
电泳涂装已成熟应用于汽车整车及零部件的制造生产中,十分适合涂装汽车车身、量大或结构复杂的工件。[align=center] [img=,263,188]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171356411123_4098_928_3.png!w263x188.jpg[/img] [/align][align=center]图1:轿车车身进行阴极电泳涂装工艺[/align]据世界腐蚀组织(WCO)初步估计,通过使用有效的腐蚀防护技术,能减少1万亿美元的资金损失。而电泳涂装工艺是保障工件的腐蚀防护质量的重要因素。[align=center] [img=,257,193]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171356512807_1740_928_3.png!w257x193.jpg[/img][img=,258,193]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171401363560_5603_928_3.png!w258x193.jpg[/img][/align][align=center]图2 汽车车身出现腐蚀现象[/align]电泳漆膜厚度直接影响电泳涂装质量,从而影响防腐蚀、防冲击、附着力等性能。举个例子,若涂层厚度过薄,无法有效阻断所有的紫外线,最终出现腐蚀现象;若涂层厚度过厚,涂层失去弹性并在压力下形成裂纹,最终也会出现腐蚀现象。示意图如下图3所示。[align=center][img=,417,305]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171401511579_6357_928_3.png!w417x305.jpg[/img][/align][align=center]图3 涂层厚度对涂装质量的影响[/align]因此,最佳解决方案是在涂装工艺中将漆膜厚度有效控制在最小的允许容差范围内(允许容差范围=合格范围上限值-合格范围下限值)。[url=http://www.tumoshi.com/flex]瑞士涂魔师ATO非接触膜厚分析设备[/url]利用基材与涂层之间的储热特性,非接触无损精准测量金属基材上电泳漆涂层厚度。[size=19px][color=#ff0000]在涂层未烘干的湿膜状态下即可实时测出干膜厚度[/color][/size],为精确控制漆膜厚度提供可靠的数据支撑。在工件进入烘炉前就能快速监测真实膜厚,及时发现问题并调整设备参数使膜厚达到合格范围,大大缩短了工艺时间和降低返工率。[align=center] [img=,243,162]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171403000556_1946_928_3.png!w243x162.jpg[/img] [img=,250,162]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171403247711_1478_928_3.png!w250x162.jpg[/img][/align]通常,测量设备的精度要求是允许容差范围的1/40。但传统干膜测厚仪,精确度只有1~2个微米,这1~2微米的40倍就是40~80微米,在微米级的允许容差内,这明显是达不到电泳涂装要求的。[align=center][size=18px][size=19px]涂魔师Flex VS 传统电磁感应测厚仪[/size][/size][/align][size=19px]A、重复性对比测试[/size][size=19px]视频1 :[/size]使用电磁感应测厚仪测量金属基材上厚度为6.5微米的阴极电泳漆膜;该样品是从大型金属板上剪下来的,并且漆膜厚度在0.2微米内波动;点击查看视频[align=center][url=http://1253484012.vod2.myqcloud.com/2e4ea7bdvodgzp1253484012/3cbb13255285890805044111586/JHXIrFfcHVcA.mp4][font=宋体][size=13px][color=#2e3033]视频[/color][/size][/font][font=Arial, sans-serif][size=13px][color=#2e3033]1[/color][/size][/font][font=宋体][size=13px][color=#2e3033]:电磁感应膜厚仪测量金属板上阴极电泳漆膜厚度[/color][/size][/font][font=Arial, sans-serif][size=13px][color=#2e3033]([/color][/size][/font][font=宋体][size=13px][color=#2e3033]重复性测试[/color][/size][/font][font=Arial, sans-serif][size=13px][color=#2e3033])[/color][/size][/font][/url][/align]由测试结果可见:1、电磁感应测厚仪的标准偏差为0.7微米,因此该方法只适用于允许容差范围在30微米及以上的应用。2、使用显微镜观察经过接触测厚的样品,可以发现样品表面出现因探头接触而造成的涂层损坏现象。[size=19px]视频2:[/size]使用涂魔师Flex非接触膜厚分析仪对相同样品的同一个测试点进行重复性测试,测试距离约10cm;点击查看视频[align=center][font=宋体][size=13px][color=#2e3033][url=http://1253484012.vod2.myqcloud.com/2e4ea7bdvodgzp1253484012/3ad664f35285890805044078966/eHaIkLEqcQkA.mp4]视频2:涂魔师Flex测量金属板上阴极电泳漆膜厚度(重复性测试)[/url][/color][/size][/font][/align]由上述测试可知:涂魔师 Flex的标准偏差为0.07微米,证明涂魔师满足允许容差范围约为3微米的电泳涂装行业测量要求。[size=19px]B、探究测量工件边缘是否对测厚设备精度存在影响[/size][size=19px]视频3:[/size]使用电磁感应测厚仪依次对样品中心区域和4个边角进行膜厚测量。点击查看视频[align=center][font=宋体][size=13px][color=#2e3033][url=http://1253484012.vod2.myqcloud.com/2e4ea7bdvodgzp1253484012/3cbb899a5285890805044112034/xGWqyCB9I3sA.mp4]视频3:磁感应膜厚仪测量金属板上阴极电泳漆膜厚度(验证边缘效应影响)[/url][/color][/size][/font][/align]由视频3可见:样品边角比中心区域的膜厚测量值要大。这是因为电磁感应测厚仪的探头在边缘位置的磁力线分布与离边缘更远距离位置不一样。通常,后者的测量值会与前者的测量值偏离10-20%。当测量点接近边缘、或者基材的曲率半径发生变化时,接触式测厚探头必须重新校准。[size=19px][/size][size=19px]视频4:[/size]使用涂魔师 Flex依次对样品中心区域和4个边角进行膜厚测量。点击查看视频[align=center][url=http://1253484012.vod2.myqcloud.com/2e4ea7bdvodgzp1253484012/3cbb92815285890805044112266/b1FEOAy68VgA.mp4]视频4:涂魔师Flex测量金属板上阴极电泳漆膜厚度(验证边缘效应测试)[/url][/align]从上述视频可知:使用涂魔师Flex测量样品中心区域和边缘区域的膜厚数据差异很小。因此,涂魔师非接触测厚技术对于不规则形状的工件和边缘膜厚也能精准测量。[align=center][size=18px][size=19px]与传统金属接触式测厚仪相比,涂魔师非接触膜厚分析仪具有以下优势:[/size][/size][/align]1、 在湿膜状态下实时快速精确测出干膜厚度,精度高达0.5微米2、 高精度测量曲面、弯角、边缘部位,不受工件表面形状限制,如弹簧、螺钉等。3、 高精度,精度比干膜测厚仪更好;4、 一键快速测试,允许产品摇晃倾斜,测量距离和角度无严格限制;5、 多种基材材质(玻璃、碳纤维、MDF、橡胶、金属等)和涂层类型(粉末涂料、水性涂料、含金属涂层、润滑油、粘胶剂等)都适用,并且无需更换测量探头,一机通用;6、 提供手持式Flex和在线式Inline等多款机型,满足在生产线上不间断连续测厚,数据实时存档与反馈,有助于提高工件涂装质量;目前已有众多欧美知名涂装厂家成功引入涂魔师非接触测厚技术进行工艺及产线的优化升级,并对改造结果十分满意。[align=center][size=19px][size=18px]案例分析:D?rken MKS(德尔肯)公司[/size][/size][/align][align=right]---德国知名防腐蚀涂层系统(达克罗涂层)制造商[/align][align=center][size=19px][img=,172,172]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171406503479_2438_928_3.png!w172x172.jpg[/img][/size][/align][size=19px]遇到的难题:[/size]涂层涂装后,只能等到涂层烘干后才能测量涂层厚度,导致在客户现场调试设备需要花费几天时间,工作效率过低;[align=center][img=,231,231]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171406591617_4879_928_3.png!w231x231.jpg[/img][/align][size=19px]解决方案:[/size]使用涂魔师非接触测厚设备,在涂层烘干前立即测量涂层湿膜实时精确得出干膜厚度,及时调整涂装系统参数,大大缩短在客户现场涂装系统的调试时间。[size=19px]客户评价:[/size]“我们使用涂魔师来测量固化前的锌片涂层防腐蚀系统(达克罗涂层),节省我们大量的时间成本。该设备具有快速测量、测量精度高和重复性好等优点,成为高效调整工艺参数和监测工艺质量的关键工具。” 综上所述,涂魔师ATO非接触膜厚分析技术十分适合应用于测量阴极电泳漆膜厚度,为生产厂家提供可靠详细的膜厚测量数据,快速判断是原料还是喷涂设备出现问题,从而控制漆膜在较小允许容差范围内,提高涂装工艺稳定性,有效减少产品质量缺陷。
厚度的测量方法有多种,总体上分为非接触式与接触式,非接触式包括射线,涡流,超声波,红外等多种类型,接触式行业中也称为机械式测厚,分为点接触式与面接触式。厚度测量仪的用途:适用于塑料薄膜、薄片、隔膜、纸张、箔片、硅片等各种材料的厚度精确测量。 在选择厚度测厚仪这样的机械设备时,往往都通过比较做出选择,知名品牌也是参考的一点,但是设备的质量也尤为重要。大成精密厚度测量仪就符合这两点的厂家,在国内来说,他们做的是相当不错的,自主研发生产,质量高,进一步确保了高精度,高效率,高稳定性的测量。得到了得到了消费者的大力认可。[align=center][img]http://img.mp.sohu.com/upload/20170516/8bbeebc80b4b42248dbe8f8aabbea7dc_th.png[/img][/align] 厚度测量仪又叫金属厚度测量仪、钢管厚度测量仪、钢板厚度测量仪、厚度测量仪价格、厚度测量仪厂家、金属超声测厚仪、超声厚度测量仪、超声测厚仪价格、数显超声测厚仪、便携式测厚仪、超声波测厚仪价格、超声波测厚仪品牌、数显测厚仪、电子测厚仪、精密测厚仪、超声测厚计、超声测厚仪器、高温测厚仪、不锈钢测厚仪、模具测厚仪、带钢测厚仪、钢结构测厚仪、压力容器测厚仪、压力罐测厚仪、金属管道测厚仪、无损测厚仪是采用最新的高性能、低功耗微处理器技术,基于超声波测量原理,可以测量金属及其它多种材料的厚度,并可以对材料的声速进行测量。可以对生产设备中各种管道和压力容器进行厚度测量,监测它们在使用过程中受腐蚀后的减薄程度,也可以对各种板材和各种加工零件作精确测量。 超声波测量厚度的原理与光波测量原理相似,当探头发射的超声波脉冲通过被测物体到达材料分界面时,脉冲被反射回探头通过精确测量超声波在材料中传播的时间来确定被测材料的厚度。凡能使超声波以一恒定速度在其内部传播的各种材料均可采用此原理测量。 厚度测量仪哪个品牌比较好?不同类型的测厚仪,对应不一样的行业,适用范围也有所不同,那么大家在选购测厚仪时,就需要对特定的测厚仪有所了解。如在选择厚度测量仪上有需要提供产品和知识帮助的友们,欢迎来电大成精密公司来咨询。
我公司现在打算对LED中的管芯背胶厚度进行管控,可是找了几家卖仪器的都只能测涂层厚度(固化后的)和镀层厚度都属于固体测试厚度类别的。而我现在需要测试的是管芯后面涂敷的液体导电胶,此导电胶没有进行固化之前的厚度数据。管芯背胶的厚度大约2μm-4μm之间,测试的时候被测物体为液体。现在我想使用湿膜厚度计测试,请推荐一下符合该测试范围的仪器谢谢!
