高精密3D打印:未来微型机器人研制的重要手段
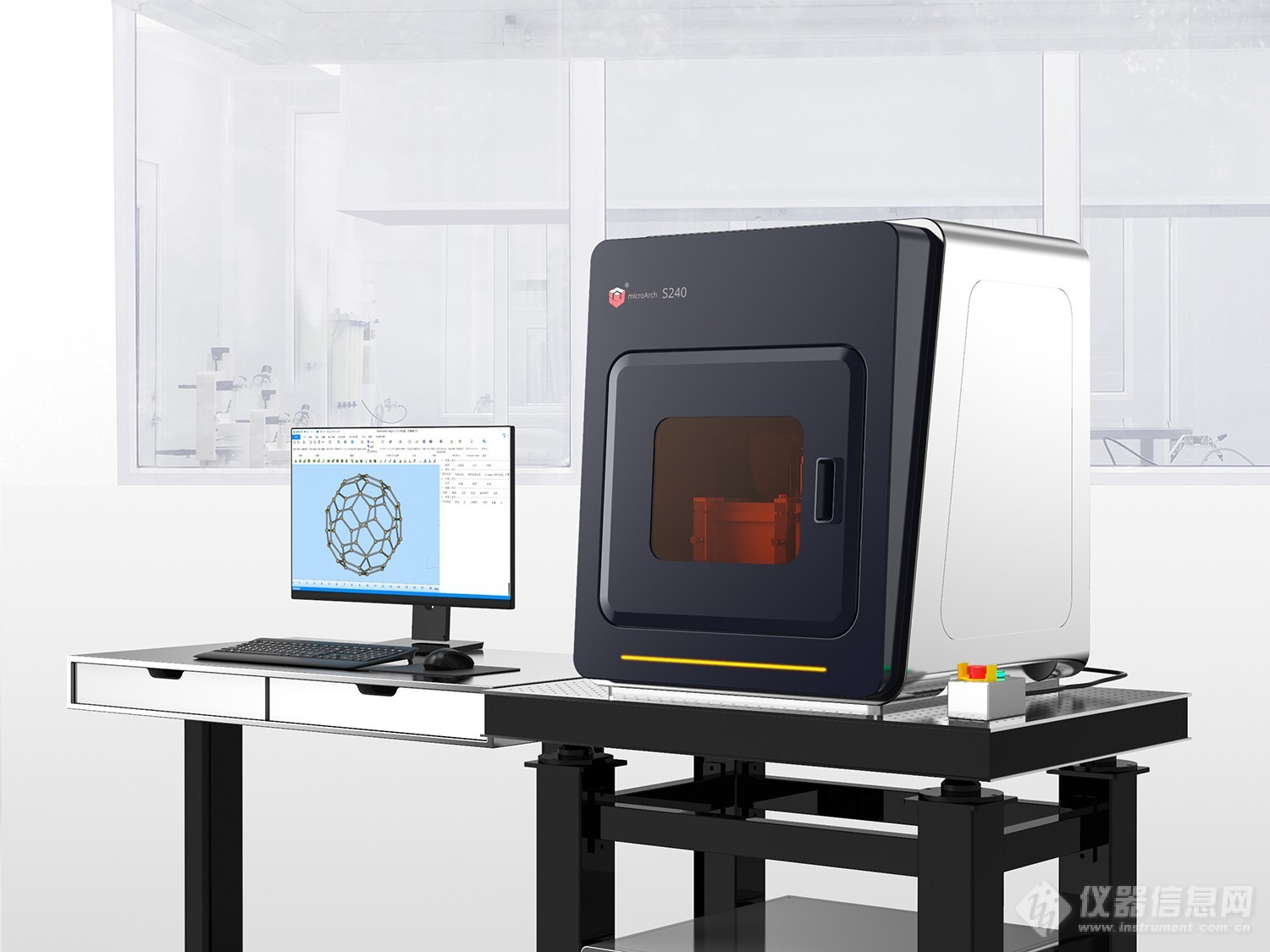
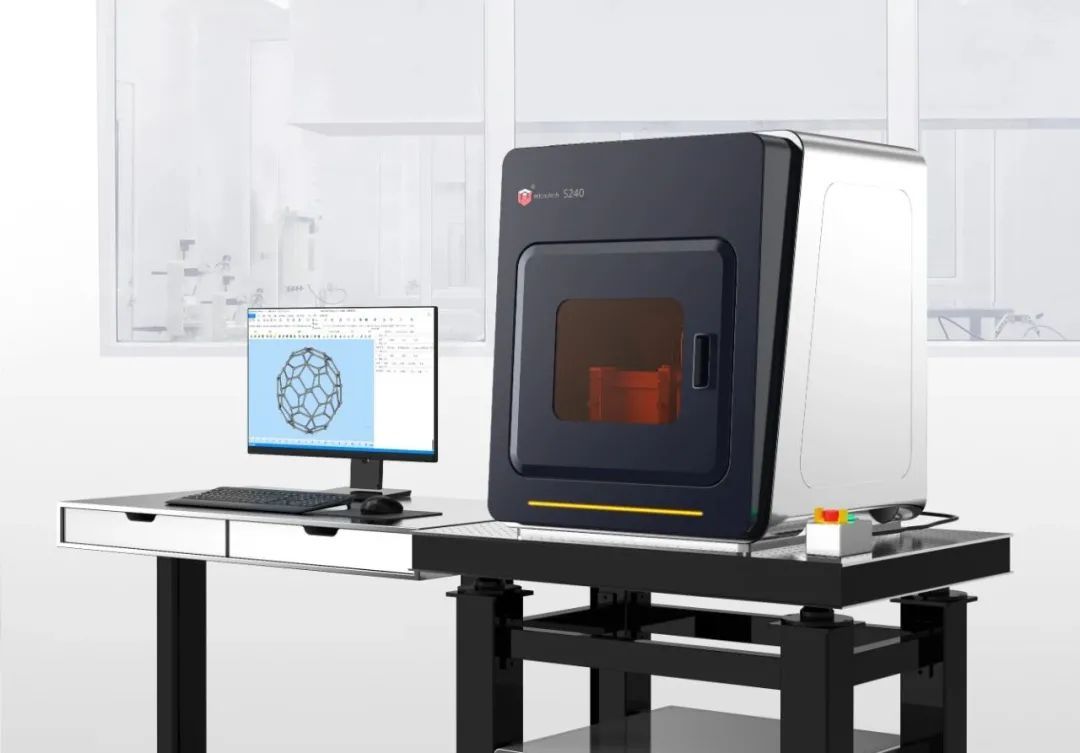
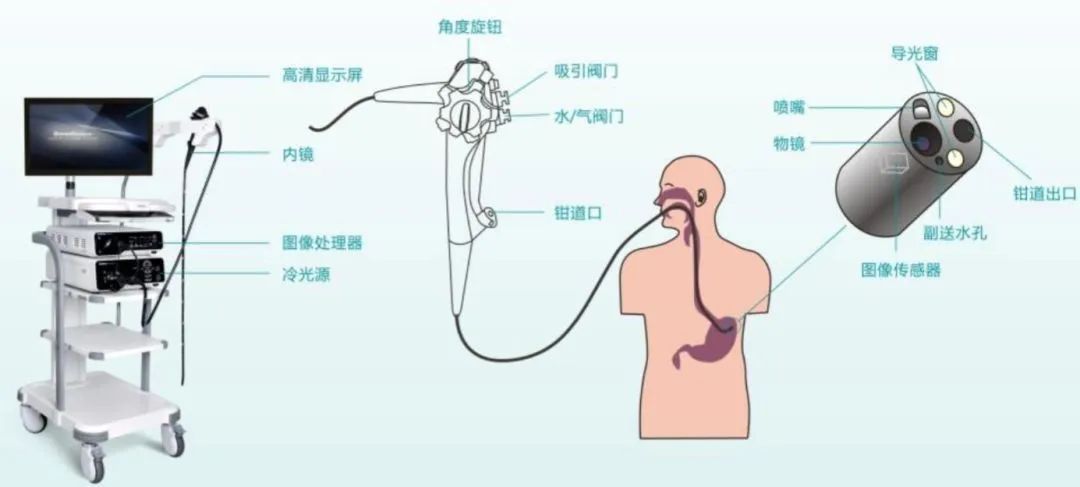
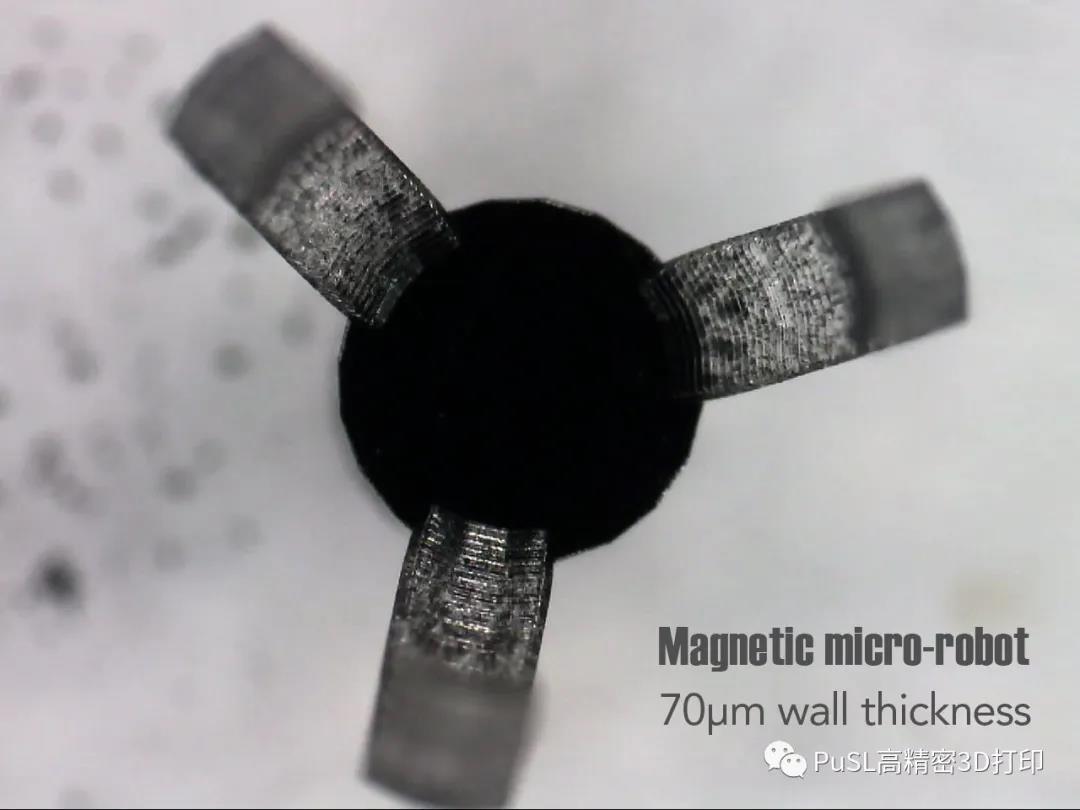
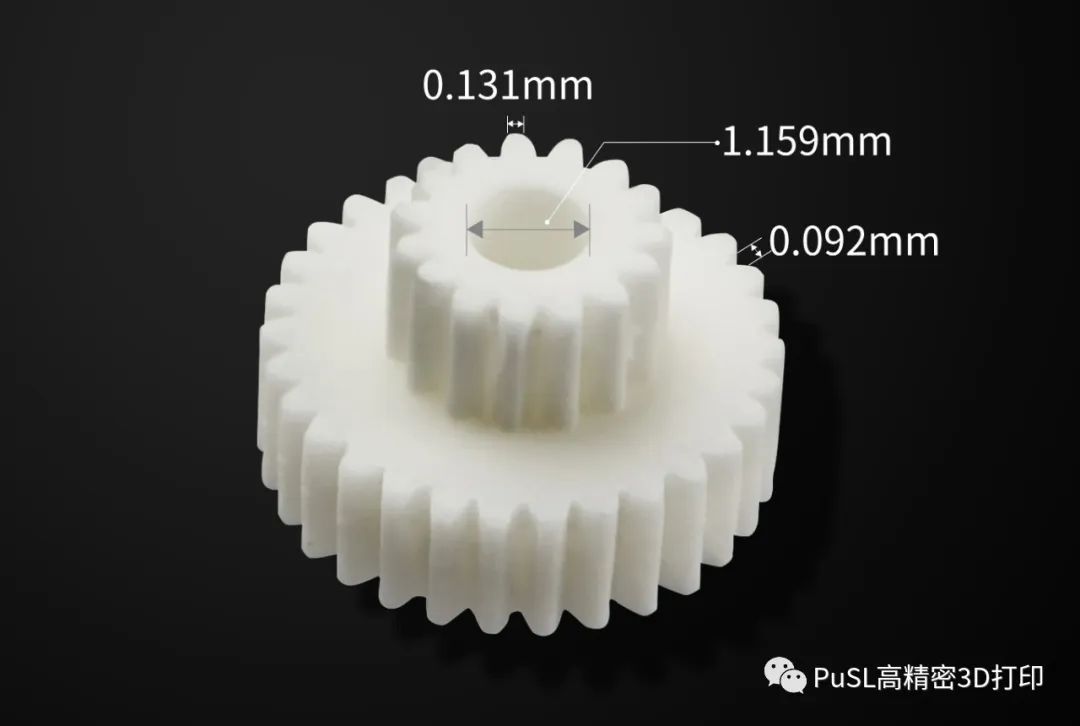
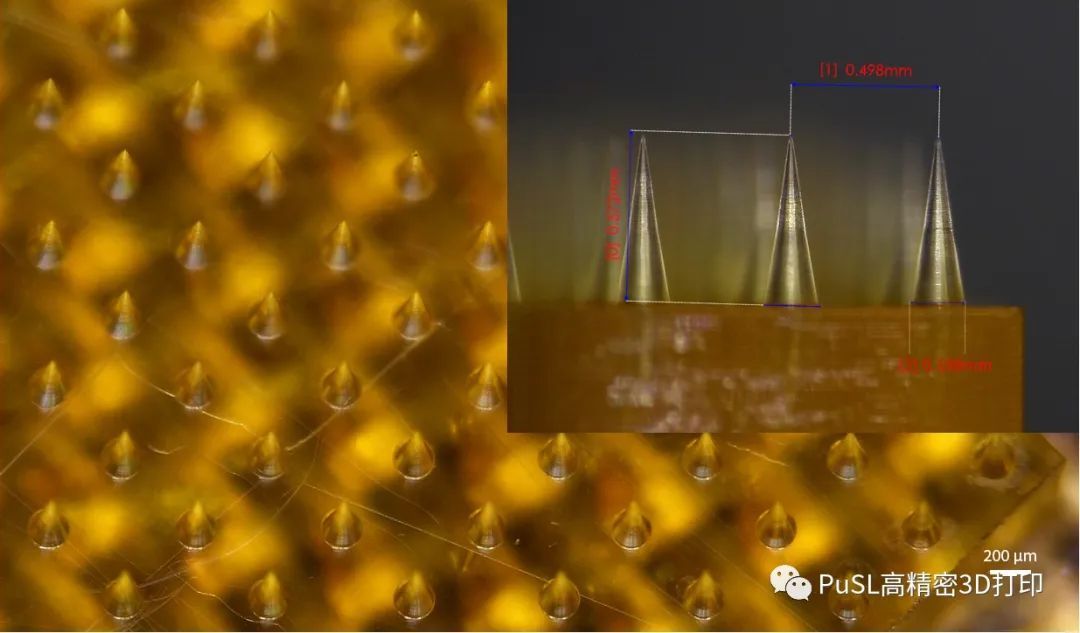
机器人技术是一门快速发展的高新技术,在许多领域得到了日益广泛的应用,并对人类社会产生着日益重大的影响。微型机器人(Micro-Robotics)是指集成了微型作业工具、各种微小型传感器,具有通用编程能力的小型移动机构,而微机电系统和微驱动器的出现和发展为微型机器人的诞生提供基础。诞生背景 微型机器人出现是和微机电系统(MEMS)的发展是分不开的,可以说微型机器人就是可编程通用的微型机电系统工程。