推荐厂家
暂无
暂无

 400-860-5168转1580
400-860-5168转1580
 留言咨询
留言咨询
 400-860-5168转4513
留言咨询
400-860-5168转4513
留言咨询
 400-860-5168转1580
留言咨询
400-860-5168转1580
留言咨询


这款[b]滚筒罐磨机RJM-304[/b]是专业把硬质样品研磨成粉末状的三阶大型球磨机,属于球磨机的变种研磨仪器。它通过旋转罐和缸体对样品材料进行挤压研磨,比较适合7mm或更细的样品,研磨成20微米到70微米的粉末,在[b]进口罐磨机品牌[/b]中[b]具有较低的罐磨机价格[/b]。[b][b][b]滚筒罐磨机RJM-304[/b][/b]特点[/b]具有三层罐磨机设置,相当于3个罐磨机可用三个滚罐,效率高数字调整控制样品间不会交叉混合,避免相互污染非常方便调节滚筒,适合不同直径的滚罐速度可调或固定速度滚蛋懂满足化学药品,墨水,油漆,陶瓷,塑料,食品和制药科研和工业的需求,非常适合研发,小批量生产使用,也适合实验室产生高纯度样品使用。[img=滚筒罐磨机]http://www.f-lab.cn/Upload/RJM-304.jpg[/img][b][/b]
JJG (交通) 016-199 滚筒反力式制动检验台检定仪[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=50908]JJG (交通) 016-199 滚筒反力式制动检验台检定仪[/url]

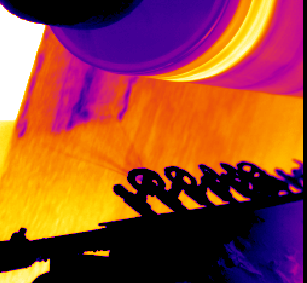
[align=center][b]带式输送机传动滚筒断裂的案例分析[/b][/align][align=center]山西省产品质量监督检验研究院何芳[/align] 滚筒断裂是失效分析领域比较常见的问题之一[sup][/sup]。它是根据失效分析的要求,确定问题点,采取数码取像技术、问题部位实物取样、实验室技术分析等手段,对存在的失效问题通过分析、模拟、验证、总结,描述和重现失效的现象,找出问题的原因,提出解决办法和预防措施。 案例分析属于司法鉴定性质,分析的客观、准确、全面与否会对案件的定性有直接的影响。对于不同的产品案例由于证物的多样性,要根据证物的特性、特点有选择的去做案例分析,滚筒属于机械零部件,它的案例分析技术上就要有现场检查和实验室检查两个部分,实验室检查又由元素分析和金相分析组成。近期我们对1例矿用输送带滚筒断裂时间进行了失效分析,经现场检查,实验室检验,专家组分析认定主要是由于焊接及使用不当等原因造成的,通过这一技术鉴定报告的结果启示,为圆满结案打下了好的基础。1 案件基本情况: 委托单位:XXXX有限公司 委托鉴定事项:对XXX型XXX 滚筒损坏原因进行鉴定 受理日期:略 鉴定材料:1、工业品买卖合同及明细 1份 2、技术协议 1份 3、滚筒焊缝开裂情况说明 1份 4、总带式输送机总图 1张 5、损坏滚筒样品(见图1)[img=,690,566]https://ng1.17img.cn/bbsfiles/images/2019/07/201907011048477189_4417_2345874_3.jpg!w690x566.jpg[/img] 鉴定日期:略 鉴定地点:略 在场人员:鉴定机构的技术人员,当事人所在单位(机构)和被鉴定物品的提供或生产单位(机构)的有关人员。案情介绍: 2017年X月X日XXXX有限公司签订购置1部的合同。输送机运到现场后,输送机生产企业人员现场指导安装,正常运行半年左右驱动部位传动滚筒运行过程中发现异响声,停机后发现滚筒断裂,接盘与滚筒筒皮连接处整体脱离,直接影响正常生产。2 案件分析2.1 现场检查、取样2.1.1该传动滚筒外部均包有橡胶,滚筒筒体直径1250mm,筒长1400mm, 接盘与筒皮连接的焊缝处整体开裂,裂缝开裂最大处为40mm(见图2)。[img=,690,419]https://ng1.17img.cn/bbsfiles/images/2019/07/201907011051501517_2454_2345874_3.jpg!w690x419.jpg[/img]2.1.2 取样 在现场用氧气在滚筒一端不影响断裂处组织处250mm处切割,进行取样2.2 实验室检查2.2.1宏观检查[align=left] (1) 接盘断口处:整个断口高低不平,呈脆性断裂。部分断面边部存在层状撕裂。