随着技术的进步,现在各行各业对产品的质量和精度的要求也提高了不少,因此,对设备的要求也是有所提高的,很多厂家在购买激光在线测厚仪的时候都会担心是否防辐射,对产品会不会造成损坏。大成精密通过与科研院所及高等院校的技术合作研发出了一款非接触激光在线测厚仪,因其实非接触式的,所以能确保不会对产品造成损坏,同时具有防辐射等功能,可以说是现在生产厂家测量精度的福音。 非接触激光在线式薄板厚度测量控制仪经过在多家电池极板、涂布机上的应用结果表明,测厚仪使用极其方便,运行稳定、可靠,测量数据稳定、测量精度可达到±1μm。应用该产品的企业一方面可通过提高产品质量档次获得直接的经济效益,另一方面还可通过减小原材料消耗,大幅降低废品率而为企业带来可观的间接经济效益。 http://photo26.hexun.com/p/2016/0411/573411/b_B1BC34AD253A89A6320ED1AC9D9CC493.jpg 非接触激光在线式厚度测量控制仪通过软件对测量数据进行处理和误差补偿,从而能够消除电路和传感器的长期漂移对测量精度的影响,测量数据长期稳定。 由于薄板厚度的变化可以看成是薄板的位移变化,所以利用激光传感器测量位移的原理对薄板厚度的变化进行测量是一种较为理想的非接触测量方法。与现有的射线测量方法相比,该方法环保、无射线辐射污染。

[align=center][size=21px]测量单板厚度的器具改进[/size][/align][size=18px]游标卡尺测量单板厚度会带来一定的正向误差,因此测量结果总是比相对真值要大。根据这一结果对单板测量工具的改进进行了调查。[/size][size=18px]调查结果如下[/size]1、 [size=18px]现有游标卡尺无法满足单板精确测量的原因。[/size][size=18px] 满足测量准确的一个重要原则是要满足阿贝原则。其定义:“如果要使测量仪器得出正确的测量结果,则必须将仪器的标尺安装在被测件测量中心线的延长线上。”凡违反阿贝原则所产生的误差叫阿贝误差。 符合阿贝原则所产生的误差是二次误差,当表尺与被称为测件测量中心线的夹角很小时,此误差可忽略不计。不符合阿贝原则所产生的误差是一次误差,标准尺与被测件的距离越大,误差越大,它是一种不可忽视的误差。公司现用的游标卡尺测量单板厚度为面对面的接触测量,要想满足测量的精确度必须为面对点的测量。因此从设计上来看游标卡尺是违反了阿贝原则的。为减少所产生的测量误差,一方面要提高导轨的加工精度,另一方面在测量时尽量缩短标准尺与被测件的距离。在实际操作游标卡尺测量单板厚度时无法保证每个操作人员进行精确测量。因此使用现有游标卡尺进行单板厚度测量存在一定正向误差。[/size]2、 [size=18px]对现有游标卡尺进行改造。[/size][size=18px] 要消除游标卡尺测量单板所带来的误差可以对卡尺进行适当的改造以达到满足阿贝原则的目的。游标卡尺两个接触面,可以将其中一个接触面改造为半球型,从而满足点与面接触这个条件。但我公司现有的条件要进行游标卡尺的改造具有一定难度。要对卡尺改造只能联系特定厂家进行改造。此种方法费时费力因此不建议采纳。[/size]3、 [size=18px]采购满足单板测量需要的专用工具。[/size][size=18px]在市面上有许多专业用于测量我公司产品单板厚度的量具。其中一种数显千分厚度仪结构简单、精度可靠能满足我公司产品测量需要,具体结构见图(1)。[/size][size=18px]图(1)[/size][img]https://ng1.17img.cn/bbsfiles/images/2020/06/202006250900588362_2466_4034730_3.png[/img][size=18px]数显千分厚度仪[/size][size=18px]该厚度仪接触面为点对点,可以精确测量单板厚度。且该仪器结构简单操作方便也便于携带。价格方面该器具单价普遍低于1000元要低于我们目前所使用的游标卡尺价格。通过与计量专家黄老师的沟通他认为该种器具从测量范围、精度、重复性和使用方便程度上都可以满足我们的测试需求。[/size]4、 [size=18px]建议[/size][size=18px]由于现有游标卡尺功能繁多易损坏且采购价格昂贵无法满足单板厚度测量精度要求。因此建议使用千分测厚仪来替代进行单板厚度测量。千分测厚仪结构简单不易损坏且满足测量单板厚度的专业要求。建议先采购一件进行试用,效果符合我公司生产要求可以进行推广。替换该种器具不仅可以节约器具的采购成本还能更加准确的监控单板厚度质量。[/size]
1 概述HH-HD03/18型 纸张/纸板厚度测定仪 是根据接触测量法原理,广泛用于测量纸张、纸板和瓦楞纸板厚度的测量。仪器主要技术参数符合以下标准:《GB/T 451.3 纸和纸板厚度的测定法》、《GB/T 6547 瓦楞纸板厚度的测定法》等国家和行业标准。2 主要技术特性2.1 主要技术参数参 数 项 目HH-HD03型 纸张厚度测定仪HH-HD18型 纸板厚度测定仪测量范围(0~3)mm,分度值0.01mm(0~18)mm,分度值0.01mm接触压力(100±10)kPa(20±0.5)kPa接触面积(200±5)mm2(1000±20)mm2测量面平行度误差≤0.005mm≤0.035mm外型尺寸(长×宽×高)175mm×125mm×260mm170mm×130mm×330mm质量约5.5 kg约6.5 kg3 操作步骤3.1 拆箱与安装3.1.1 打开包装箱,取出仪器及随机技术文件。3.1.2 将仪器置放在水平的工作台面上并擦净,要求台面平整,高度适中(便于读数)。3.2 测试前准备3.2.1 按GB/T 6547规定采取并处理试样。3.2.2 从表盒中取出计量表,安装在仪器主体上,并进行置零操作,方法为:A 旋松锁紧螺钉,装入计量表;B 上下调整计量表位置,使读数约为0.45mm;C 旋紧锁紧螺钉,注意松紧适度(过松则计量表位置不稳定,过紧则影响计量表测杆运动灵活性);D 左手拇指按下拨杆,抬起测量头;E 缓慢放松拨杆,下落测量头,至与量砧接触,松开左手拇指;F 检查读数是否为零,如不为零,则按计量表上的置零键,使其为零;G 反复起落三次测量头,至零位稳定。3.3 测试3.3.1 按下拨杆抬起测量头。3.3.2 将被测试样放在测量头与量砧之间。3.3.3 缓慢放松拨杆,使测量头均匀下落至与试样接触,松手。3.3.4 读取计量表示值。3.3.5 按下拨杆,抬起测量头,取出试样。3.3.6 重复以上步骤,进行下一次测试。4 维护保养4.1 各滑动、转动部位应经常加油润滑。4.2 测量头与量砧的测量面应防止锈蚀,使用完毕应用洁净汽油擦拭干净;长期不用时活动部位应涂防锈脂,从计量表左上方电池安装孔处拆下电池,延长电池使用寿命。4.3 坚持周期检定,保证仪器良好技术状态(检定周期一般不超过一年)。4.4 为保证测量结果的准确性,当计量表不符要求时,应停止使用,修理后经计量检定合格方可再用。
美国科学家使用普通的蔗糖制造出了纯净的石墨烯,用这种石墨烯可以研制出更轻、更快、更廉价、更紧实柔韧的计算机电子设备,可广泛运用于军用飞机和医疗领域。 美国莱斯大学化学教授詹姆斯·图尔领导的科研小组首先将少量的蔗糖放置在一薄层铜箔上,然后在加热和低压下让这些蔗糖接触流动的氢气和氩气。10分钟后,这些蔗糖缩减成纯净的单层石墨烯,调整气体的流动可控制石墨烯薄膜的厚度。 该研究团队的这种一步式低温处理方法不仅相对简单而且可控,不需要使用更难处理的化学气相沉积法以及其他需要高温的方法,使制造石墨烯变得更加容易。图尔解释道,在传统化学气相沉积法中,科学家需要持续使用气体(甲烷或乙烷)来调整石墨烯的生长环境和掺杂物质以让石墨烯的质量达到最优,但新方法使用了不同的碳原料,因此,可以更好地控制石墨烯中掺杂的物质和石墨烯的厚度。 美国空军科学研究处(AFOSR)的项目主管查尔斯·李表示,图尔正在探索的新化学方法,可以生产出高质量的碳基纳米结构,如碳纳米管和具有特定属性的石墨烯等。而掺杂了其他物质的石墨烯对空军和其他商业电子产品都非常有用。纯净的石墨烯缺乏能带隙,这使它难于用作数字器件。但掺杂了其他物质的石墨烯可以操控电子设备和光学设备的性能,这对于制造开关设备和逻辑设备来说非常重要。 新石墨烯材料在其他商业和医疗领域运用也极富潜力。科学家可以用其研制透明的触摸屏设备、创伤性脑损伤手术中使用的特殊生物相容型薄膜、个人电脑中更快捷的晶体管或太阳能捕获设备中的纤薄材料等。(科技日报)
拉伸测试样品厚度太小,只有0.1mm厚度,夹持引伸计时感觉对样品有影响,有标准规定引伸计夹持的样品最小厚度是多少吗?
