邵氏硬度计本硬度计(橡胶硬度计)广泛应用于橡胶、塑料的硬度测定。具有结构简单、使用方便、型小体轻、读数直观等特点,既可以随身携带手持测量,也可以装置在配套生产的同型号定荷架上定荷测定。本仪器执行JB6148-92标准。 邵氏硬度计分为机械式,数显式两种A型适用于一般橡胶、合成橡胶、软橡胶,多元脂、皮革、蜡等C型适用于橡塑并用、塑料中含有发泡剂制成的微孔材料D型适用于一般硬橡胶、树脂、压克力、玻璃、热塑性橡胶、印刷板、纤维等。 邵氏硬度计,是测定硫化橡胶和塑料制品硬度的仪器。具有结构简单、使用方便、型小体轻、读数直观等特点,产品符合GB/T531-1999及其它相关标准的要求,既可以随身携带手持测量,也可以装置在配套的SLX型邵氏硬度计测试机架上使用。 测量原理 具有一定形状的钢制压,在试验力作用下垂直压入试样表面,当压足表面与试样表面完全贴合时,压针面相对压足平面有一定的伸出长度L(见图1),以L值的大小来表征邵氏硬度的大小,L值越大,表示邵尔硬度越低,反之越高.计算公式为: HA=100 -L/0.025HD=100 -L/0.025HC=100 -L/0.025 分类 邵氏硬度计主要分为三类:即 A型,C型和 D型。它们的测量原理完全相同,所不同的是测量针的尺寸不同。其中 A型的针尖直径为 0.79mm,邵 A型硬度计用来测量软塑料、橡胶、合成橡胶、毡、皮革、D型的针尖直径为 0.2mm.即半径为R0.1。邵D 型硬度计用来测量硬塑料和硬橡胶的硬度,例如:地板材料,保龄 球等现场测量硬度。C型的测针是一个圆球直径5mm。邵氏 C型硬度计用来测量泡沫材料和海绵等软性材料。
邵氏硬度计,是测定硫化橡胶和塑料制品硬度的仪器。具有结构简单、使用方便、型小体轻、读数直观等特点,产品符合GB/T531-1999及其它相关标准的要求,既可以随身携带手持测量,也可以装置在配套的SLX型邵氏硬度计测试机架上使用。 邵氏硬度计是用来测量橡胶、泡沫、塑料等物质硬度的仪器,市场上有指针式和数显式两种,型号有邵氏A型、C型、D型几种! 1、邵尔A型硬度计,主要用于塑料合成橡胶及其他相关化工制品(皮革、多元脂、蜡等硬度)的硬度测量。 2、邵氏C型硬度计是测定压缩率为 50% 时应力为 0.5kg/c㎡以上的含有发泡济制成的橡塑微孔材料硬度,也可用于类似硬度的其他材料。 3、邵尔D型硬度计适用于一般硬橡胶、硬树脂、压克力、玻璃、热塑性塑胶、印刷板、纤维等高硬度材料的硬度测试。 4、买邵氏硬度计时,可以把针头顶在平滑干净的玻璃上,如果所显示的数值为100,那么,这只硬度计就是准确的!
求教,邵氏硬度计的使用注意事项及自校问题?
