推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询

 400-860-5168转4567
留言咨询
400-860-5168转4567
留言咨询




PM2.5自动分析仪采样一般设定动态加热,湿度控制小于35%,而手工采样测量要求的平衡湿度为50%,因为颗粒物在不同湿度下有不同的重量,这个湿度差会不会造成测量结果的差别,为什么不统一为同一湿度。最近手自动同时采样分析,再浓度值大于100时,手动结果比自动大很多。
20世纪80年代以来,许多仪表公司相继推出了自己的具有通信能力的流量变送器产品,所采用的同心协议也有多种,其中最著名的是由Rosemount公司提出的HART协议(可寻址远程传感器数据公路),它是在4~20mA电流上叠加1200Hz和2200Hz两个独立的频率信号,分别代表数字1和0。该频率信号呈正弦波形,幅值为±0.5mA,所以其平均值为0,故将其调制于4~20mA之上却不影响4~20mA的平均值,这样就使HART通信可以和4~20mA信号并存而互不干涉。具有通信能力的流量变送器可同手持终端配合实现与4~20mA并存条件下的数字通信,也可经接口与PC机或DCS相连,实现全数字通信,完成多项任务。1 与手持终端器(HHT)或智能现场通信器(SFC)通信手持终端器或智能现场通信器是以微处理器为基础的与智能变送器进行数字通行的接口装置,是一种新型调试工具,利用它能在现场(或控制室)对智能变送器进行组态、测试、调整、校验、查看自诊断信息。图1所示为与手持终端器的连接。现在多家仪表公司都有此类产品,用户对变送器进行维修、校验极为方便。 图1 智能变送器与手持终端器通信的连接2 与流量演算器一起组成多量程流量计差压式流量计现在仍然是应用最广泛的一种流量计,但是它的范围度较小,不能满足要求较大范围度的很多测量对象。例如,我国北方有不少以取暖设备为主要耗热设备的热用户,夏季的耗热量往往比冬季耗热量的1/5还要低,这样,计量仪表在夏季如果使用与冬季相同的测量范围,那么仅差压变送器误差一项就会给夏季计量带来无法容许的系统误差,所以有许多单位使用多量程流量计。像上面的例子是冬季使用高量程,夏季使用低量程。现在有多种智能差压变送器都能采用通信的方法变更其量程,有些变送器量程可调比高达40倍以上,为多量程流量计的实现创造了良好条件。如图2所示的双量程差压式流量计中,流量演算器与差压变送器之间的两根连接线既是变送器电源线,又是4~20mA模拟信号传输线,同时承担HART通信中传送±0.5mA数字信号的任务。 图2双量程差压式流量计线路连接流量演算器设定有高量程流量上限值 和低量程流量上限值 ,并且分别与差压变送器的高低量程差压上限值 相对应。演算器中还设定有高低量程流量切换值 ,当差压变送器处于高量程状态时,演算器用 参与计算流量,如果计算得到的流量值小于等于 则演算器作出切换到低量程的决策,并按设计好的程序采用通信的方法将差压变送器切换到低量程,开始用 参与计算流量。以后如遇流量值大于 ,又采用通信的方法将差压变送器切回到高量程。在具体实施的时候一般还要设置一个切换差,以防高低量程之间的频繁切换。而且需考虑低流量时的雷诺数修正,以保证测量精确度。3与计算机联网组成数采系统国外有的公司推出用于HART协议通信的硬件产品,例如PCSMART模块,将其插入PC机空余槽口中,其输出可与15台SMART设备构成多站网络。例如和5台智能差压变送器、5台智能压力变送器、5台智能温度变送器构成5点带温度压力补偿流量测量系统。该系统由于采用了高精确度、宽量程的智能变送和运算能力极强的PC机,因此测量精确度高,而且扩大了范围度。用数字通信的方法读取变送器的测量结果要比用模拟信号传送测量信号精确度明显提高。例如,现在各主要仪表公司都能生产的0.1级智能差压变送器,其数字量输出精确度可达±0.075%,而若取电流输出,变送器精确度为±0.1%FS,而此信号进入流量二次表或DCS的I/O口,由于模拟信号方法和A/D转换,还要损失0.05%~0.1%的精确度。由于数字通信技术这一突出优点,大大促进了现场总线的发展和推广应用。4建立在通信基础上的设备管理系统AMSAMS(Asset Management Solution)设备管理系统是专对智能化仪表进行管理和维护而设计的系统,它使用户能够监视、管理和调整在过程中运行的设备和过程本身。(1)AMS的硬件结构 AMS的硬件系统结构如图3所示,它由HART转换器、RS-232/RS-485通信转换器、HART调制解调器和PC机组成。 