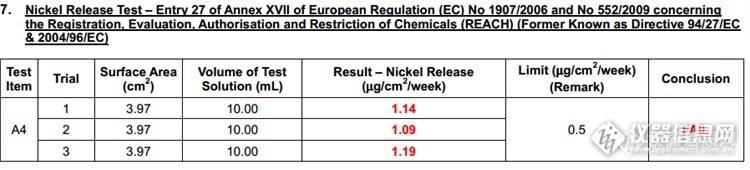
我是一个化学方面的小白,最近公司遇到一件棘手的事情,想跟专业人士请教:我们工厂是做饰品的, 有一位美国的客人下了一份大的订单,改产品电镀有特别的要求,其中要求电镀镍厚度6MICRON.IONIC PATING STANDARDS IP Gold color IP Gold 10 micron Copper *** / 6 micron nickel / flash PNP / 0.4 micron Ti N / IP 0.1 microns Gold Rose Gold IP Rose Gold 10 micron Copper ***/ 6 micron nickel/ flash PNP / 0.4 micron TiN / IP 0.1 microns Rose Gold Silver color IPS (Silver Tone) 10 micron Copper ***/ 6 micron Ni/ flash PNP / 0.2 micron Cr-Fe alloy (70% Cr) 货物做好之后抽取样品进行镍释放检测,检测结果是镍释放量超标。http://ng1.17img.cn/bbsfiles/images/2016/12/201612280907_01_3176044_3.png那么我的疑问是,客人要求我们做镍厚度6MICRON,我们镍释放量是能够达到客人要求的不能大于0.5的这个数字吗?也就是说电镀层镍的厚度是否直接关系到镍释放量的大小?我的疑问是客人要求我们做的这个镍厚度是肯定不可能达到客人要求的这个镍释放量的,请专业人士帮忙解答一下,是否有专业的数据能让我这个小白找到问题的根源,谢谢。file:///C:\Users\mmeng\AppData\Roaming\Tencent\Users\657468381\QQ\WinTemp\RichOle\ZCUFOFRYQ3YRE4X(@C(P`DH.png
[align=center][font=宋体][size=16.0000pt]关于测量车间单板厚度的器具改进调查[/size][/font][/align][font=宋体][size=14.0000pt]10[font=宋体]月[/font][font=Calibri]19[/font][font=宋体]日广电计量专家对我司计量相关人员进行了计量方面的知识培训。在培训中黄老师提出使用现有的游标卡尺测量单板厚度会带来一定的正向误差,因此测量结果总是比相对真值要大。根据这一结果对单板测量工具的改进进行了调查。[/font][/size][/font][font=宋体][size=14.0000pt]调查结果如下:[/size][/font][font=宋体][size=14.0000pt]一、[/size][/font][font=宋体][size=14.0000pt]现有游标卡尺无法满足单板精确测量的原因。[/size][/font][font=宋体][size=14.0000pt] [font=宋体]满足测量准确的一个重要原则是要满足阿贝原则。其定义:[/font]“如果要使测量仪器得出正确的测量结果,则必须将仪器的标尺安装在被测件测量中心线的延长线上。”凡违反阿贝原则所产生的误差叫阿贝误差。 符合阿贝原则所产生的误差是二次误差,当表尺与被称为测件测量中心线的夹角很小时,此误差可忽略不计。不符合阿贝原则所产生的误差是一次误差,标准尺与被测件的距离越大,误差越大,它是一种不可忽视的误差。公司现用的游标卡尺测量单板厚度为面对面的接触测量,要想满足测量的精确度必须为面对点的测量。因此从设计上来看游标卡尺是违反了阿贝原则的。为减少所产生的测量误差,一方面要提高导轨的加工精度,另一方面在测量时尽量缩短标准尺与被测件的距离。在实际操作游标卡尺测量单板厚度时无法保证每个操作人员进行精确测量。因此使用现有游标卡尺进行单板厚度测量存在一定正向误差。[/size][/font][font=宋体][size=14.0000pt]二、[/size][/font][font=宋体][size=14.0000pt]对现有游标卡尺进行改造。[/size][/font][font=宋体][size=14.0000pt] [font=宋体]要消除游标卡尺测量单板所带来的误差可以对卡尺进行适当的改造以达到满足阿贝原则的目的。游标卡尺两个接触面,可以将其中一个接触面改造为半球型,从而满足点与面接触这个条件。但我公司现有的条件要进行游标卡尺的改造具有一定难度。要对卡尺改造只能联系特定厂家进行改造。此种方法费时费力因此不建议采纳。[/font][/size][/font][font=宋体][size=14.0000pt]三、[/size][/font][font=宋体][size=14.0000pt]采购满足单板测量需要的专用工具。[/size][/font][font=宋体][size=14.0000pt][font=宋体]在市面上有许多专业用于测量我公司单板厚度的量具。其中一种数显千分厚度仪结构简单、精度可靠能满足我公司产品测量需要,具体结构见图([/font]1[font=宋体])。[/font][/size][/font][font=宋体][size=14.0000pt][font=宋体]图([/font]1[font=宋体])[/font][/size][/font][img=,379,318]file:///C:\Users\ADMINI~1\AppData\Local\Temp\ksohtml6548\wps1.jpg[/img][font=宋体][size=14.0000pt]数显千分厚度仪[/size][/font][font=宋体][size=14.0000pt][font=宋体]该厚度仪接触面为点对点,可以精确测量单板厚度。且该仪器结构简单操作方便也便于携带。价格方面该器具单价普遍低于[/font]1000[font=宋体]元要低于我们目前所使用的游标卡尺价格。通过与广电计量专家黄老师的沟通他认为该种器具从测量范围、精度、重复性和使用方便程度上都可以满足我们的测试需求。[/font][/size][/font][font=宋体][size=14.0000pt]四、[/size][/font][font=宋体][size=14.0000pt]建议[/size][/font][font=宋体][size=14.0000pt]由于现有游标卡尺功能繁多易损坏且采购价格昂贵无法满足单板厚度测量精度要求。因此建议使用千分测厚仪来替代进行单板厚度测量。千分测厚仪结构简单不易损坏且满足测量单板厚度的专业要求。建议先采购一件进行试用,效果符合我公司生产要求可以进行推广。替换该种器具不仅可以节约器具的采购成本还能更加准确的监控单板厚度质量。[/size][/font]

[b]涂魔师非接触无损测厚仪采用领先的光热法 (ATO)工作原理[/b][url=http://www.tumoshi.com/flex]涂魔师非接触无损测厚仪[/url]采用非接触式无损测厚专利技术ATO,它能测量湿漆、固化前的粉末涂料实时精准得出干膜厚度,或者直接测量固化后的涂层厚度。涂魔师适用于各种涂料类型和所有颜色(包括白色等浅色)。与电磁感应测厚设备相比,涂魔师能精准测量金属、木材、塑料和橡胶等基材上的涂层厚度。与其他基于光热法、激光和超声波原理的设备相比,它具有安全可靠、使用方便、精度高和重复性好、校准简便并无需严格控制测试距离和角度等测量优势。[align=center][img=,480,480]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171428151193_9795_928_3.jpg!w480x480.jpg[/img][/align][b]轻松拿起设备,即可实现一键测厚[/b]涂魔师非接触无损测厚仪是一款具有独特设计且功能齐全的非接触式精准测厚设备,无需等到涂层固化后才进行涂层厚度测量,能有效节省材料和避免涂层缺陷问题,十分适用于生产车间现场。精确监控涂装工艺全过程,通过优化工艺能节省高达25%的涂装材料消耗量,有效节约生产时间并降低返喷率。[b]手持式非接触膜厚分析仪特色功能测湿膜直接显示干膜厚度[/b]在生产前期非接触式测量未固化的涂层直接得出涂层的干膜厚度,如粉末涂料、油漆等[b]非接触式无损测厚领先专家[/b]采用先进的热光学专利技术,无需接触或破坏产品表面涂层,在允许变化角度和工作距离内即可轻松测量膜厚[b]无需严格控制测量条件[/b]允许测量各种颜色的涂料(不受浅色限制);适用于外形复杂的工件(如曲面、内壁、边角、立体等隐蔽区域)[img]http://www.tumoshi.com/public/img/bg-img/benefits.png[/img][b]适合生产车间现场使用[/b]便携灵活的手持式设计,能够连续实时测量生产线上的移动工件,对于摇摆晃动的工件都能精确测量膜厚[b]数据自动记录及生产全过程[/b]100%测量数据安全自动储存于云端,实现生产工艺的统计及不间断追溯,高效监控膜厚真实情况[b]测量时间短,一键即可完成膜厚测试[/b]涂魔师非接触无损测厚仪测量精度高且操作简单,测试时间仅需0.5秒[b][url=http://www.tumoshi.com/flex#collapseOne]技术参数-涂魔师手持式非接触膜厚分析仪,高精度镀层测厚仪[size=10px][font=FontAwesome][/font][/size][/url][url=http://www.tumoshi.com/flex#collapseOne][size=10px][font=FontAwesome][/font][/size][/url][/b]烘干前湿漆 测量范围:1-400 微米固化前的粉末涂料 测量范围:1-400 微米固化后粉末涂料/烘干后干漆 测量范围:1-1000 微米测量时间:0.3 秒允许测量距离:2 – 15 厘米允许倾斜角度:±45°能否测量运动工件:允许相对标准偏差: 1%(取决于涂层/基材类型)访问测试数据方式:通过ERP和浏览器实时访问数据IP防护等级:IP20[b][url=http://www.tumoshi.com/flex#collapseTwo]MP Bolagen Industri AB公司的涂装团队经理对涂魔师手持式非接触膜厚分析仪的评价[size=10px][font=FontAwesome][/font][/size][/url][url=http://www.tumoshi.com/flex#collapseTwo][size=10px][font=FontAwesome][/font][/size][/url][/b]“我们决定在涂装工艺早期使用涂魔师来控制我们的工艺,从而保证使用正确的喷粉量,这样我们就不会消耗过多的粉末涂料。因此我们能确保生产高质量产品的同时避免了返工和保护了环境。”
万分求助! 现在手头有不锈钢,还有聚丙烯PP腐蚀后的样品。它们大约是15×10×5mm的立方体,八个面都被腐蚀过了。想通过电镜得出腐蚀层的厚度,以知道它们的耐腐蚀程度啊?现在的问题是,如果把某一个面用砂纸磨,然后抛光,电镜下看侧面的腐蚀厚度,可是这样在磨和抛光时会把四周的腐蚀层给磨掉。很郁闷,求助谁知道我该怎么处理试样,怎么做才能不破坏腐蚀层,测得腐蚀厚度? 急!谢谢啊!