指针式邵氏硬度计一般人都很少用到,目前国内最常用的邵氏硬度计只有两款指针式的邵氏硬度计,分别是:邵氏A型硬度计和邵氏D型硬度计。之前看到很多网友都在寻找关于指针式邵氏硬度计的资料,成都双拓检测仪器有限公司特总结其实用技巧如下: 1.指针式邵氏硬度计对备检试样的要求: (1)邵氏A型硬度计的试样及试验温度要求: ①试样厚度不小于6mm,宽度不小于15mm,长度不小于35mm,试样厚度不足6mm时,可用同样胶片重叠测定,但不超过3层。并要求胶片上下平行。 ②检定时室温为23℃±5℃,检定前硬度计在此温度下至少存放1小时。 (2)邵氏D型硬度计的试样及试验温度要求: ①试样为正方形,边长50mm、厚度6mm。也允许采用50×15mm的试样。 ②在可能的情况下,试样在测试前应按照GB/T2941-1991规定在实验室标准温度下进行调节。比对试验或系列试验必须在相同温度下进行。 2.指针式邵氏硬度计试验测定的步骤: (1)测前检查指针式邵氏硬度计: 测定前应检查指针式邵氏硬度计的指针在自由状态下应指向零位。如指针量偏离零位时,可以松动右上角压紧螺钉,转动表面,对准零位。然后将硬度计压在玻璃板上,压针端面与压足底面紧密接触于玻璃板上时,指针应指向100+/-0.5HA,如不指向100+/-0.5HA时,可轻微按动压针几次,如仍不指100+/-0.5HA时,则此指针式邵氏硬度计不能使用。如在邵氏硬度计测试机架上使用时,可拨动手柄,使工作台上升至定荷砝码抬起,使压针端面与压足平面紧密接触于玻璃工作台时,指针应指向100+/-0.5HA。如不指100+/-0.5HA时,可调整工作台平面的调节螺钉,若调整后指针仍不指100+/-0.5HA时,最好送生产单位调整为宜。 (2)指针式邵氏硬度计测试方法: 把试样放置在坚固的平面上,拿住指针式邵氏硬度计,压足中孔的压针距离试块边缘至少12mm,平稳地把压足压在试样上,不能有任何振动,并保持压足平行于试样表面,以使压针垂直地压入试样,所施加的力要刚好足以使压足和试样完全接触,除另有规定,必须在压足和试样完全按触后1秒内读数,如果是其他间隔时间读数则必须说明,在试样相距至少6mm的不同位置测量硬度值5次,取其平均值。
邵氏硬度计主要分为三类:即 A型,C型和 D型。它们的测量原理完全相同,所不同的是测量针的尺寸不同。 其中 A型的针尖直径为 0.79mm, 邵 A型硬度计用来测量软塑料、橡胶、合成橡胶、毡、皮革、 D型的针尖直径为 0.2mm.即半径为R0.1。 邵D 型硬度计用来测量硬塑料和硬橡胶的硬度,例如:地板材料,保龄 球等现场测量硬度。 C型的测针是一个圆球直径5mm。 邵氏 C型硬度计用来测量泡沫材料和海绵等软性材料。
邵氏硬度计LX-A型(测试较软的)、LX-C(测试密度较大的)、LX-D型(测试较硬的)他们可精确测定橡胶、塑料等材料的邵氏硬度(HA),是理想的现场测试仪器。仔细观察的话,三款的测头也是不一样的!
邵氏硬度计的架子是必须的吗?我们实验室买了一个国外进口的硬度计,当时没配架子,现在要买,但商家报价一万多,太贵了,请问做测试可不可以不用架子呢?
橡胶邵氏硬度计的针头是什么材料的?有知道邵氏硬度计的针头材料是怎样的么坏了不好修
哪位用过邵氏硬度计LX-D的,推荐一下好用的品牌,谢啦!
我们所想买两台邵氏硬度计,哪位大虾能指点一下!
因为实验室要进行认证,需要对一些设备进行期间核查。问下大家,你们的邵氏硬度计用什么来期间核查。看了国标文件GB/T 531.1 8.2节是使用标准橡胶块进行核查,但没有规定核查的标准。而看ShoreA\D的检定规程上面,其试验力的要求换算到其硬度值上刚好是+/- 1HA/HD的;现在市面上看到的邵氏橡胶硬度块的误差就有+/-2 HA/HD。那如果用标准橡胶块进行期间核查,其标准是多少呢,有没有哪个文件说明的。[img=,690,257]https://ng1.17img.cn/bbsfiles/images/2018/11/201811050931204195_3004_3445281_3.jpg!w690x257.jpg[/img]
橡胶产品要卖到国外去,我们自己平时检测邵氏硬度走的都是国标。但是外国客户要求依据ASTM D2240进行检测。求大神推荐靠谱的符合ASTM D2240的邵氏硬度计。
LX-A型邵氏硬度计适用于一般硬橡胶、硬树脂、玻璃、热塑性塑胶、印刷板、纤维等高硬度材料的硬度测试。产品符合GB/T531-1999及其它相关标准的要求。刻度盘值:0~100HD推荐测量范围:20~90HD外形尺寸:115×60×25mm压针行程:2.5mm压针头部尺寸:SR0.1mm净重:0.5kg
[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=52758]JJG 304-2003 A型邵氏硬度计检定规程[/url]
如题邵氏硬度计及比重计,国内及国际的主要品牌有哪些?