20世纪80年代后期,随着大规模和超大规模集成电路的迅速发展,微电子技术与机械、光学等学科的交叉融合促进了MEMS技术的迅速发展。和微机电系统一样,微型机器人的发展和微驱动器的发展也是紧密相关的。1987年美国加州大学伯克利分校取得一项轰动世界的突破性成就,首次研制出了转子直径为60~120μm的微型静电动机,随后MIT也研制出了100μm的静电动机。发展现状近年来, 采用MEMS 技术的微型卫星、微型飞行器和进入狭窄空间的微机器人展示了诱人的应用前景和军民两用的战略意义。以日本(三菱电子公司、松下东京研究所和Sumitomo电子公司等)为代表的许多国家在这方面开展了大量研究,重点发展进入工业狭窄空间微机器人、进入人体狭窄空间医疗微系统和微型工厂。在国家自然科学基金、863高技术研究发展计划等的资助下, 清华大学、上海交通大学、哈尔滨工业大学、广东工业大学、上海大学等科研院所针对微型机器人和微操作系统进行了大量研究,并分别研制了原理样机。目前国内对微型机器人的研究主要集中在三个领域:面向煤气、化工、发电设备细小管道探测的微型机器人;针对人体、进入肠道的无创诊疗微型机器人;面向复杂机械系统非拆卸检修的微型机器人。