接盘与筒体焊缝连接处存在多处缺陷①有明显的未溶合缝隙,长约为30mm [/align][align=left] (2) 焊缝中间部位存在有多处明显的焊接裂纹(见图3) [/align][align=left] (3) 接盘与筒体连, 接处部分部位焊接未焊满,存在缺肉(见图4);[/align] (4) 焊体部分存在有氧化气孔(见图5)。 (5) 筒体断口处:整个断口呈脆性断裂;大部分筒体从插入接盘的根部断裂,有少部分断口带有焊体。沿断口处有一条垂直于筒体的直角裂纹、裂纹呈穿晶的脆性开裂(见图6),另外筒体连接根部有个别处存在有微裂纹。[img=,690,455]https://ng1.17img.cn/bbsfiles/images/2019/07/201907011054328922_8048_2345874_3.jpg!w690x455.jpg[/img]2.2.2样品接盘纵向切开检查(1)接盘中心部存在有10*6mm浇铸时产生的椭圆氧化气孔(见图7)(2)接盘中心部位存在有400mm[sup]2[/sup]的铸造砂眼(见图8)(3)接盘与焊缝连接处有明显未焊合的裂缝(见图9)(4)接盘断口的另一侧存在有明显裂纹(见图10)。[img=,690,469]https://ng1.17img.cn/bbsfiles/images/2019/07/201907011100119589_2625_2345874_3.jpg!w690x469.jpg[/img]2.2.3材料化学分析接盘:依据JB/T5000.6-2007《重型机械通用技术条件 铸钢件》ZG25Mn要求(低合金钢化学成份)[align=center]接盘ZG25Mn化学成份%[/align] [table=92%][tr][td] [align=center][img=,165,46]https://bbs.instrument.com.cn/xheditor/xheditor_skin/blank.gif[/img][/align] [/td][td] [align=center]C[/align] [/td][td] [align=center]Si[/align] [/td][td] [align=center]Mn[/align] [/td][td] [align=center]P[/align] [/td][td] [align=center]S[/align] [/td][/tr][tr][td] [align=center]标准要求[/align] [/td][td] [align=center]0.20~0.30[/align] [/td][td] [align=center]0.30~0.45[/align] [/td][td] [align=center]1.10~1.30[/align] [/td][td] [align=center]≤0.035[/align] [/td][td] [align=center]≤0.035[/align] [/td][/tr][tr][td] [align=center]实测结果[/align] [/td][td] [align=center]0.27[/align] [/td][td] [align=center]0.36[/align] [/td][td] [align=center]1.22[/align] [/td][td] [align=center]0.018[/align] [/td][td] [align=center]0.014[/align] [/td][/tr][/table]筒体:依据GB/T1591-2008《低合金高强度结构钢》Q345化学成份要求[align=center]筒体Q345化学成份%[/align] [table=83%][tr][td] [align=center][img=,160,46]https://bbs.instrument.com.cn/xheditor/xheditor_skin/blank.gif[/img][/align] [/td][td] [align=center]C[/align] [/td][td] [align=center]Si[/align] [/td][td] [align=center]Mn[/align] [/td][td] [align=center]P[/align] [/td][td] [align=center]S