[b]邵氏橡[color=#000000]胶[/color][url=http://www.okyiqi.com/products.html][color=#000000]硬度计[/color][/url][color=#000000]的[/color]指导说明和保养常识[/b]目前国内最常用的邵氏硬度计就是两款指针式的橡胶硬度计1)邵氏A型硬度计2)邵氏D型硬度计 当A型硬度计示值低于10HA时,测量结果是不准确的。 当A型硬度计测量值超出90HA时,推荐使用D型硬度计。 但由于用户出于经济方面的考虑,普遍只买硬度计而不买定负荷架,所以新手往往操作不规范或硬度计的材料粗糙,压针刚性不够好,不能进行反复测试,导致试验结果有较大的偏差。[color=#000000] [/color]首先,试样的要求1)橡胶的试样及试验温度要求; ①、橡胶的试样厚度不小于6mm,宽度不小于15mm,长度不小于35mm,试样厚度不足6mm时,可用同样胶片重叠测定,但不超过3层。并要求胶片上下平行。 ②、检定时室温为23℃±5℃,检定前硬度计在此温度下至少存放1小时2)塑料试样及试验温度要求; ①、塑料试样为正方形,边长50mm、厚度6mm。也允许采用50×15mm的试样。 ②、在可能的情况下,试样在测试前应按照GB/T2941-1991规定在实验室标准温度下进行调节。比对试验或系列试验必须在相同温度下进行。3)橡胶及塑料试样表面均应光滑、平整、不应有机械损伤及杂质等缺陷。其次,测定前检查硬度计测定前应检查硬度计的指针在自由状态下应指向零位。如指针量偏离零位时,可以松动右上角压紧螺钉,转动表面,对准零位。然后将硬度计压在玻璃板上,压针端面与压足底面紧密接触于玻璃板上时,指针应指向100+/-0.5HA,如不指向100+/-0.5HA时,可轻微按动压针几次,如仍不指100+/-0.5HA时,则此硬度计不能使用。如在邵氏硬度计测试机架上使用时,可拨动手柄,使工作台上升至定荷砝码抬起,使压针端面与压足平面紧密接触于玻璃工作台时,指针应指向100+/-0.5HA。如不指100+/-0.5HA时, 可调整工作台平面的调节螺钉,若调整后指针仍不指100+/-0.5HA时,最好送生产单位调整为宜。 再次,正确的使用方法: 我们要把试样放置在坚固的平面上,拿住硬度计,压足中孔的压针距离试块边缘至少12mm,平稳地把压足压在试样上,不能有任何振动,并保持压足平行于试样表面,以使压针垂直地压入试样,所施加的力要刚好足以使压足和试样完全接触,除另有规定,必须在压足和试样完全按触后1秒内读数,如果是其他间隔时间读数则必须说明,在试样相距至少6mm的不同位置测量硬度值5次,取其平均值。[b]最后,附上我们的温馨提示:邵氏硬度计保养小常识,请用户注意啦:[/b]1)定荷测定架上的升降小轴和工作台底部,请注意经常揩擦干净,涂少量防锈油,以防生锈。2)硬度计使用完毕后,装入仪器盒或仪器箱内,放置干燥处,防止受潮。3)硬度计使用35000次后,建议每使用10000次左右按GB531规定检查弹簧压力与指针刻度关系及压针端部的形状尺寸。关于[b]硫化橡胶或热塑橡胶邵氏硬度试验方法[/b]的新标准——[b]GB/T531.1-2008/ISO7619-1:2004[/b]: 2008年6月4日,国家质量监督检验检疫总局和国家标准化管理委员会共同发布了关于硫化橡胶或热塑性橡胶压入硬度试验方法的新标准GB/T531.1-2008/ISO7619-1:2004,于2008年12月1日实施。新标准在以下几点上有些不同。 1、改变压针几何尺寸允差和弹簧试验力校准允差,以使硬度计准确度提高。 2、对于硫化橡胶或未知类型橡胶,弹簧试验力保持时间由原来的“1s内”改为3s,由于在前几秒时间内硬度值显著下降,这样可得到更准确的结果 3、对于热塑性橡胶,引入了15s的弹簧试验力保持时间,因为相对于硫化橡胶,其硬度值下降的过程持续了更长的时间。 4、支架 使用支架可以提高测量的准确度,通过支架在压针中轴上的砝码加力,使压足压在试样上。邵氏A、D型和AO型硬度计既可以用手直接使用,也可以安装在支架上使用。 1)支架可以固定硬度计并使押足和试样支承面平行 2)支架可以在无振动,最大速度为3.2mm/s条件下将试样压向压针或压针压向试样。 3)用以加上弹簧试验力的砝码和邵氏硬度计的总质量应符合如下规定:A型和AO型为1+0/0.1KG;D型为5+0/0.5KG
