推荐厂家
暂无
暂无


 400-860-5168转1887
400-860-5168转1887
 留言咨询
留言咨询
 400-860-5168转3947
留言咨询
400-860-5168转3947
留言咨询
 400-860-5168转3947
留言咨询
400-860-5168转3947
留言咨询

电镀针孔产生的原因分析1.有机污染。 2.漏气。 3.振动不够。 4.氯离子含量过低,温度太高,光剂不够。 首先,针孔的产生是由于在板面上吸附了很多小的气泡,从而导致了在气泡的位置无法电镀产生针孔。气泡的产生有二种途径产生,一由于溶液中存在过饱和的气体。二,电镀过程中由于析氢导致的小气泡(在电镀铜不明显,多见于电镀镍)。 再者,产生气泡不可怕,可怕的是它牢牢的吸附在板面上。所以,就有了驱赶气泡的措施。 1, 有机污染,其实,有机污染会导致溶液的润湿性,或者表面张力的改变。从而导致微小气泡的吸附在表面不溶液下来。 2, 漏气,这所说的漏气,应该是特指过滤泵进口处的漏气,空气被泵的吸入形成了过饱和的溶液。 3,震动不够,其实你不就是想把吸附在板面的气泡震下来嘛! 4, 氯离子含量过低,温度太高,光剂不够。 如果你真的想努力解决针孔的问题,并不是知道几个原因点就可以的。首先要自己仔细观察针孔的发生位置。针孔的形状,以及它的规律。从前工序的干膜开始就已经在影响了。所以,你自己要观察所有的问题板以及正常板。好好看问题发生的位置特征。 有一点是很正确的,由于膜导致的针孔和过滤泵漏气导致的针孔以及电镀析氢导致的针孔的发生位置,形状大小分布是不一样的。需要自己去想。
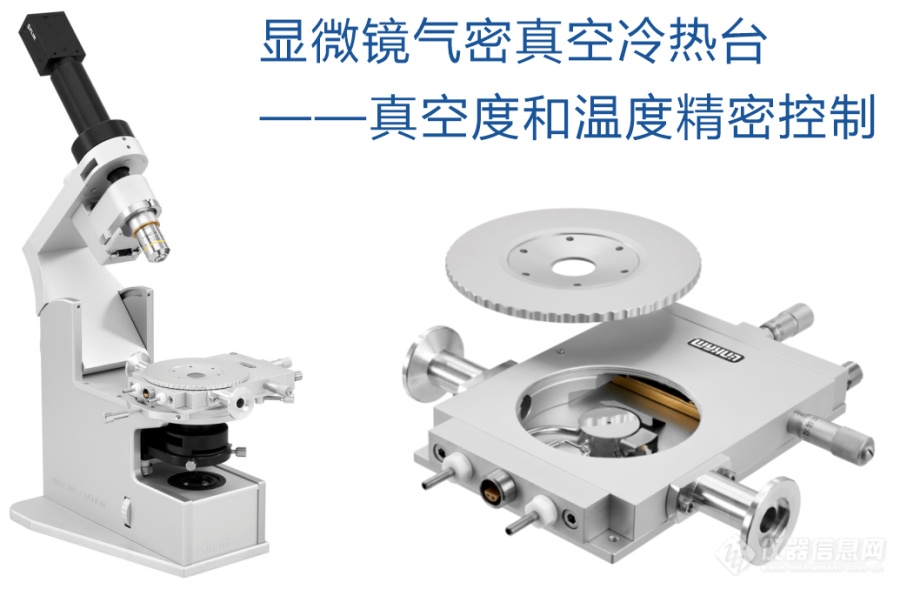
[align=center][img=冷热台真空度控制,690,451]https://ng1.17img.cn/bbsfiles/images/2022/03/202203071147131858_3924_3384_3.png!w690x451.jpg[/img][/align][color=#990000]摘要:针对气密真空冷热台目前存在的真空度控制精度差和配套控制系统价格昂贵的问题,本文介绍采用国产产品的解决方案,介绍了采用数控针阀进行上游和下游双向控制模式的详细实施过程。此方案已经得到了应用和验证,可实现宽范围内的真空度精密控制,真空度波动可控制在±1%以内,整个控制系统具有很高的性价比。[/color][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align][size=18px][color=#990000]一、问题的提出[/color][/size]气密真空冷热台是同时可用于真空和气密环境的精密温控冷热平台,具有加热和制冷功能,适合显微镜和光谱仪等应用对样品在可控的真空度环境下进行精确加热或制冷。根据用户要求,针对目前的各种气密真空冷热台,在真空度控制方面,还需要解决以下几方面的问题:(1)无论是进口还是国产真空冷热台,真空度测量和控制还采用皮拉尼真空计,使得配套的控制系统无法实现真空度的精密控制,如无法满足研究和模拟冷冻干燥过程的精度要求。(2)气密真空冷热台普遍体积较小,在宽泛的真空度范围内,实现精确控制一直存在较大难度,真空度的波动性较大,而真空度的波动性又反过来影响温度的稳定性。(3)进口配套的真空度控制系统,不仅控制精度达不到要求,而且价格昂贵。针对气密真空冷热台存在的上述问题,本文将介绍采用国产产品并具有高性价比的解决方案,并介绍了详细的实施过程。[size=18px][color=#990000]二、解决方案[/color][/size]气密真空冷热台真空度精密控制系统的整体结构如图1所示,整个系统主要包括真空计、数控针阀、PID控制器和真空泵。[align=center][color=#990000][img=冷热台真空度控制,690,396]https://ng1.17img.cn/bbsfiles/images/2022/03/202203071148328248_6901_3384_3.png!w690x396.jpg[/img][/color][/align][align=center][color=#990000]图1 冷热台真空度精密控制系统结构示意图[/color][/align]为提高真空度测控精度,采用了测量精度更高(可达满量程0.2%)的电容式真空计,可覆盖0.01~760Torr的真空度区间。如果需要更高真空度环境,也可以同时采用皮拉尼真空计进行测控。为实现全宽量的真空度控制,将两只数控针阀分别安装在冷热台的进气口和排气口。通过分别采用上游和下游控制模式,可实现全量程波动率小于±1%的精密控制。控制器是精密控制的关键,方案中采用了24位A/D和16位D/A的高精度PID控制器,独立的双通道便于进行上游和下游气体流量调节和控制。总之,通过此经过验证的真空度控制方案,可实现高性价比的精密控制。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]