[/align] [/td][/tr][tr][td] [align=center]标准要求[/align] [/td][td] [align=center]≤0.20[/align] [/td][td] [align=center]≤0.50[/align] [/td][td] [align=center]≤1.70[/align] [/td][td] [align=center]≤0.035[/align] [/td][td] [align=center]≤0.035[/align] [/td][/tr][tr][td] [align=center]实测结果[/align] [/td][td] [align=center]0.18[/align] [/td][td] [align=center]0.31[/align] [/td][td] [align=center]1.47[/align] [/td][td] [align=center]0.026[/align] [/td][td] [align=center]0.010[/align] [/td][/tr][/table]2.2.4 金相分析 接盘与滚筒筒体的焊接部位: (1)接盘与焊缝连接部位存在有未焊合造成的裂纹缝隙及缝隙留存的焊渣;(见图11) (2)接盘的组织:块状铁素体+珠光体,晶粒较粗大(见图11) (3)焊缝组织:呈柱状晶,晶界处为铁素体,另加少量的魏氏组织,焊缝裂纹断裂边沿存在脱碳现象(见图11)[img=,690,494]https://ng1.17img.cn/bbsfiles/images/2019/07/201907011107179842_4361_2345874_3.jpg!w690x494.jpg[/img]2.2.5 筒体部位:100 um 金相分析 (1)靠近焊缝断裂部位:铁素体+珠光体+索氏体,部分铁素体呈针状的魏氏组织(见图12) (2)筒体母材:铁素体+珠光体,呈带状分布(见图13) (3)靠近焊缝(热影响区):铁素体+珠光体,呈带状分布,晶粒粗大(见图14)2.3 实验室检查结果讨论 (1)依据GB/T1591-2008及JB/T5000.6-2007标准要求:该传动滚筒筒体Q345、接盘ZG25Mn用材的化学成分均符合标准要求。 (2)依据GB/T10595-2009《带式输送机》4.4.5规定要求,滚筒筒体与接盘的环形角焊缝不应有裂纹和未焊透。实际宏观检查及实验室检测分析(1)该滚筒筒体与接盘焊接时存在未熔合的缝隙;焊缝中间存在有多处明显的裂缝,不符合标准要求;(2)滚筒筒体与接盘焊缝连接部位存在焊缝未焊满、缺肉、氧化气孔等缺陷。这些缺陷的存在降低了传动滚筒的整体强度,传动滚筒在使用过程中,承受着较大合张力、扭力等交变应力情况下,造成焊缝开裂。 (3)依据GB/T10595-2009《带式输送机》4.4.6要求,承受合张力大于80KN的滚筒筒体应消除应力。该传动滚筒在使用过程中承受合张力为560KN,,在制造时应对滚筒筒体做去除应力处理,防止在使用过程中因应力而造成破裂。对传动滚筒的焊缝,焊缝连接处及筒体进行金相分析,发现滚筒筒体的基体组织结构存在带状组织,热影响区存在着魏氏组织,从而产生了组织应力,这些应力未在加工制造时去除,使滚筒在扭力、大的合张力等交变应力的情况下产生脆性断裂。3 案件分析结论 经现场检查,实验室检验,专家组分析认定,该输送机传动滚筒损坏原因主要是由于 (1)焊接时焊缝与连接体有部分未熔合;焊缝出现多处裂纹;焊缝未焊满、缺肉; (2)滚筒筒体未有效消除制造过程中产生的应力。这些缺陷的存在降低了传动滚筒的强度,使用过程中传动滚筒承受着较大的扭力、合张力等交变应力,从而导致滚筒焊接部位破裂。参考文献1 任勇.煤矿带式输送机的常见故障与原因分析.现代矿业, 2019. 35 (04): 147-148.2 郭瑞燕.带式输送机滚筒失效原因分析及其焊接工艺研究.中国新技术新产品,2019.2(上):53-54.3 王海峰.煤矿采煤机螺旋滚筒运行现状分析及改进措施研究.能源与节能,2019.163(4):99-101.4 王河山,俎付生.采煤机滚筒失效原因与对策.煤炭技术,2014.33(06):201-203.5 王宗杰.熔焊方法及设备.北京:机械工业出版社,2006.6 金丰民.带式输送机实用技术.北京:冶金工业出版社,2012.












 我要推广仪器
我要推广仪器
 下载APP
下载APP