指针式[URL=http://www.okyiqi.com/pages_products/proshow_63.html][color=black]邵氏橡胶硬度计[/URL][/color]的正确使用方法和保养常识目前国内最常用的邵氏硬度计就是两款指针式的[URL=http://www.okyiqi.com/pages_products/proshow_63.html]邵氏橡胶硬度计[/URL]1)[URL=http://www.okyiqi.com/pages_products/proshow_63.html]邵氏A型硬度计[/URL]2)邵氏D型硬度计使用邵氏硬度计时,当A型硬度计示值低于10HA时是不准确的,测量结果不能使用。A型硬度计测量值超出90HA时推荐使用D型硬度计。但由于用户出于经济方面的考虑,普遍只买硬度计而不买定负荷架,所以新手往往操作不规范,导致试验结果有较大的偏差。如何正确的使用这两种硬度计呢?下文结合应用实际情况,提供以下方法供试验用户参考1、备检试样的要求1)橡胶的试样及试验温度要求; ①、橡胶的试样厚度不小于6mm,宽度不小于15mm,长度不小于35mm,试样厚度不足6mm时,可用同样胶片重叠测定,但不超过3层。并要求胶片上下平行。 ②、检定时室温为23℃±5℃,检定前硬度计在此温度下至少存放1小时2)塑料试样及试验温度要求; ①、塑料试样为正方形,边长50mm、厚度6mm。也允许采用50×15mm的试样。 ②、在可能的情况下,试样在测试前应按照GB/T2941-1991规定在实验室标准温度下进行调节。比对试验或系列试验必须在相同温度下进行。3)橡胶及塑料试样表面均应光滑、平整、不应有机械损伤及杂质等缺陷。2、测定前检查[URL=http://www.okyiqi.com/pages_products/prolist_12.html]硬度计[/URL]测定前应检查[URL=http://www.okyiqi.com/pages_products/prolist_12.html]硬度计[/URL]的指针在自由状态下应指向零位。如指针量偏离零位时,可以松动右上角压紧螺钉,转动表面,对准零位。然后将硬度计压在玻璃板上,压针端面与压足底面紧密接触于玻璃板上时,指针应指向100+/-0.5HA,如不指向100+/-0.5HA时,可轻微按动压针几次,如仍不指100+/-0.5HA时,则此硬度计不能使用。如在邵氏硬度计测试机架上使用时,可拨动手柄,使工作台上升至定荷砝码抬起,使压针端面与压足平面紧密接触于玻璃工作台时,指针应指向100+/-0.5HA。如不指100+/-0.5HA时, 可调整工作台平面的调节螺钉,若调整后指针仍不指100+/-0.5HA时,最好送生产单位调整为宜。 3、使用正确的测试方法: 把试样放置在坚固的平面上,拿住硬度计,压足中孔的压针距离试块边缘至少12mm,平稳地把压足压在试样上,不能有任何振动,并保持压足平行于试样表面,以使压针垂直地压入试样,所施加的力要刚好足以使压足和试样完全接触,除另有规定,必须在压足和试样完全按触后1秒内读数,如果是其他间隔时间读数则必须说明,在试样相距至少6mm的不同位置测量硬度值5次,取其平均值。4、邵氏硬度计及相关附件的保养常识1)定荷测定架上的升降小轴和工作台底部,请注意经常揩擦干净,涂少量防锈油,以防生锈。2)硬度计使用完毕后,装入仪器盒或仪器箱内,放置干燥处,防止受潮。3)硬度计使用35000次后,建议每使用10000次左右按GB531规定检查弹簧压力与指针刻度关系及压针端部的形状尺寸。
1. 橡胶硬度计都有哪几种分类?通常技术人员如何命名橡胶硬度计?A.邵氏橡胶硬度计,B.国际橡胶硬度计?C.IRHD硬度计?2. 德国Hildebrand橡胶硬度计有谁了解?除了灌水,您也可以把资料发到technical@wallok.china.com