一、磁吸力原理测厚仪利用永久磁铁测头与导磁的钢材之间的吸力大小与处于这两者之间的距离成一定比例关系可测量覆层的厚度,这个距离就是覆层的厚度,所以只要覆层与基材的导磁率之差足够大,就可以进行测量。鉴于大多数工业品采用结构钢和热轧冷轧钢板冲压成形,所以磁性测厚仪应用最广。测量仪基本结构是磁钢,拉簧,标尺及自停机构。当磁钢与被测物吸合后,有一个弹簧在其后逐渐拉长,拉力逐渐增大,当拉力钢大于吸力磁钢脱离的一瞬间记录下拉力的大小即可获得覆层厚度。一般来讲,依不同的型号又不同的量程与适应场合。 在一个约350º角度内可用刻度表示0~100µm;0~1000µm;0~5mm等的覆层厚度,精度可达5%以上,能满足工业应用的一般要求。这种仪器的特点是操作简单、强固耐用、不用电源和测量前的校准,价格也较低,很适合车间作现场质量控制。 二、磁感应原理测厚仪磁感应原理是利用测头经过非铁磁覆层而流入铁基材的磁通大小来测定覆层厚度的,覆层愈厚,磁通愈小。由于是电子仪器,校准容易,可以实多种功能,扩大量程,提高精度,由于测试条件可降低许多,故比磁吸力式应用领域更广。当软铁芯上绕着线圈的测头放在被测物上后,仪器自动输出测试电流,磁通的大小影响到感应电动势的大小,仪器将该信号放大后来指示覆层厚度。早期的产品用表头指示,精度和重复性都不好,后来发展了数字显示式,电路设计也日趋完善。近年来引入微处理机技术及电子开关,稳频等最新技术,多种获专利的产品相继问世,精度有了很大的提高,达到1%,分辨率达到0.1µm,磁感应测厚仪的测头多采用软钢做导磁铁芯,线圈电流的频率不高,以降低涡流效应的影响,测头具有温度补偿功能。由于仪器已智能化,可以辨识不同的测头,配合不同的软件及自动改变测头电流和频率。 一台仪器能配合多种测头,也可以用同一台仪器。可以说,适用于工业生产及科学研究的仪器已达到了了非常实用化的阶段。利用电磁原理研制的测厚仪,原则上适用所有非导磁覆层测量,一般要求基本的磁导率达500以上。覆层材料如也是磁性的,则要求与基材的磁导率有足够大的差距(如钢上镀镍层)。磁性原理测厚仪可以应用在精确测量钢铁表面的油漆涂层,瓷、搪瓷防护层,塑料、橡胶覆层,包括镍铬在内的各种有色金属电镀层,化工石油行业的各种防腐涂层。对于感光胶片、电容器纸、塑料、聚酯等薄膜生产工业,利用测量平台或辊(钢铁制造)也可用来实现大面积上任一点的测量。
[em28] 如主題, 按IEC方法只能 知道'含有,不含有'.但有的客人要求1000PPM 用點測法時又知道樣品含有Cr(VI)時,找廠商要鍍層密度',厚度,表面積'又無法提供與SGS確認,他們也因技術原因未用酸脫法測試.請指點,如何處理?急!!!
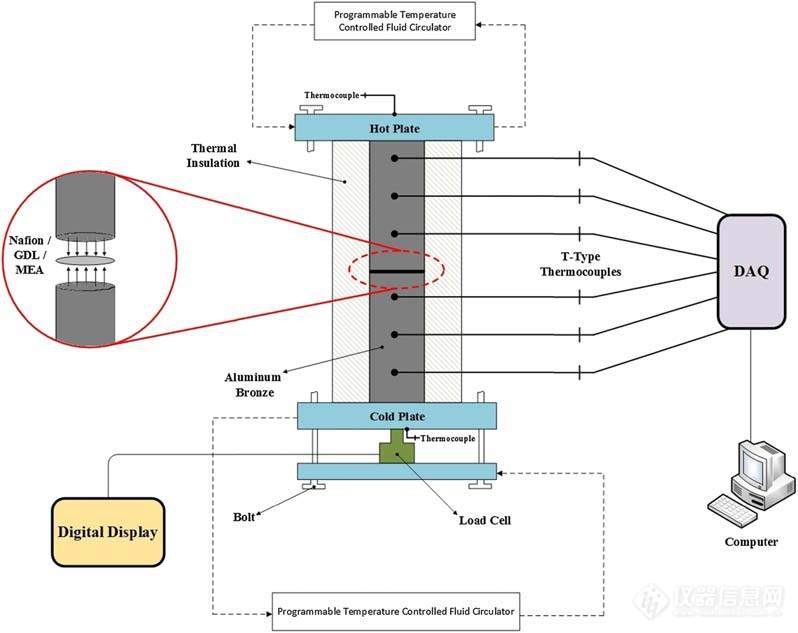
[color=#cc0000]摘要:针对质子交换膜燃料电池中气体扩散层材料厚度方向导热系数测试,介绍了气体扩散层在压缩等条件下进行测试的几种有效测试方法,并分析了稳态法和瞬态法的特点、局限性和应用中存在的问题。并针对瞬态法开展了深入研究,提出了一种更实用的新型测试模型结构。[/color][color=#cc0000]关键词:燃料电池,气体扩散层,导热系数,温度波法,激光闪光法[/color][align=center][color=#cc0000][img=气体扩散层导热系数测试,690,454]https://ng1.17img.cn/bbsfiles/images/2019/01/201901152122447766_8811_3384_3.jpg!w690x454.jpg[/img][/color][/align][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align][b][color=#cc0000]1. 概述[/color][/b] 质子交换膜燃料电池中的气体扩散层(GDL)材料呈现明显的各向异性特点,而且厚度很薄,也就是气体扩散层材料是微米量级的物理尺度。在如此小的物理尺度下对薄膜材料性能进行准确测量评价,势必面临着严峻的技术挑战,这种技术挑战完全是薄膜材料面内方向热物理性能测试无法比拟的,毕竟物理尺度不在一个量级上。因此,上海依阳实业有限公司针对薄膜材料,特别是质子交换膜燃料电池中的气体扩散层薄膜材料,对厚度方向导热系数测试技术进行研究,以在实际工程应用中建立起测量准确性高、且操作简便的测试方法和测试仪器。[b][color=#cc0000]2. 气体扩散层厚度方向导热系数测试要求[/color][/b] 根据目前质子交换膜燃料电池中的气体扩散层(GDL)材料的现状,GDL薄膜材料在厚度方向上的导热系数测试,要考虑以下几方面的特性: (1)各向异性条件:如文献报道,各种GDL材料的面内方向和厚度方向导热系数分别为3.5~15W/mK和0.2~2W/mK。这基本就确定了GDL薄膜厚度方向导热系数变化范围大致为0.05~5W/mK,这个范围基本就是非金属薄膜材料的导热系数范围。 (2)厚度范围:各种GDL材料的厚度基本都在100~500范围内。 (3)压缩力条件:在燃料电池装配过程中会对GDL产生一定的压缩力来改变电池性能,加载到GDL上的压力范围一般为1MPa以下,最大不超过6MPa。 [b][color=#cc0000]3. 测试方法及其特点分析[/color][/b] 薄膜材料的导热系数测试方法众多,但由于GDL被测样品要在上述加载压力下进行测试,有些方法并不适合。合适的测试方法基本上分为稳态法和瞬态法两类。[color=#cc0000]3.1. 稳态法3.1.1. 稳态热流计法[/color] 对于薄膜和薄层材料厚度方向导热系数的测试,最常用的方法是A-S-T-M D5470。由于这种方法基于稳态热流测量,所以通常称之为保护热流计法或恒定热流法。另外,由于这种方法可以对被测样品加载可控的压缩力和对接触热阻进行测量,使得这种方法在大多数GDL厚度方向导热系数测量中得到应用。[align=center][img=,690,547]https://ng1.17img.cn/bbsfiles/images/2019/01/201901152116413556_4706_3384_3.jpg!w690x547.jpg[/img][/align][align=center][color=#cc0000]图3-1 气体扩散层(GDL)厚度方向导热系数测量装置示意图[/color][/align] 如图3-1所示,在稳态热流计法中,GDL样品夹在上下两个热流计棒之间。上热流计顶部与热板接触,下热流计棒底部与冷板接触,因此通过柱形棒轴线方向从顶部到底部存在连续的热流,实验装置也设计成热量仅允许沿轴向传递。通过温度传感器测量棒上的温度分布梯度(如图3-1所示,并排放置,在顶部和底部棒上具有相同间隔),施加到GDL样品上的压缩载荷也通过负载装置控制。在达到稳态条件下,分别测量流经样品的热流、样品厚度方向上的温差和样品厚度,就可根据稳态傅立叶传热定律计算得到GDL样品厚度方向上的导热系数。[color=#cc0000]3.1.2. 准稳态法[/color] 准稳态法是一种介于稳态和瞬态方法之间的一种导热系数测试方法,在板状被测样品的一面线性升温和降温过程中,在一维热流边界条件下,样品的冷热面温差会逐渐趋于一种相等状态,这个动态过程中的稳态阶段,就称之为准稳态。通过准稳态下的测量可确定被测样品导热系数随温度的实时变化曲线,准稳态法导热系数测试所对应的标准测试方法为A-S-T-M E2584。 准稳态法的测量原理如图3-2所示,Zamel等人采用准稳态法对用作GDL的碳纸在厚度方向的导热系数进行了测量,并测量了温度、压缩和PTFE加载对碳纸厚度方向导热系数的综合影响。在测试中所用的样品材料为日本东丽TPGH-120型号的碳纸,单张碳纸的厚度为370μm,被测样品由6层碳纸组成,总厚度为2.22 mm。测试温度范围为-50~120℃,压缩力大小最大为1.6 MPa。如所推测的那样,在碳纸未经处理和经PTFE处理过的不同情况下,随着压缩增加,导热系数增加。此外,他们还观察到温度的升高导致厚度方向导热系数提高。这种行为与面内导热系数研究的测量结果形成对比,表明碳纤维的热膨胀具有方向依赖性。[align=center][img=,690,561]https://ng1.17img.cn/bbsfiles/images/2019/01/201901152117126996_6136_3384_3.jpg!w690x561.jpg[/img][/align][color=#cc0000][/color][align=center][color=#cc0000]图3-2 准稳态法GDL厚度方向导热系数测量原理图[/color][/align][color=#cc0000]3.1.3. 稳态法应用中存在的问题和局限性[/color] 目前GDL厚度方向导热系数测量的大多数都是采用稳态测量方法,从文献报道上来看基本都是采用自行搭建的测试仪器。稳态法的最大特点是原理模型简单,这往往误导了很多此方法的使用者。因为稳态法原理模型所要求的边界条件非常苛刻且实现难度大,要做到对薄膜类材料导热系数准确测量需要非常精密的加工制造和复杂的校准过程,所以很多国外商品化稳态法测试仪器往往很昂贵,而这些往往是自行搭建仪器最容易忽略的关键内容,由此带来的结果就是测试数据波动性大和误差大,不同文献往往会得出相反的结论。 迄今为止,已经尝试了实验性努力以使用稳态法了解压缩对厚度方向导热系数的影响。用稳态法Khandelwal和Mench测量了温度在+26~+73℃范围内对TORAY碳纸导热系数的影响,他们报告了导热系数随温度升高而降低。他们的测量是在2MPa的压缩力下进行,该压缩力大小代表着接触热阻最小化的压力。在同一项研究中,他们还测量了Teflon对SIGRACET碳纸处理的影响,并表明在碳纸上添加PTFE会大大降低其导热系数。 在文献中还研究了压缩和添加PTFE对多个制造商碳纸的总导热系数的影响,观察到的一般趋势是厚度方向导热系数随着压缩压力的增加而增加,这主要归因于碳纤维之间总接触热阻的降低。在Burheim等人的研究中,他们研究了压缩、厚度、PTFE和液态水对碳纸的厚度方向导热系数的影响,他们报告说,添加PTFE会导致整体导热系数降低,而压缩和液态水会导致这种性能提高。此外,他们的主要观察之一是具有不同厚度的TORAY纸显示出不同的导热性,他们将这一发现主要归功于这种碳纸的制造过程,而且他们假设较厚的样品是通过将较薄的样品堆叠在一起而制成的。 在Nitta等人的研究中报道了,尽管施加的压力高达5.5MPa,但发现TORAY碳纸的导热系数与压缩压力无关,他们认为这种趋势主要是由于通过空气的热传递引起的,尽管其导热系数低于固体碳纤维的导热系数。值得注意的是,根据TORAY材料的规格参数,不考虑纸张厚度时,TORAY碳纸厚度方向导热系数在室温下为1.7 W/mK。