图3 AMS的系统结构①HART转换器(HART Interchange Unit ,简称HIU)。一个HART转换器可带32台HART设备。一个网络最多可带31台HIU,即可带992台HART设备。一旦通电,每台HIU即建立一个连接设备的内部表。当用软件扫描设备时,需要从现场设备中获取过程变量的状态信息。这些信息先储存到HIU的内存中,再传送到PC机中。②RS-232/RS-485转换器。RS-232/RS-485转换器用来连接HART转换器与PC机的通信口,因为RS-485网络具有传输距离长,抗干扰能力强等优点,现场采用RS-485网络通信。而普通的PC机只有RS-232接口,所以两者之间需要使用转换器。③HART调制解调器(HART Mo-dem)。HART调制解调器是一种结构紧凑、牢固的外部接口,可满足现场和车间维护的需要,它提供了单台设备与AMS相连的手段,它装在一个DB-9外壳内,附有一个9针的RS-232接口。它是隔离的、电流限制的、与极性无关、无干扰的连接方式。HART调制解调器适用于台式和笔记本PC机,无需外部供电,可与任何HART设备以轮询或突发方式进行通信。(2)AMS的软件功能①组态(configuration)。在软件的支持下,通过PC机对现场的智能化仪表进行组态。②仪表校准及维护。维护人员不需将以表从安装地点拆下,也不需将压力等信号输入仪表,在控制室或办公室就可实现仪表的校准和检查维护。③位号查询;状态查询;回路检测与设备资源检测;向HART手持终端下载信息;自动维护文档 查看设备历史信息等。(3)AMS的特点① AMS软件以现场服务器为平台的T型结构,为用户提供一个图形化界面。② AMS为现场设备数据在工厂不同地点之间的交换带来方便。③ AMS通过一个集中数据库获取现场设备数据,从而提高劳动效率。④ AMS通过在线获取现场设备的状态和诊断信息,改进了设备的可用性。
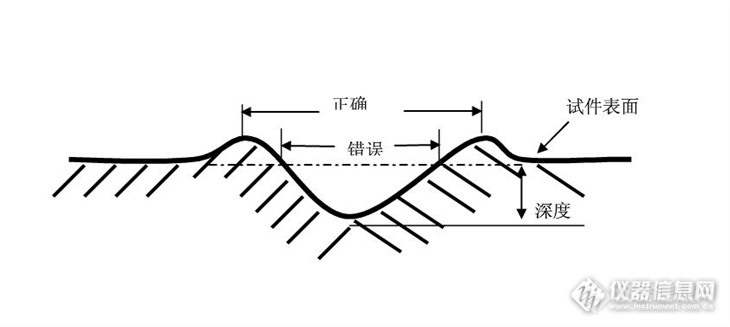
工厂里需要测量的样块太多了,另外出于对数据进行统计分析的考虑,最近我关注了一些关于布氏硬度自动测量的资料,如下。行业标杆为英国Foundrax的全自动布氏硬度测量系统,其测量原理很不简单,网上原文:“FOUNDRAX通过近20年的研发工作创建了一整套布氏压痕标准图形的数据库。系统在对实际工件的压痕进行分析时只会在符合布氏压痕特性的区域内寻找像素临界点,对于偏离该区域的点,系统会自动识别并加以剔除,最多时系统会对同一个压痕测量800次直径。”好处是:“保证其在某些表面较为粗糙,甚至是未做抛光处理的铸铁工件一样可以进行测试工作并且保证测量精度(这个我很关心,样品多了表面光洁度难以保证)。”另外我在其他工厂看见了名为IDENTEC的自动测量系统(网上一查,发现其与Zwick/Roell是一家),从它通过UKAS认证来看,应与上述Foundrax原理一致。http://ng1.17img.cn/bbsfiles/images/2013/06/201306280809_448156_2280635_3.jpg进口货价格不菲,小工厂只好考虑国产的啦(进口价格的1/9),但是一般其测试原理鲜有提及,但在Foundrax的资料中提到一段:“它(Foundrax)完全不同于目前的利用图像扫描方法进行压痕测量的系统”,是否就是国产设备的测量原理呢?这个原理的不良之处在于:“图像扫描原理无法区别压痕上哪些点为标准点,哪些点为由于工件形状或表面质量等原因而产生的偏离点,并将其统统进行计算。”无意中还翻到了一个国家标准:GB/T24523-2009 《金属材料快速压痕(布氏)硬度试验方法》。其原理是通过压入深度反算硬度,不过没找到符合这个标准的硬度计,但Foundrax又发话了(还真是不让别人活哈,毕竟研究了20年):“压痕外沿会因为材料形变的原因出现少许的突起,在国际标准的硬度测量时是以压痕的最大直径为标准,而是用测深原理只能测量图中“错误”的直径。”http://ng1.17img.cn/bbsfiles/images/2013/06/201306280811_448159_2280635_3.jpg资料分享完了,请用过上述任何一种系统的坛友分享一下:1. 国产布氏压痕测量系统对样品表面粗糙度的敏感性如何?2. 测深原理的设备有人用过吗,对粗糙度的要求如何?是否有上面所讲的缺点呢?










 我要推广仪器
我要推广仪器
 下载APP
下载APP