里氏硬度计产品详细介绍:里氏硬度计是一种新型的便携式硬度测试仪器,主要适用于测试金属材料的硬度,具有测试精度高、体积小、操作容易、携带方便,测量范围宽的特点,它是以里氏硬度为原理,测出里氏(HL)硬度值经过程序自动转换成布氏,洛氏,维氏,肖氏等硬度值,还可以配置各种测试配件,来满足于各种测试条件和环境,主要适用于金属材料的快速硬度测试,特别适宜对大型零部件及不可拆卸部件的现场硬度测试。·里氏原理、便携测量;·里氏(HL)、布氏(HB)、洛氏(HRC/HRB/HRA)、维氏(HV)、肖氏(HS)等7种硬度值实现一次测量;
实验室根据仪器设备的使用状态、频率通常需要制定相应的期间核查计划,如何对设备进行期间核查,在这我抛砖引玉的介绍一下维氏硬度计的作业指导书的编写。维氏硬度计的作业指导书一共分为3个部分:1、维氏硬度计仪器比对方案2、维氏硬度测量仪器对比记录表 3、维氏硬度计仪器比对报告 。1、维氏硬度计仪器比对方案http://ng1.17img.cn/bbsfiles/images/2013/09/201309131120_464180_1623504_3.bmp
用过邵氏橡胶硬度计的版友说说,重复性怎样
[em09503]洛氏硬度计用于铸铁等工件的洛氏硬度值测量 维氏硬度计用于较薄工件的维氏硬度值测量 布氏硬度计用于硬度较高的工件布氏硬度值测量 里氏硬度计是便携式硬度计,用于不宜拆卸或较大产品的硬度值测量 韦氏硬度计用于铝合金类产品韦氏硬度值测量 巴氏硬度计用于玻璃钢类产品巴氏硬度值测量 万能硬度计用于多种硬度标尺下的硬度值测量 显微硬度计维氏硬度计的一种,用于很薄的工件的维氏硬度值测量 肖氏硬度计用于测定黑色金属和有色金属的肖氏硬度值 邵氏硬度计用于橡胶类产品邵氏硬度值测量
洛氏硬度计用于铸铁等工件的洛氏硬度值测量 维氏硬度计用于较薄工件的维氏硬度值测量 布氏硬度计用于硬度较高的工件布氏硬度值测量 里氏硬度计是便携式硬度计,用于不宜拆卸或较大产品的硬度值测量 邵氏硬度计用于橡胶类产品邵氏硬度值测量 韦氏硬度计用于铝合金类产品韦氏硬度值测量 巴氏硬度计用于玻璃钢类产品巴氏硬度值测量 万能硬度计用于多种硬度标尺下的硬度值测量 显微硬度计维氏硬度计的一种,用于很薄的工件的维氏硬度值测量 肖氏硬度计用于测定黑色金属和有色金属的肖氏硬度值
[color=#000000] 我们都知道[/color]硬度计[color=#000000]有很多的种类,如果根据它的测量原理来分,可以分为:洛氏硬度计、里氏硬度计、邵氏硬度计、布氏硬度计、肖氏硬度计、巴氏硬度计、显微硬度计、摩氏硬度计、维氏硬度计等,其中之一的里氏硬度计是依据里氏硬度测量原理,可以方便快捷地对多种金属材料进行测量,即刻显示硬度测量值的同时,可以在不同硬度制式间自由转换,性能稳定,价格实惠。下面就来介绍一下里氏硬度计有哪些测试步骤。[/color] [color=#000000] 里氏硬度计的五个测试步骤[/color] [color=#000000] 1、将被检测物体应平放于地面,必须保证绝对平稳,不得有任何晃动,被检测位置不得有悬空状态,必要时需加支撑块;[/color] [color=#000000] 2、①打开硬度计—②物体的材料设置—③硬度值设置(HRC\HRB\HB)—④硬度检测方向设置—⑤开始硬度检测;[/color] [color=#000000] 3、将冲击装置压紧在被测表面并向下按一下,1s后再按硬度计上面凸出的小圆柱,硬度值就会自动显示出来,在这过程中操作人员必须将冲击装置放稳,方向也应与被测面保持垂直状态;[/color] [color=#000000] 4、每个检测部位应至少测试3个点,两测试点之间距离应≥3mm,测试完后取平均值做为该部位硬度,并记录,然后进入下一个部位检测;[/color] [color=#000000] 5、测试结果与物体的要求进行比较,达到要求为合格,转入下一道工序;不合格则转入隔离区,记录检测结果。[/color] [color=#000000] 上述内容就是里氏硬度计的五个测试步骤,为了避免在使用仪器测量时造成较大的误差,从而对你的工作带来不便。因此我们在使用硬度计前应该注意一下它的一些操作步骤以及规范。[/color] [color=#000000] [/color]
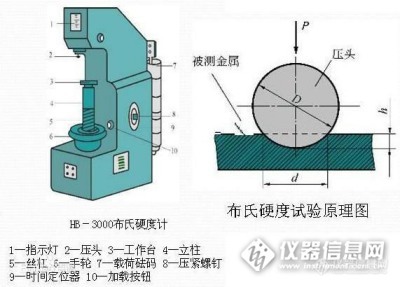