没有关于TORAY所使用的测量方法的公开信息,此外,在已发表的文献中关于获得该值所需的压缩压力存在很大差异。例如,根据Khandelwal和Mench和Burheim等人的研究,压缩压力对整体导热系数有显著影响,而在参考文献中可以看出这种情况并非如此。 通过对大量文献进行分析,发现在气体扩散层(GDL)厚度方向热导率测试中很多研究机构选择稳态法测量导热系数,主要出于以下几方面的考虑: (1)同时兼顾气体扩散层样品面内方向导热系数的测试。 (2)同时兼顾气体扩散层样品厚度方向电导率的测试。 (3)可进行仪器结构扩展以兼顾薄膜样品面内方向电导率和导热系数的测试。 由于在稳态法测试仪器研制过程中,缺乏对测试模型和边界条件的深刻理解,缺乏仪器设计和高精度制造的能力,缺乏校准和考核仪器的技术手段,以及稳态法自身存在的局限性,这些都会造成稳态法测试仪器对薄膜导热系数测量产生较大误差,使得薄膜热物理性能变化规律很容易淹没在仪器的系统误差内。 纵观各种稳态法测试仪器,在薄膜材料厚度方向导热系数测试应用中普遍存在的问题以及测试方法固有的局限性主要表现在以下几个方面。 (1)温度传感器的选择:温度测量的准确性差是目前稳态法薄膜导热系数测量的最严重问题。温度测量涉及到流经薄膜样品厚度方向热流测量和薄膜样品厚度方向上两个表面上的温度差,因此温度测量对导热系数和热阻测量精度有着直接影响。尽管在稳态法中温度测量可以是相对形式(温差值),但对温度传感器的灵敏度、稳定性和一致性要求非常高。绝大多数自制稳态法仪器普遍采用细径铠装热电偶进行测温,采用细径主要是为了减少铠装热电偶金属套管带来的侧向散热损失。而热电偶是一种测温精度较差的温度传感器,在常温附近更容易引起较大误差,所以热电偶的测温精度根本无法满足要求。但如果选择精度合适的电阻温度传感器,则会增大传感器尺寸,带来更大的定位误差,同时会增加传感器自身导热带来的散热损失。 (2)温度传感器的校准和配套措施:温度传感器除了在安装前需要进行自身校准之外,因为温度传感器还涉及到热流测量和样品表面温度的推算,安装后的温度传感器还需要进行一系列的在线校准来对传感器和装置做出准确的评估和合理的修正。另外,为了防止温度传感器引线带了的侧向热损,需要配套专门用于热电偶引线的热防护装置,这势必使得整个测量装置非常复杂。A-S-T-M D5470只是给出了原则性的规定,并没有详细的描述,这方面内容在A-S-T-M C177中有着详细描述以及试验考核验证过程。 (3)对于薄膜厚度方向导热系数测试,薄膜样品厚度,特别是在线受压时的厚度要求均匀性要好,这就对测量装置的机械移动机构和在线厚度测量机构提出非常高的要求,位移、平行度和位移测量至少要达到微米量级精度,否则很容易在加载压力过程中使得薄膜样品产生倾斜而带来很大的热阻和导热系数测量误差。同时,还需要测试仪器在整个生命周期内始终保持这个高精度。 (4)综上所述,可以将稳态法导热系数和热阻测量装置等效看作是一个精度更高的大号螺旋千分卡尺,位移及其厚度测量精度至少优于10微米,而且还要保证平行度,同时还要布置上多只温度传感器及其主动和被动热防护装置。所有这些都会使得相应的稳态法测试仪器较为复杂,在选材、设计和加工制作中要十分谨慎,并经过一系列复杂的校准和考核试验后,仪器才能正常使用。目前我们看到的国内外大多数自制的稳态法测试仪器,包括国内一些仪器厂商生产的一些低价的稳态法测试仪器,只能属于教学类仪器,根本经不起规范的考核验证的检验,无法真正在科研生产中进行准确测量,使得很多材料特征及其变化规律往往淹没在巨大的测试误差范围内。[color=#cc0000]3.2. 瞬态法[/color] 瞬态法不同于稳态法需要人为加载一个较大的温度梯度,瞬态法测量时只是在稳态样品上施加一个1℃左右的微小温度扰动,测量由于温度扰动所引起的温度幅度或相位变化,测试过程更快捷,测试边界条件更接近于薄膜材料的真实使用环境,直接得到的测量结果往往是热扩散系数。尽管瞬态法理论模型和数据处理十分复杂,但测量装置十分简单,可以直接放置在各种实际应用环境中进行测试,特别适用于老化过程中薄膜材料性能的实时衰减考核。 在ISO 22007标准测试方法中,比较全面的对各种瞬态法做出了规定。但针对气体扩散层(GDL)厚度方向导热系数在压力加载过程中的测试,比较合适的瞬态法是温度波法和激光闪光法。由于瞬态热线法和平面热源法测量的是体积导热系数,无法明确测量厚度方向导热系数,并不适合各向异性GDL厚度方向导热系数测试。[color=#cc0000]3.2.1. 温度波法[/color] ISO 22007-3规定了一种温度波分析方法,用于确定薄膜和塑料板在整个厚度方向上的热扩散系数。温度波法是一种通过测量样品前后表面之间温度波的相移来测量薄而扁平样品厚度方向热扩散系数的方法。使用在样品两个表面上溅射或接触的电阻器,一个作为加热器,通过交流焦耳加热产生温度波,另一个作为温度计来检测温度波。 ISO 22007-3中给出了温度波法测量装置示意图,如图3-3所示,同时还给出了直接溅射到薄膜样品前后表面上的加热器和传感器元件的示例,如图3-4所示。[align=center][img=3-3 温度波法热扩散系数测量装置示意图,690,473]https://ng1.17img.cn/bbsfiles/images/2019/01/201901151925076294_8710_3384_3.jpg!w690x473.jpg[/img][/align][align=center][color=#cc0000]图3-3 温度波法热扩散系数测量装置示意图[/color][/align][align=center][color=#cc0000][img=3-4 加热器和传感器单元示例,690,381]https://ng1.17img.cn/bbsfiles/images/2019/01/201901151925274567_6425_3384_3.jpg!w690x381.jpg[/img][/color][/align][color=#cc0000][/color][align=center][color=#cc0000]图3-4 加热器和传感器单元示例[/color][/align] 从上述描述中可以看出,温度波法测量装置包括彼此面对的微加热器和温度传感器,样品安装在它们之间。向加热器提供弱的正弦电功率信号,在样品表面上产生温度波。温度传感器是一种高灵敏度电阻传感器,它使用前置放大器在将弱信号进入锁相放大器之前对其进行放大。观察到的温度信号是激发温度波和背景温度信号的混合,例如环境的温度。在交流测量中,锁定放大的一个优点是能够提取和分析信号中仅一个指定频率分量的变化,抵消室温变化的影响(误差的主要来源)以及噪声成分实现高灵敏度测量。通过将实际施加的温度波幅度限制在1℃以内或更低,可以有效地抑制对流和辐射,并确保几乎不损坏样品。此外,如果采用极小的传感器尺寸则可识别更小样品区域内的热扩散系数。 由此可以看出,在样品的夹持、厚度控制和测量方面,温度波法与稳态法基本相同,温度波法也可以在测量过程中对样品加载一定的压力,但温度波法则规避了稳态法温度和热流测量方面的复杂问题,并采用交流加热和锁相放大技术可以有效的提取测量信号和减少误差,可以对薄膜材料进行高灵敏测量。 温度波法对薄膜热性能测试有着明显优势,Morikawa和Hashimoto采用此方法对芳香族族聚酰亚胺薄膜厚度方向热扩散系数进行了测量,获得了10~570K温度范围内厚度范围为0.1~300μm的薄膜热扩散系数。 但从图3-4所示的样品制备中可以看出,需要在薄膜样品的两个表面上进行繁琐的溅射工艺处理,这明显制约了温度波法的广泛应用,这也是ISO 22007-3温度波法标准颁布这么多年来一致没有推广使用的主要原因。[color=#cc0000]3.2.2. 激光闪光法[/color] 在ISO 22007-4对激光闪光法也做出的规定。激光闪光法的原理是使用短能量脉冲(通常由激光提供)照射样品的正面,并使用红外探测器记录样品背面的后续温度升高。从样品背面的温度-时间曲线的形状和样品厚度,可以确定样品的热扩散率。对于具有多孔或透明性质的薄膜材料,它们必须在测试前进行涂覆以确保分别在前后面进行吸收和发射。激光闪光法测量原理和样品表面处理如图3-5所示。[align=center][img=,690,236]https://ng1.17img.cn/bbsfiles/images/2019/01/201901152117530286_1398_3384_3.jpg!w690x236.jpg[/img][/align][color=#cc0000][/color][align=center][color=#cc0000]图3-5 激光闪光法测量原理和样品表面处理示意图[/color][/align] 激光闪光法最大的特点是非接触测量,很容易进行各种温度下的测试,因此激光闪光法在薄膜热物理性能测试中应用十分广泛。但对于气体扩散层(GDL)这种特殊薄膜材料的测试,采用激光闪光法则存在以下问题: (1)气体扩散层(GDL)是一种多孔材料,相对于激光而言属于透光材料,在采用激光闪光法测试是需要对GDL样品进行表面处理,需要镀金和喷涂石墨来进行遮光处理,但这样的样品表面处理会使涂层材料通过孔隙进入GDL样品而对测量结果带来严重影响。 (2)GDL薄膜材料需要在可控压力加载情况下进行测试,而普通的激光闪光法测量装置并不具备压力加载和控制能力,由此使得激光闪光法很少用于GDL导热系数的测试。[color=#cc0000]3.2.3. 瞬态法特点和应用中存在的问题[/color] 在薄膜材料热性能测试方面,稳态法与瞬态法有着明显区别和各自的显著特点。 稳态法是基于温度和热流处于不随时间变化的稳定状态下进行测试的一种方法,测量薄膜材料热性能基本是基于较厚块体样品的测试软硬件体系。而在薄膜材料稳态法测试过程中,由于样品厚度的减小,相应的被测信号(如温度和热流)相应的也会变小,这使得在块体样品测试中一些并不明显的问题得到了放大和凸出,如温度传感器精度、热损影响和测量表面精度等。为了解决因样品变薄所带来的一系列问题,就需要增加相应的辅助措施来保证测试满足边界条件,从而造成测试设备整体十分复杂,并需要进行一系列的校准验证考核试验,但效果并不十分明显。从另一个方面来看,稳态法是在块体材料热性能基础上发展起来的测试方法,对于较大尺寸的块体样品测试技术非常成熟和稳定。为了进行薄膜材料测试,在稳态法上做的任何工作都是在挖掘稳态法的潜力,是对稳态法测试能力区间的下限进行进一步的拓展,但毕竟是测试能力下限,受到了稳态法自身的制约,这种扩展空间十分有限且效果很难保证。这也是市场上没有可用于薄膜材料热性能测试仪器的主要原因。 瞬态法与稳态法恰恰相反,瞬态法是基于样品材料对热激励动态响应的一种测试方法,被测样品越薄,对热激励的响应越快,所以瞬态法的核心是检测物理量随时间变化快慢的问题。