[align=center][img=真空冷热台,500,326]https://ng1.17img.cn/bbsfiles/images/2022/03/202203060829340674_8408_3384_3.png!w690x451.jpg[/img][/align]摘要:针对气密真空冷热台目前存在的真空度控制精度差和配套控制系统价格昂贵的问题,本文介绍采用国产产品的解决方案,介绍了采用数控针阀进行上游和下游双向控制模式的详细实施过程。此方案已经得到了应用和验证,可实现宽范围内的真空度精密控制,真空度波动可控制在±1%以内,整个控制系统具有很高的性价比。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align][size=18px]一、问题的提出[/size]气密真空冷热台是同时可用于真空和气密环境的精密温控冷热平台,具有加热和制冷功能,适合显微镜和光谱仪等应用对样品在可控的真空度环境下进行精确加热或制冷。根据用户要求,针对目前的各种气密真空冷热台,在真空度控制方面,还需要解决以下几方面的问题:(1)无论是进口还是国产真空冷热台,真空度测量和控制还采用皮拉尼真空计,使得配套的控制系统无法实现真空度的精密控制,如无法满足研究和模拟冷冻干燥过程的精度要求。(2)气密真空冷热台普遍体积较小,在宽泛的真空度范围内,实现精确控制一直存在较大难度,真空度的波动性较大,而真空度的波动性又反过来影响温度的稳定性。(3)进口配套的真空度控制系统,不仅控制精度达不到要求,而且价格昂贵。针对气密真空冷热台存在的上述问题,本文将介绍采用国产产品并具有高性价比的解决方案,并介绍了详细的实施过程。[size=18px]二、解决方案[/size]气密真空冷热台真空度精密控制系统的整体结构如图1所示,整个系统主要包括真空计、数控针阀、PID控制器和真空泵。[align=center][img=真空冷热台,690,396]https://ng1.17img.cn/bbsfiles/images/2022/03/202203060828037872_2582_3384_3.png!w690x396.jpg[/img][/align][align=center]图1 冷热台真空度精密控制系统结构示意图[/align]为提高真空度测控精度,采用了测量精度更高(可达满量程0.2%)的电容式真空计,可覆盖0.01~760Torr的真空度区间。如果需要更高真空度环境,也可以同时采用皮拉尼真空计进行测控。为实现全宽量的真空度控制,将两只数控针阀分别安装在冷热台的进气口和排气口。通过分别采用上游和下游控制模式,可实现全量程波动率小于±1%的精密控制。控制器是精密控制的关键,方案中采用了24位A/D和16位D/A的高精度PID控制器,独立的双通道便于进行上游和下游气体流量调节和控制。总之,通过此经过验证的真空度控制方案,可实现高性价比的精密控制。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]










 我要推广仪器
我要推广仪器
 下载APP
下载APP