[color=#333333] [/color][align=center][b]便携式布氏硬度计浅析[/b][/align][align=center][b](西国联质量检测技术股份有限公司 王洋)[/b][/align][color=#333333][/color][color=#333333] 在现代制造工业生产中,金属材料的硬度是重要性能指标之一,一般硬度越高,耐磨性越好。这其中,布氏硬度试验是所有硬度试验中压痕最大的一种试验法,它能反映出材料的综合性能,不受试样组织显微偏析及成分不均匀的影响,所以它是一种精度较高的硬度试验法。布氏硬度计的工作原理把一定直径的钢球,在一定试验力作用下[/color][color=#333333],[/color][color=#333333]以一定的速度压入试样表面[/color][color=#333333],[/color][color=#333333]经规定的试验力保持时间后卸除试验力。以试样压痕球形表面积上的平均压力来表示金属的布氏硬度值。[/color][align=center][img=,400,287]http://ng1.17img.cn/bbsfiles/images/2017/07/201707021108_01_3240972_3.png[/img][color=#333333] [/color][/align][color=#333333] [/color][color=#333333]现实生产中,由于铸造件物品不便移动和不可切割,造成无法直接测量布氏硬度。这就需要有替代方法来进行检测工作。锤击式布氏硬度计就是为此而产生的。锤击式布氏硬度计采用布氏硬度试验原理,通过锤击施加试验力,采用剪力销精确控制试验力,试验后在试样上留下圆形布氏压痕,利用读数显微镜读出压痕直径,经查表可得到比较准确的布氏硬度(见下图)。[/color][align=center][img=,269,339]http://ng1.17img.cn/bbsfiles/images/2017/07/201707021107_01_3240972_3.png[/img][color=#333333] [/color][/align][color=#333333] [/color][color=#333333]锤击式布氏硬度计原理图[/color][color=#333333] [/color][color=#333333]笔者试图通过不同硬度计测量相同工件布氏硬度值来比较各个测试方法的优劣特点,如有不同意见和建议之处,希望各位不吝赐教。[/color][color=#333333] [/color][color=#333333]测试工件为[/color][color=#333333]QT500-7[/color][color=#333333]材料铸造的轮毂,分别采用传统锤击式硬度计测试,剪销式锤击硬度计,里氏硬度计和台式硬度计(经检定合格,测试样品从轮毂上切割制样)测试其布氏硬度值。测试数据如下:[/color][table][tr][td][align=center] [/align][/td][td][align=center]1[/align][/td][td][align=center]2[/align][/td][td][align=center]3[/align][/td][td][align=center]4[/align][/td][td][align=center]5[/align][/td][td][align=center]平均值[/align][/td][td][align=center]相对偏差[/align][/td][/tr][tr][td][align=center]台式硬度计测量值HB[/align][/td][td][align=center]175[/align][/td][td][align=center]176[/align][/td][td][align=center]175[/align][/td][td][align=center]176[/align][/td][td][align=center]175[/align][/td][