发展瓶颈微型机器人结构尺寸微小,器件精密,可进行微细操作,具有小惯性、快速响应、高谐振频率、高附加值等特点。然而微型机器人并不是简单意义上普通机器人的微小化,而是集成有传感、控制、执行和能量的单元,是机械、电子、材料、控制、计算机和生物医学等多学科技术的交叉融合。而且建立微型机器人需要更为微小的驱动器、执行器、传感器、处理器等,由此展开的对微型机器人微部件的加工和研制,将有利于实现更高意义上的微系统集成。然而,传统的加工工艺远远满足不了这些微小部件加工需求,因此研究人员将目光逐步转移到近些年来非常火热的增材制造工艺。增材制造又称3D打印技术,它摒弃了传统加工工艺过程复杂、成本高、难度大等特点,能够快速、灵活设计各种复杂结构。而高精密微纳3D打印技术又成为微型机器人不可或缺的手段。3D打印技术在微型机器人的应用2019年4月,多伦多大学微型机器人实验室在《Science Robotics》刊登了一篇关于3D打印微型机器人的文章。研究人员将磁性元素钕的颗粒嵌入到柔性材料中,并通过3D打印技术设计二十多种不同形状的磁性机器人结构。研究人员使用一对强力的磁铁来翻转机器人特定部位钕的极性,使它们在磁场中发生排斥和吸引作用,并通过紫外线照射将这些磁性粒子锁定在相应的位置。通过特定的编程程序,控制微型机器人不同部位的极性,使其达到爬行、蠕动、翻滚、收缩等运动效果。文章链接:https://robotics.sciencemag.org/content/4/29/eaav4494现阶段,微型机器人大多还处于实验室或原型开发阶段,因此,现在所见到的微型机器人较为简单,但同时也能执行一些基本的操作指令,离实用化还有相当长的距离。未来随着技术的发展,会出现各种复杂三维的微型机器人,并且能够在各种复杂环境中作业。这同时亟需一种更为精密微细的加工工艺。下图是深圳摩方材料科技有限公司利用陶瓷3D打印机加工的微型齿轮,最小细节0.092mm。( BMF microArch S240陶瓷3D打印机加工的微型齿轮,最小细节可达0.092mm )一般而言,微型机器人整体尺寸不超过100mm,细节尺寸可以达到微米甚至纳米级别,这就对加工精度和自由度提出极高要求。传统的CNC加工工艺成本昂贵,灵活度低,一般适合大零部件的加工。而MEMS加工工艺过程复杂,垂直方向加工受限,适合二维加工。而3D打印技术,作为当前发展非常迅速的制造工艺,具有低成本、高效率、一体化加工成型的特点。虽然一直以来材料是3D打印技术难点之一,研究人员逐步开发一些功能性材料,比如掺杂磁性粉末颗粒增强磁性。并且也可以通过后期表面处理来弥补材料方面的不足,比如表面金属化、溅射镀膜、翻模等工艺。目前,能够实现高精度3D打印的工艺屈指可数,其中面投影微立体光刻(PμSL)工艺是其中之一。该工艺以深圳摩方材料科技有限公司为代表,已经研发出多款型号机型,并且实现商业化生产,为国内外多个大型公司提供高精密加工方案。下图是该公司10um精度设备nanoArch S140通过在高强度韧性树脂中掺杂磁性粉末颗粒(质量比20%)加工的磁性抓手以及磁性弹簧阵列结构。( 磁性抓手,最小壁厚可达0.070mm )( 磁性弹簧阵列,最小线径可达0.099mm )






















 我要推广仪器
我要推广仪器
 下载APP
下载APP