同时,在被测样品对热激励的快速响应过程中,周围环境和其他边界条件的影响反而变得很小,这就是瞬态法测试设备往往比较简单的主要原因。最主要的是,随着技术的发展,块体样品(特别是薄膜材料)对热激励的动态响应时间,在当前的电子检测技术面前都不属于快速测量范畴,采用目前的各种电子技术手段很容易对热激励响应进行快速和准确测量。从另一方面理解,就是针对材料的热性能测试,瞬态法可以针对不同被测样品厚度范围(响应时间)采用相应响应频率范围的电子仪器和设备来实现准确测量,而目前电子仪器设备的测试能力要远远超过薄膜材料热性能测试的需求。这就是瞬态法自身的最大优势,同时也是目前市场上薄膜材料热性能测试仪器大多采用瞬态法的主要原因。 瞬态法与稳态法一样,在实际应用中都存在以下几方面的共性问题: (1)在线厚度的均匀性和准确测量问题:样品尺寸越大,样品厚度越小,厚度均匀性越难保证。稳态法由于要布置多只温度传感器而使得样品面积尺寸没有多少减少余地,所以在厚度均匀性保证上有一个极限值。但瞬态法在样品尺寸变化上则有很大空间,瞬态法可以根据激励源和探测器的尺寸来改变样品尺寸大小,样品可以做到很小尺寸,如激光闪光法样品尺寸可以做到直径5~12mm,温度波法样品尺寸还可以更小,由此使得瞬态法更容易保证样品厚度的均匀性以及在线准确测量。 (2)接触热阻问题:无论是稳态法还是瞬态法,测量中都会面临接触热阻问题,在薄膜材料测试中会更为明显。稳态法解决接触热阻问题是通过测量一系列相同材质和表面状态但厚度不同的样品,通过测试结果推算出接触热阻。但对于薄膜材料而言,一系列不同厚度薄膜样品很难加工制作,另外薄膜厚度均匀性问题也会造成接触热阻测量误差很大。因此无论是稳态法还是瞬态法,采用变厚度测量方法测试接触热阻只能算是一种无奈之举。在瞬态法测试过程中,可以将接触热阻看作是另一种材质的样品薄膜,整个测试模型就可以看作是一个多层薄膜结构的测试问题。只要采用瞬态法测量结果推算出各分层样品的热性能参数,就可以消除接触热阻的影响。随着瞬态法理论模型的发展,目前已经找到多层结构求解的技术途径,还需要进一步的模拟计算和试验考核以验证此方法的准确性和可靠性。 (3)多层膜问题:大多数薄膜材料在实际应用中都是沉积在基材上,或是与其他薄膜材料进行复合后使用,呈现单层结构并能用于测量的薄膜材料很少,因此更有应用价值的是多层膜的测试问题,特别是对于多层膜样品要能够测试出各个单层薄膜的热物性参数,同时还要考虑压缩力等外部环境条件。多层膜问题与接触热阻问题类似,核心都是一个根据瞬态法测量结果求解单层膜信息的科学问题。[b][color=#cc0000]4. 瞬态法测试技术的深入研究[/color][/b] 从上述瞬态法特点和存在问题中可以看出,对于薄膜材料,特别是对于质子交换膜燃料电池气体扩散层薄膜材料,瞬态法测试中很大的问题是要对每个被测气体扩散层样品进行表面加工和处理,这显然会增大测试的难度和工作量。如果样品材料的刚度不够而发生皱着和弯曲,则会很难制造合适的被测薄膜样品,因此薄膜测试中被测样品的制作和提取一直是个比较棘手的问题。 我们通过分析,对瞬态法测试技术进行了更深入的研究,特别是在被测样品环节提出了一种新的试验方法。这种新方法就是不在被测样品上进行任何处理,将原来对样品表面的处理转移到两片基材上,通过两片基材把被测样品夹持在中心位置来达到样品表面处理的相同效果。新方法的原理如图4-1所示。[align=center][img=4-1 新型瞬态法测试模型原理示意图,690,396]https://ng1.17img.cn/bbsfiles/images/2019/01/201901151926256162_9109_3384_3.png!w690x396.jpg[/img][/align][align=center][color=#cc0000]图4-1 瞬态法新型模型原理示意图[/color][/align] 针对不同的瞬态测试方法,这种改进后的瞬态法模型可以有不同结构形式,并具有以下几方面的功能和特点: (1)对于温度波法而言,基体就相当于图3-4中的背板,可以将加热器、探测器和电极引线直接溅射在背板上,然后将被测薄膜样品加持在两块背板之间。这样避免了对被测样品的表面处理,通过已经制作成型的背板对各种样品进行测试。 (2)不对样品进行表面处理,可以避免直接在样品表面进行沉积涂层过程中涂层材料进入多孔薄膜对测量结果的影响,这对于气体扩散层这种多孔材料的导热系数测试尤为重要。 (3)对于激光闪光法而言,基体材料为刚性透明材料,激励层和探测层为沉积在基体材料表面的金属材料,然后表面在喷涂石墨层。这相当于将以往对透明样品的表面处理形式挪用到对基体材料的表面惊醒处理。作为激励源的激光脉冲经过透明的基体材料照射到激励层使得激励层温度快速升高,同时热量穿过被测样品到达探测层。探测层的温度变化透过透明基体被探测器检测,这个测试过程与普通激光闪光法完全相同,不同的是要考虑热量在多层结构中的传递,而不是以往那样仅有被测样品一层。在实际薄膜激光闪光法测试过程中,经过表面处理后的样品,也应该按照多层结构进行数据处理才能真正得到薄膜样品的测量结果。 (4)采用新型结构形式的激光脉冲法,同样规避了每次测试薄膜样品都需要进行表面处理的繁琐程序,做多每次需要再在基体表面喷涂石墨以增加发射率。 (5)从理论上来说,激光闪光法也可以看作是温度波法的一种特殊形式,普通温度波法是周期性热激励和周期信号检测,而激光闪光法则是单脉冲式的热激励和单个温升信号检测。因此,如果将激光单脉冲激励源更换为连续激光加周期性调制,使得经过激光束按照一定周期对激励层进行加热,这就相当于温度波法,但可以实现非接触测量。 总之,采用瞬态温度波法可以很好的进行压缩环境下薄膜材料的热物性测试。如果能解决多层模型的单层热性能参数的提取问题,解决接触热阻的影响,温度波法将更为准确和实用,同时也为激光闪光法开辟了更广泛的应用领域。[b][color=#cc0000]5. 参考文献[/color][/b] (1) Zamel N, Litovsky E, Shakhshir S, et al. Measurement of in-plane thermal conductivity of carbon paper diffusion media in the temperature range of?20℃ to+120℃. Applied energy, 2011, 88(9): 3042-3050. (2) American Society for Testing Material Committee, A-S-T-M D5470-17 Standard Test Method for Thermal Transmission Properties of ThermallyConductive Electrical Insulation Materials, A-S-T-M International, West Conshohocken,PA, 2011. (3)Khandelwal M, Mench M M. Direct measurement of through-plane thermal conductivity and contact resistance in fuel cell materials. Journal of Power Sources, 2006, 161(2): 1106-1115. (4) Nitta I, Himanen O, Mikkola M. Thermal conductivity and contact resistance of compressed gas diffusion layer of PEM fuel cell. Fuel Cells, 2008, 8(2): 111-119. (5) Karimi G, Li X, Teertstra P. Measurement of through-plane effective thermal conductivity and contact resistance in PEM fuel cell diffusion media. Electrochimica Acta, 2010, 55(5): 1619-1625. (6) American Society for Testing Material Committee, A-S-T-M E2584-14 StandardPractice for Thermal Conductivity of Materials Using a Thermal Capacitance(Slug) Calorimeter , A-S-T-M International, West Conshohocken,PA, 2007. (7) Zamel N, Litovsky E, Li X, et al. Measurement of the through-plane thermal conductivity of carbon paper diffusion media for the temperature range from?50 to+120° C. international journal of hydrogen energy, 2011, 36(19): 12618-12625. (8) Zamel N, Litovsky E, Shakhshir S, et al. Measurement of in-plane thermal conductivity of carbon paper diffusion media in the temperature range of?20° C to+120° C. Applied energy, 2011, 88(9): 3042-3050. (9) Ramousse J, Didierjean S, Lottin O, Maillet D. Estimation of the effective thermal conductivity of carbon felts used as PEMFC gas diffusion layers. Int J Therm Sci 2008 47:1e6. (10) Burheim O, Vie PJS, Pharoah JG, Kjelstrup S. Ex situ measurements of through-plane thermal conductivities in a polymer electrolyte fuel cell. J Power Sources 2010 195: 249e56. (11) Burheim OS, Pharoah JG, Lampert H, Vie PJS, Kjelstrup S. Through-plane thermal conductivity of