td][align=center]175[/align][/td][td][align=center]0[/align][/td][/tr][tr][td][align=center][color=#333333]剪销式[/color]测量值HB[/align][/td][td][align=center]171[/align][/td][td][align=center]169[/align][/td][td][align=center]169[/align][/td][td][align=center]170[/align][/td][td][align=center]169[/align][/td][td][align=center]170[/align][/td][td][align=center]-2.9%[/align][/td][/tr][tr][td][align=center][color=#333333]传统锤击式硬测试[/color]HB[/align][/td][td][align=center]163[/align][/td][td][align=center]163[/align][/td][td][align=center]163[/align][/td][td][align=center]180[/align][/td][td][align=center]163[/align][/td][td][align=center]166[/align][/td][td][align=center]-5.1%[/align][/td][/tr][tr][td][align=center]里氏硬度计转化为HB[/align][/td][td][align=center]154[/align][/td][td][align=center]161[/align][/td][td][align=center]171[/align][/td][td][align=center]151[/align][/td][td][align=center]160[/align][align=center] [/align][/td][td][align=center]160[/align][/td][td][align=center]-8.6%[/align][/td][/tr][/table][align=center][color=#333333]不同硬度计布氏硬度测量值对比[/color][/align] 由上表可知,台式硬度计硬度值均匀稳定,测试值为175HBW,锤击式布氏硬度测量值相对于台式硬度计低一些,稳定性也不错。传统的锤击式硬度计由于力值,附表误差等原因,测量值误差大,稳定性也相对较差。里氏硬度计在测量铸铁材料时由于压头小,其测量值误差很大且不稳定。原因分析:[color=#333333]剪销式锤击硬度计:[/color]过锤击方式施加试验力,利用剪销精确控制试验力,当敲击力达到[color=#333333]剪销的额定剪断力[/color][color=#333333]1580Kg[/color][color=#333333]时,剪销会被剪销架和压头构成的剪切系统切断,[/color]试验力准确试验结果一致性好。[color=#333333]传统锤击式硬度计:锤击的力量(试验力)无法像剪销式锤击硬度计精确控制,附表的查询间隔[/color][color=#333333]0.1mm[/color][color=#333333],两个硬度数值差距较大造成测量数据分散。[/color]里氏硬度计:铸铁材料表面粗糙度大,里氏硬度试验压头小,造成数据的离散程度大,数据偏低。相对于里氏硬度计,两种锤击式硬度计虽然无法像标准布氏硬度计试验那样,让试验力保持若干秒时间,让压痕处的金属实现充分的塑性变形,但是它又属于各种硬度试验方法中精度较高的布氏硬度试验,与其他冲击式硬度试验方法相比(肖氏硬度计、里氏硬度计),对实验结果的影响因素比较少,实验结果比较稳定,测试值比较可高。现行的锤击式布氏硬度计附表直径间隔较大,所得相邻数据差距也大,希望能够对不同材料的附表直径数据能够细化到0.01mm,这样所得的数据就能够更加接近台式布氏硬度计测量值,精度更高。这就需要我们检测人员在平时的检测工作中做好数据的积累和分析,经过试验的验证得出科学的结论,为我国的检测工作做出贡献。
