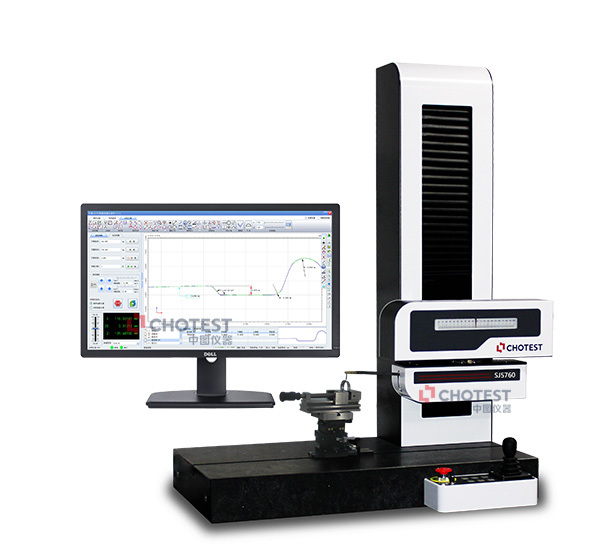
仪器简介:是二维表面粗糙度测量仪、三维表面粗糙度测量仪和轮廓形状测量仪最高水平的组合,一体化的合理的测量仪器状解析记录模式三种功能,技术参数:二维粗糙度:测量参数:Ra、Rq、Ry、Rmax、Rt、Rz、Rz5、Rz3、R3z、R3zmax、RzmaxD、RzD、Sk、Ku、Pc、HSC、PPI、Rpm、Sl、Sm、S、Rp、Rv、 a、 q、 a、 q、 a、 q、K、tp、BC、ADC、FFT、Rk、Rpk、Rvk、Mr1、Mr2、WcA、WCM、WEA、WEM、真直度、离差、坐标放大倍率:竖直50 ~500,000 水平1~5000测量范围:竖直 600 m 水平100mm评价长度:0.25, 0.8, 2.5, 8, 25, 80mm / 任意(0.2mm以上) / C x1, x2, x3, x4, x5自动水平调整:最小二乘法, 二点法, R曲线修正, 二次曲线修正,辅助功能:自由画面设计记录, 图表模版, 平均处理, 统计处理, 去除缺陷后测量, 再计算,探测器登记,留言记录, 自动灵敏度校正, 公制/英制变换, 自动测量, 去除处理, 轮廓图放大缩小。三维粗糙度分析项目:平面图、等高线图 / 微分浓淡图 / 标高表示图鸟瞰图(水平, 俯角可变): 扫描图 / 细格图 / 等高线图 / 微分浓淡图三维分析值: SRp / SRv / SRmax / SRa / SGr / SSr / SRe / SRq / SRsK / S a / S a / Spc / 标高粒子分析: 山(或谷)粒子的密度, 平均面积, 平均体积, 平均直径图形: FFT/ BC测量范围:Z 600 m X 100mm Y 100mm辅助功能:分析和数据采集同时进行 / 部分选取 / 水平调整 / 三维数据的任意方向的二维分析传送速度:0.05, 0.1, 0.2, 0.5, 1, 2mm/S高速移动速度5, 10mm/S以及手动截止值:粗糙度 C 0.025, 0.08, 0.25, 0.8, 2.5, 8 mm,无截止,起伏fl 0.8, 2.5, 8, 25mm, fh 0.08, 0.25, 0.8, 2.5mm过滤方式:高斯型, 2CR, 特殊高斯型探测器上下移动:探测器上下移动范围250mm, 自动下降/上升精度 0.2 m/100mm以内(使用制动时)真直度测量精度:0.2 m / 100mm探测器:触针: R2m金刚石, 测量力0.7mN 制动: R40(测量方向) R2 m 蓝宝石轮廓形状测量分析项目对中 : 原点移动, 旋转, 反转, 移动要素分析: 点, 线, 圆, 山, 谷, 交点, 中点, 接点 / 定标器量: 座标差, 距离, 交角测量范围:竖直50mm 水平100mm传送速度:0.02, 0.05, 0.1, 0.2, 0.5, 1.2 mm / S 高速移动速度2, 10mm/S 以及手动辅助功能:自由画面设计记录, 图表模版, 宏观功能, 轮廓放大缩小, 数字式圆弧修正, 防止过载 震动器, 上下正反两方向测量 探测器上下移动范围:200mm真直度测量精度:1 m / 100mm探测器:R25 m 10~30mN超硬, 追踪角度: 上攀77度, 下移87度尺寸/ 质量、测量部600 395 593mm / 80Kg 计算部900 600 520mm / 30Kg电源:AC 100V 800VA 50/60Hz主要特点:三维粗糙度测量 数据采集和分析同时进行数据的采集和以前采集的数据的分析可以同时进行. 能节约测量时间.三维粗糙的形状记录能改变鸟瞰图的视角、高低并进行记录.对于平面图能得到浓淡图和等高线图, 当然, 可以取出感兴趣的部分放大或记录.三维粗糙度参数能进行面平均算术平均粗糙度SRa等各种三维粗糙度参数, ”山” , “谷” 粒子的平均面积、平均体积等的分析. 二维粗糙度测量 参数能对应于ISO、JIS、DIN、ANSI、BS等国际标准和各国的新旧标准进行测量自动测量功能从探测器的测量到数据图表的打印一连串的动作都能自动进行.去除处理可以避开测量形状中伤痕等不适和的部分,指定计算的区域进行分析.轮廓形状测量 多断面形状分析能对多到32个断面的数据同时处理. 而且, 能对n次分开测量的数据合在一起进行分析. 对中调整备有必要的充分对中的功能, 而且能进行极细微的调整.宏观功能利用很强的宏观功能,可以使同一类测量物体的测量、分析和打印变得很简单. 操作的宏观化是除了通常的操作外只要增加单键操作就可以了,使整个测量简单化.公差判定对于半径、距离、角度等的分析数据, 每次都要设定公差,并能进行对错的判断.二维粗糙度、轮廓形状测量的共同特点 数据图表能自由的对数据图表进行画面设计, 可以自由选择画面设计的数据, 其中, 有各种测量的数据, 名称等原始数据, 公司标记等图形数据, 进行画面设计, 作成图表.
 留言咨询
留言咨询


 400-860-5168转6117
400-860-5168转6117

































 我要推广仪器
我要推广仪器
 下载APP
下载APP