PEMFC porous transport layers. J Fuel Cell Sci Technol 2011 8:021013-1e021013-11. (12) Karimi G, Li X, Teerstra P. Measurement of through-plane effective thermal conductivity and contact resistance in PEM fuel cell diffusion media. Electrochim Acta 2010 55:1619e25. (13) Sadeghi E, Djilali N, Bahrami M. Effective thermal conductivity and thermal contact resistance of gas diffusion layers in proton exchange membrane fuel cells. Part 1: Effect of compressive load. J Power Sources 2010. doi:10.1016/j. jpowsour.2010.06.039. (14) Sadeghi E, Djilali N, Bahrami M. Effective thermal conductivity and thermal contact reisstance of gas diffusion layers in proton exchange membrane fuel cells. Part 2: hysteresis effect under cyclic compressive load. J Power Sources 2010 195:8104e9. (15) Radhakrishnan A, Lu Z, Kandilkar SG. Effective thermal conductivity of gas diffusion layers used in PEMFC: measured with guarded-hot-plate method and predicted by a fractal model. ECS Trans 2010 33:1163e76. (16) Nitta I, Himanen O, Mikkola M. Thermal conductivity and contact resistance of compressed gas diffusion layer of PEM fuel cell. Fuel Cells 2008 8:111e9. (17) TORAY Speci?cation, www.fuelcell.com/techsheets/TORAY-TGP-H.pdf. (18) Zamel N, Litovsky E, Shakhshir S, Li X, Kleiman J. Measurememedia in the temperature range of -20 to +120C. Appl Energy 2011. (19) Litovsky E, Puchkelevitch N. Thermophysical properties of refractory materials, Reference book. Moscow:Metallurgy 1982. (20) Volohov GM, Kasperovich AS. Monotonic heating regime methods for the measurement of thermal diffusivity. In: Maglic KD, Cezairliyan A, Peletsky VE, editors. Compendum of thermophysical property measurement methods: recommended measurement techniques and practices, vol.2.New York and London: Plenum Press 1989. pp. 429e454. (21) ISO 22007-3, Plastics - Determination of thermal conductivity and thermal diffusivity - Part 3: Temperature wave analysis method. (22) Morikawa J, Hashimoto T. Thermal diffusivity of aromatic polyimide thin films by temperature wave analysis. Journal of Applied Physics, 2009, 105(11): 113506. (23) ISO 22007-4, Plastics - Determination of thermal conductivity and thermal diffusivity - Part 4: Laser flash method.[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]
小弟见一篇文献提到是用基体中大的析出相的条纹来测样品的厚度,小弟不是很懂,请问大家有谁用过或者看过这个方面的,求指教. 曾经想用CBED,但是对于统计析出相的单位个数来说工作量是实在是太大. 望各位大侠予以指教,不胜感激!
利用改变电压的方法沉积不同的金属如(Cu/Ni),如何控制厚度
用双束离子减薄减出的薄膜样品在拍弱束像的时候厚度条纹特别密,习惯的减薄角度是+-4°,4.0kev减出薄区再用2Kev修几次,不知道大神们有没有什么好的减薄条件可以减出厚度均匀的样品?
我用阳极氧化法腐蚀硅,我想达到每次腐蚀一nm的厚度,用Bulk Electrolysis with coulometry 方法能否分析出我腐蚀硅的厚度,如何分析?
[font=&]请教各位老师,电线电缆的绝缘厚度为什么要求第一次测量要从最薄处进行?投影仪下确定好含最薄点的6个点位之后,跟第一次测哪个点的顺序有关吗?GB 2951.11-2008的标准中对绝缘和护套厚度的测量要求为什么特意进行了区分?8.2.4条款里面,护套的厚度测试要求就是“在任何情况下,应有一次测量在护套最薄处进行”,8.1.4条款里面,绝缘的厚度测量要求就是“在任何情况下,第一次测量应在绝缘最薄处进行”。谢谢!PS:在其它板块发了没有老师回复,所以在这里也求助一下,如果有熟悉线缆测试的老师麻烦指点指点,谢谢![/font]
[color=#444444] 10月25日,全国新材料与纳米计量技术委员会发布了《锡膏厚度测量仪校准规范》征求意见稿,并面向全国有关单位征求意见。[/color][color=#444444][/color][align=left] 锡膏厚度测量仪是一种利用光学原理,快速测量印刷电路板上的锡膏块的厚度等几何元素的非接触式测量仪器,广泛应用于SMT(Surface Mount Technology)生产贴片领域,是评价和管控锡膏印刷质量的重要测量设备。[/align][align=left] 本规范由广东省计量科学研究院、山东省计量科学研究院、苏州市计量测试院、中国计量科学研究院、广州计量检测技术研究院和天津大学负责制定。[/align][align=left] 本规范主要依据JJF1071-2010《国家计量校准规范编写规则》进行编制,JJF1001-2011《通用计量术语及定义》、JJF1059.1-2012《测量[url=http://www.jlck.net/forum-279-1.html]不确定度[/url]评定与表示》、JJF 1094-2002《测量仪器特性评定》共同构成支撑校准规范制定工作的基础性系列规范。[/align][align=left] 本规范为首次制定,主要技术内容和计量特性参考了JJF 1306-2011 《X射线荧光镀层测厚仪校准规范》和JJG 818-2005 《磁性、电涡流式覆层厚度测量仪检定规程》的部分内容。[/align][align=left] 按照JJF 1071—2010《国家计量校准规范编写规则》的要求制定锡膏厚度测量仪校准规范,在内容和格式上与JJF 1071—2010保持一致。校准规范的具体内容有范围、概述、计量特性、校准条件、校准项目和校准方法、校准结果的表达、复校时间间隔等。[/align][align=left] 本规范适用于分辨力为(0.1-1)m、测量范围不大于600m的锡膏厚度测量仪的校准。[/align][align=left] 目前使用中的锡膏厚度测量仪的测量范围大多在(20-400)μm左右,部分新的仪器最大厚度可达到1mm以上。根据查询资料及调研统计,大部分锡膏测厚仪的常用范围在(100-150)μm,极少有达到几百微米以上,实际上不可能将锡膏做到这么大的厚度。起草组经讨论后决定将规范适用范围定为(0-600)μm,最大校准点达到测量上限的2/3,故标准台阶块最大厚度达到400 μm即可。(更多详情请见附件)。[/align][align=left]附件:[u][url=http://www.zhaojiliang.cn/data/uploads/bdattachment/file/20181026/1540524700379110.docx]锡膏厚度测量仪校准规范 (征求意见稿).docx[/url][/u][/align]
铝表面自然生长的氧化膜通常小于10nm,如果经过退火处理,氧化膜会随温度升高而增厚,曾经有人用SEM-EDS 测量铝样品表面区的氧的相对含量(面积比),并利用ESCA 化学分析电子光谱测量氧化膜的厚度,最后得出氧化膜厚度和氧相对含量的关系式,这样就可以通过电镜能谱得到氧化膜的厚度。但以上方法对于电镜的试验条件变化比较敏感。又听说利用辉光光谱GDS或GDOES可以测量类似的氧化膜厚度,即通过测量氧的浓度分布来反映膜的厚度,我相信这是可行的,各位谁知道上海哪里有这样的仪器?又听说可以用XPS来测量膜厚,谁知道这方面的信息?
请问各位在测试金属镀层时:1、对于各种有害物质的测试时间是怎么设置的?2、如果我只需要测试镀层厚度而不需要测试镀层里的有害物质含量时,有害物质的测试时间的长短是不是可以随意设置?这个测试时间会不会影响镀层厚度的测试结果?3、如果某个金属表面镀了两层镀层,那么里面的镀层不设置有害物质的测试是否可以?请各位指点!
请问各位大侠:硅片的厚度和总厚度变化用千分尺测量外,现在比较主流的测试仪器是什么啊??谢谢了!
求助:在金属表面测镀层厚度,镀的是同一种物质比如镍;镀两层,这两层镍的物理属性不同,晶粒大小不一样,请问有什么仪器可以测试出不同镀层的厚度。谢谢!