邵氏硬度有哪几种种类啊,能相互转换的吗

单位最近买了一台日本Asker的橡胶硬度计,是A型的硬度计,带工作台。现在的工作是检测输液瓶的橡胶瓶盖的硬度。按照标准[font=宋体]GB/T531—1999[/font][font=宋体]《橡胶袖珍硬度计压入硬度试验方法》和[font=宋体]JJG304-2003[/font][font=宋体]《A型邵氏硬度计检定规程》的规定,[font=宋体]①[/font][font=宋体]、橡胶的试样厚度不小于6mm,宽度不小于15mm,长度不小于35mm,试样厚度不足6mm时,可用同样胶片重叠测定,但不超过3层。并要求胶片上下平行。但是样品输液瓶的橡胶瓶盖形状不是规则的的,它的形状是圆片状,但是中间凹下去约1cm,如果是直接测量,指针伸不到凹底,如果是破坏性测试,物料的宽和长又对不上标准,请问各位懂行的前辈指点一下这种情况应该怎么测量?[img=179,151]http://ng1.17img.cn/bbsfiles/images/2010/04/201004200956_213447_1614514_3.jpg[/img] [img=153,113]http://ng1.17img.cn/bbsfiles/images/2010/04/201004200957_213448_1614514_3.jpg[/img][/font][/font][/font]
[img]http://ng1.17img.cn/bbsfiles/images/2009/08/200908192232_166872_1622447_3.gif[/img]图片是便携式锤击布氏硬度计,现在用的人有多少?回复看看[em09511]
硬度计的种类有很多,按照原理可以分为::里氏硬度计、布氏硬度计、邵氏硬度计、洛氏硬度计、肖氏硬度计、巴氏硬度计、摩氏硬度计、维氏硬度计、显微硬度计等。其中里氏硬度计适用于恶劣的操作环境,抗冲击、振动和电磁干扰。那么有哪些因素会影响里氏硬度计的精准度呢? 1、特殊材料引起的误差 存贮在硬度仪中的换算表对下列钢种可能产生偏差: 所有奥氏体钢 耐热工具钢和莱氏体铬钢(工具钢类)硬质材料会引起弹性模量增加,从而使L值偏低。这类钢应在横截面上进行测试 局部冷却硬化会引起L值偏高 磁性钢由于磁场影响,会使L值偏低。 表面硬化钢,基体软,会使L值偏低,当硬化层大于0.8mm时(C型冲击装置为0.2mm)则不影响L值。 2、数据换算产生的误差 里氏硬度换算为其它硬度时的误差包括两个方面:一方面是里氏硬度本身测量误差,这涉及到按方法进行试验时的分散和对于多台同型号里氏硬度计的测量误差。另一方面是比较不同硬度试验方法所测硬度产生的误差,这是由于各种硬度试验方法之一间不存在明确的物理关系,并受到相互比较中测量不可靠影响的原因。 3、齿轮检测中的误差 一般情况下,由于齿面较小,测试误差相对较大,对此,用户可根据情况设计相应的工装,将有助于减小误差。 4、材料弹性、塑性的影响 里氏值除与硬度、强度相关外,更与弹性模量有关,硬度值是材料硬度和塑性的特征参数,因为两者的成分必然是共同测定的。 在弹性部分,首先明显受E模量影响,在这方面当材料的静态硬度相同,而E值大小不同时,E值低的材料,L值较大 5、热轧方向造成的误差 当被测工件系热轧工艺成型时,如果测试方向与轧制方向一致,会因弹性模量E偏大而造成测试值偏低,故测试方向应垂直于热轧方向。例如:测圆柱截面硬度时,应在径向测试为好。(一般圆柱热轧方向为轴向)。 6、试件磁性应小于300高斯 7、试样重量、粗糙度、厚度的影响 8、其它因素的影响 测量管件硬度时须注意:管件注意稳固支撑,测试点应靠近支撑点且与支撑力平行,管壁较薄在管内放入适当芯子。 上面就是影响里氏硬度计测试精度的一些因素。使用里氏硬度计测试时,如果发现测试的结果偏差比较大时。请及时查看是否出现以上的这些因素,经过排查后再进行测试。这样就避免误差过大给你的工作带来不必要的麻烦。







 我要推广仪器
我要推广仪器
 下载APP
下载APP