紫外分光光度计测薄膜的厚度nm级的,仪器是岛津UV3101,配有积分球,软件是老的,现在不能适WIN95以上的,求助有没有更新的软件

[size=16px]对于广大涂装厂家而言,他们希望有一种非接触式无损测厚技术能实现在线检测湿漆,在产品进入烤炉前即时得出干膜厚度,协助他们及早发现膜厚实际情况,通过调节喷涂设备避免生产大量有缺陷的产品,无需等测量烘干后测量干膜厚度才知道是否调节到位,从而高效监控工艺、管控产品质量和控制生产成本。[/size][align=center][size=16px][img=,384,256]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171414289666_4892_928_3.png!w384x256.jpg[/img][/size][/align][size=16px] 目前大多数涂装车间采用干膜膜厚仪或其他传统膜厚仪在产品涂层烤干后测试干膜厚度来管控产品膜厚质量。在固化后再进行校正需要花费大量额外时间,还会污染涂层表面,甚至引起涂层附着力等质量缺陷。[/size][size=16px] [url=http://www.tumoshi.com/flex][size=19px]涂魔师[/size][/url]采用的光热法(ATO)已成为目前非接触涂层厚度的领先测量技术,可以对液体涂料的湿膜/干膜进行非接触测试,而传统测试湿膜/干膜的方法有很多局限性。以下是光热法与传统测厚方法的对比:[/size][align=center][img=,690,438]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171414384303_7222_928_3.jpg!w690x438.jpg[/img][/align][size=16px] 针对测量烘干前的湿膜厚度,传统方法使用湿膜齿规(梳齿仪)、湿膜轮规等。但需要操作人员肉眼判断、准确度和灵敏度低、也不适用于测量形状复杂,粗糙的产品。[/size][size=16px] 在国际标准 “[/size][size=16px]ISO 280[/size][size=16px]8:2007-油漆与清漆的膜厚测量”中,对几种测量方法进行了精度对比,如下图可见,精度最差的是梳齿仪,精度最高的是光热法。而涂魔师[/size][size=16px]可达到0.2%的精度。[/size][align=center][img=,690,521]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171414513686_3859_928_3.jpg!w690x521.jpg[/img][/align][size=16px]来自瑞士的非接触式无损测厚专家涂魔师完美实现了实时测试未烘干的漆膜即可得出干膜厚度的功能:[/size][size=16px]1)一键快速测试,允许产品复杂形状和角度摇晃倾斜:有效避免人为测量误差 [/size][size=16px]2)[/size][size=16px]不限底材材质(金属、塑料、玻璃、木材、橡胶等),不限涂料种类(油漆、粉末涂料、粘胶剂、润滑涂层等):[/size][size=16px]3)精度高,非接触测膜厚,精度比干膜测厚仪更好 [/size][size=16px]4)数据记录及工艺追溯:实时监测并反馈产线上的产品膜厚,数据100%存档,可追溯性 [/size][size=16px]5)无危害性:采用无害光源,对人体及产品不存在危害性。[/size][align=center][img=,442,171]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171415028896_2218_928_3.jpg!w442x171.jpg[/img][/align][size=16px]已有众多欧洲知名涂装厂家成功投入该测厚系统进行工艺及产线的优化升级,并对改造结果十分满意。[/size][size=16px]技术应用举例:[/size][align=center][size=19px][size=16px][color=#ff0000]应用一:非接触式测量达克罗涂层厚度,增强防腐蚀保护性能[/color][/size][/size][/align][size=16px]Dorken MKS(德尔肯)公司进行验证涂魔师 Flex的精准性和重复性的一系列测试。实验证明,涂魔师Flex的测量偏差小于0.3μm。[/size][size=16px]图:比较显微镜法和Flex在干燥状态下测量涂层厚度(左:Flex测量干膜,右:Flex测量湿膜)。两种测量设备具有很高的相关性(R2 = 0.998)。显微镜测量法的标准误差小于1.5 μm,涂魔师 Flex的测量标准误差小于0.3 μm。[/size][align=center][img=,690,282]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171415108214_9276_928_3.jpg!w690x282.jpg[/img][/align][size=16px] 考虑到[url=http://www.tumoshi.com/inline]涂魔师Flex[/url]可以测量零件固化前的涂层厚度,从而能在涂层烘干前的早期阶段检测涂层厚度并及时纠正工艺偏差,Oberfl&chentechnikS. Scherdel GmbH&Co. KG公司(喷涂Dorken MKS片状锌基(达克罗)涂层系统的喷涂设备)已将涂魔师Flex投入使用,来保证出货产品质量。[/size][size=19px][size=16px]请点击以下链接进行查看德尔肯公司对涂魔师的使用评价:[/size][/size][url=http://www.tumoshi.com/client/40][size=19px]http://www.tumoshi.com/client/40[/size][/url][align=center][size=19px][size=16px][color=#ff0000]应用二:家电或汽车零部件油漆涂装[/color][/size][/size][/align][size=16px] 若膜厚过厚,产品涂层易爆裂,颜色不均匀,存在橘皮,流痕等缺陷 若膜厚过薄,则出现遮盖力差问题,漆膜表面呈肌状皱纹,颜色和光泽度也将受到影响。使用涂魔师在产线上非接触测试湿膜即时得出干膜厚度,实时高效监控膜厚情况,实现统计及追溯生产过程。[/size][align=center][img=,279,374]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171415436334_7681_928_3.jpg!w279x374.jpg[/img][/align][align=center][img]http://www.tumoshi.com/ueditor/php/upload/image/20200707/1594111377371422.jpg[/img][/align][align=center][size=19px][size=16px][color=#ff0000]应用三:涂层厚度高于合格值时,可考虑降低涂料用量,节省生产成本。[/color][/size][/size][/align][size=16px] 当膜厚超出设定的合格值时,涂魔师发出报警信号,及时调整设备参数,提高良品率,减少返工率,降低环保风险。通过人工干预调整仍不能达到合格范围时,能及时发现喷枪或设备故障,修复故障,提高生产效率,稳定质量。[/size][align=center][img]http://www.tumoshi.com/ueditor/php/upload/image/20200707/1594111377153314.jpg[/img][/align][align=center][img=,321,428]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171416042708_4539_928_3.jpg!w321x428.jpg[/img][/align][size=16px]可见,通过非接触无损检测进烤炉前的湿漆厚度,不仅可以有效稳定喷涂工艺质量,而且可以大大节省人力、时间损耗和生产成本。[/size][align=center][size=19px][size=16px][color=#ff0000]客户案例[/color][/size][/size][/align][size=16px]1)利用涂魔师在线非接触式测厚系统[/size][size=16px]对产品上涂层进行实时测试,数据实时传输及记录。有膜厚数据作为依据调节喷涂设备使涂层厚度快速精准达到合格范围,相关数据见下图所示:[/size][align=center][img]http://www.tumoshi.com/ueditor/php/upload/image/20200707/1594111378224935.jpg[/img][img=,545,224]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171416333153_9331_928_3.jpg!w545x224.jpg[/img][/align][size=16px] 涂魔师非接触式测厚系统结合线性垂直移动装置对移动的板材进行在线测厚。[/size][size=16px] 此用户的喷粉膜厚合格值为60-80微米。喷粉设备开机运行后通过在线测试在第一米就发现膜厚值低于下限值,通过调整参数,10分钟就把喷粉膜厚调整到正常合格范围。大大减少了因滞后测试造成的不良品的返工数量。[/size][align=center][img=,690,631]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171416465768_754_928_3.jpg!w690x631.jpg[/img][/align][align=center][img=,690,472]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171417018022_6220_928_3.jpg!w690x472.jpg[/img][/align][size=16px]2) 国内某铝型材厂涂装生产线现场测试[/size][align=center][img=,650,315]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171417136945_9699_928_3.jpg!w650x315.jpg[/img][/align][size=16px]传统方法是使用涡流式测厚仪对固化后铝型材进行涂层测厚,发现有些喷涂区域涂层厚度超出合格值或膜厚不均匀,需要返工。[/size][size=16px]改善措施:使用手持非接触膜厚分析仪涂魔师flex可以在产品进入烤炉前即可得知产品膜厚,及时调整喷涂设备,减少不良率。[/size][size=16px]使用涂魔师非接触膜厚分析仪与干膜测厚仪在铝型材上同一位置对比测试,测试数据差异小于5微米。,且涂魔师Flex重复性和精度更好 [/size][size=16px]解决问题:[/size][size=16px]1. 实时监测膜厚,测试未固化的粉末涂层即得出固化后膜厚 [/size][size=16px]2. 及时发现喷枪出现堵塞情况 [/size][size=16px]3. 实时得知工人是否已调整好喷粉设备 [/size][size=16px]4. 节省粉末[/size][size=16px]现场测试:传统接触式膜厚仪 VS. 涂魔师手持非接触式膜厚分析仪 Flex[/size][align=center][img=,690,250]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171417276131_7157_928_3.jpg!w690x250.jpg[/img][/align][align=center][img=,690,342]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171417376209_4649_928_3.jpg!w690x342.jpg[/img][/align][align=center][img=,690,293]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171417445319_5064_928_3.jpg!w690x293.jpg[/img][/align][align=center][img=,690,329]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171417516021_2490_928_3.jpg!w690x329.jpg[/img][/align][size=16px]3)国内某专用车涂装生产线现场测试[/size][align=center][img=,688,249]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171417593597_8900_928_3.jpg!w688x249.jpg[/img][/align][size=16px]测试图片:[/size][align=center][img]http://www.tumoshi.com/ueditor/php/upload/image/20200707/1594111382847564.jpg[/img][/align][align=center][img=,690,539]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171418065286_2664_928_3.jpg!w690x539.jpg[/img][/align][align=center][img=,690,648]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171418175119_214_928_3.jpg!w690x648.jpg[/img][/align][align=center][size=19px][size=16px][color=#ff0000]客户评价[/color][/size][/size][/align][size=19px][size=16px]公司:德尔肯公司[/size][/size][size=19px][size=16px]应用:测试片状锌基(达克罗)防腐漆膜厚度[/size][/size][align=center][img=,690,254]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171418491900_3343_928_3.jpg!w690x254.jpg[/img][/align][size=16px]“我们使用涂魔师来测量固化前的锌片涂层防腐蚀系统,它能节省我们大量的时间成本。该设备具有快速测量、测量精度高和重复性好等优点,成为高效调整工艺参数和监测工艺质量的关键工具。”[/size][align=right][size=16px]——应用技术经理Christian Rabe[/size][/align][size=19px][size=16px]公司:高田公司[/size][/size][size=19px][size=16px]应用:测试塑料件上未干油漆厚度[/size][/size][align=center][img]http://www.tumoshi.com/ueditor/php/upload/image/20200707/1594111384540919.jpg[/img][/align][img=,690,159]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171419074817_2489_928_3.jpg!w690x159.jpg[/img][size=16px]涂魔师测量系统会24小时不间断自动检测我们安全气囊盖上未干的油漆厚度。当出现任何偏差时,系统都可以及时发现并立即作出调整。持续的工艺记录档案证明了我们是世界领先的安全气囊系统供应商之一。[/size][align=right][size=16px]---工艺工程塑料部经理Bernd Kunkel[/size][/align]
在钢板表面涂一层涂漆,根据工艺不同,涂漆厚度不同,如何知道刮棒的型号与涂漆厚度是什么对应关系,既如何根据涂漆厚度选择合适的刮棒?涂漆的厚度单位是g/㎡。
如题.我用辉光GDS-750A光谱仪做了一个镀锌QDP的厚度.仪器给我计算出了交点的厚度,我现在想知道X左边的FE向ZN的渗透厚度和交点后面的ZN向FE的渗透厚度,如何才定义积分区间,计算的公式是什么.如果本身曲线没有的元素如Mg等.我用仪器现有的曲线采用那个方法可以代替Mg的测定,是ZN基的吗.我是直接在镀锌板上测定还是需要他们单独送固体的镀液测定呢?我想知道如何把图表的ZN 曲线向上下平移?在那里可以设置该参数.能做到吗?自己做溅射率的朋友,主要是JY的同志,该工作开展的难度大吗?你们厚度的时候是自己做曲线?如果你是其他的仪器.请介绍你的方法和心得.我现在很不熟悉,公式不知道怎么编辑.希望你们给我点经验.谢谢.
"试件在测试状态下平均密度:****,试件有效平均厚度:****"请问在这句话中的:测试状态下平均密度,有效平均厚度。怎么理解?该怎么计算?多谢。







 我要推广仪器
我要推广仪器
 下载APP
下载APP