
注射成形(Injection Molding)是将微细粉末与有机粘结剂均匀混合为具有流变性的喂料,采用注射机注入模腔, 形成坯件,再脱除粘结剂和烧结,使其高度致密成为制品,整个工艺流程如图1-1所示。该工艺技术适合大批量生产小型、精密、形状复杂以及具有特殊性能要求的金属和陶瓷零部件,具有广阔的应用前景和经济价值。http://ng1.17img.cn/bbsfiles/images/2016/11/201611212210_01_3384_3.png 图1-1 粉末注射成型工艺流程示意图 粉末注射成型工艺中采用了大量粉末这就意味着最终成型部件内会含有细小的孔穴,图1-2所示为粉末注射成型件的典型内部结构。粉末颗粒的尺寸会明显影响部件的内部结构性能,如空隙率和晶粒尺寸大小。减小粉末颗粒尺寸可以改善烧结性能,但随之会使得比表面积增大并最终导致氧浓度趋势的增大。http://ng1.17img.cn/bbsfiles/images/2016/11/201611212210_02_3384_3.png 图1-2 粉末注射成型件典型微观结构图 在粉末注射成型后要进行排胶和烧结工艺处理,在这些处理工艺中散布在粉体颗粒空隙之间的胶粘剂会引起成型件外型的改变,图1-3所示为粉末注射成型件试样在排胶和烧结前后的外型变化。另外,由于致密性要求烧结要在高温下进行,烧结温度接近熔点,这时就需要考虑重力所带来的蠕变,越是大尺寸的成型部件越是会产生较大的变形,结果就是最终部件所需的尺寸精度就很难保证。在实际生产中,这种高温下蠕变变形所带来的结果就是粉末注射成型工艺仅能用于重量100g以内轻质小尺寸部件的生产。因此,对于较重的大尺寸部件生产中采用粉末注射成型工艺就需要设法抑制这种变形,这是目前粉末注射成型工艺所面临的巨大挑战。http://ng1.17img.cn/bbsfiles/images/2016/11/201611212211_01_3384_3.png 图1-3 排胶和烧结前后的形变 对于轻质小尺寸部件的生产,为得到高精度和高质量的产品,也需要精确掌握这种变形行为的规律,并根据产品最终的特性,来确定烧结工艺参数以及烧结前坯件的几何尺寸。排胶和烧结过程中产品部件收缩规律的获得主要涉及以下两方面内容: (1)烧结过程中产品部件的收缩并不能仅仅靠取样形式测试的热膨胀系数来准确获得,这主要是由于取样测试热膨胀过程中样品内部传热与产品部件完全不同,通过测试得到的热膨胀系数要预计部件变形量会存在较大误差。最好的方式是在模拟烧结工艺过程中实时测试产品部件的整体变形量,采用准确、可靠、高效的测试以及数值模拟方法,来代替目前热膨胀系数变形计算和基于经验的反复试验法,从而缩短产品的开发周期和费用。 (2)烧结过程中一些产品部件的无支撑部位到一定温度后会由于材料软化受到重力影响而发生下弯变形,如图1-4所示。针对框状类的产品部件,在烧结后往往会出现部件的侧边会有一定程度内凹或外凸。由此可见重力的影响会使产品部件的收缩产生各向异性并影响到产品部件的最终形状,文献1-10对各种烧结中的重力影响进行了详细描述。总之,所有这些变形是在烧结升温过程中发生的还是在冷却过程中发生,以及发生变形的具体温度和变形量大小是烧结工艺需要了解的重要参数,但这些变形参数则是通过热膨胀系数测试无法获得,只有通过部件的整体测量才能准确了解。http://ng1.17img.cn/bbsfiles/images/2016/11/201611212211_02_3384_3.png 图1-4 烧结过程中重力效应带来的变形 综上所述,针对注射成型烧结过程中产品部件的收缩变形,需要解决以下问题: (1)直接观测产品部件在烧结过程中的整体尺寸变化规律以及重力影响部件局部下弯变形规律; (2)采用非接触测量方式,避免接触式测量顶杆加载力对排胶和烧结变形的影响; (3)采用大面积测量方式,直接测试成型件变形,避免制样的代表性不足; (4)实现成型件或试样的二维变形同时测量,并具有多点位置变化同时测量功能; (5)在不同升温制度(如不同升降温速度和不同恒定温度)下观测部件尺寸变化规律; (6)观测不同气氛(真空、氩气、氮气、氢气等)和不同气压条件对部件尺寸变化规律的影响,以及不同温度区间切换气氛条件和气压恒定对部件尺寸变化规律的影响。 (7)同时具备高精度高温热膨胀系数测试功能。参考文献1 Olevsky, E.A. and R.M. German, Effect of gravity on dimensional change during sintering--I. Shrinkage anisotropy. Acta Materialia, 2000. 48(5): p. 1153-1166.2 Olevsky, E.A., R.M. German, and A. Upadhyaya, Effect of gravity on dimensional change during sintering--II. Shape distortion. Acta Materialia, 2000. 48(5): p.1167-1180.3 SONG Jiupeng, BARRIERE Thierry, LIU Baosheng and GELIN Jean-Claude, Experiments and Numerical Simulations on Sintering Process of Metal Injection Molded Components. Chinese Journal of Mechanical Engineering, 2008, 44(8).4 赵小娟, 党新安. 金属粉末注射成形技术及模具的研究现状. 模具技术, 2008(5):11-14.5 LIUXiang-quan, LIYi-min, YUEJian-ling, LUO Feng-hua, Deformation behavior and strength evolution of MIM compacts during thermal debinding. 中国有色金属学报(英文版), 2008, 18(2):278-284.6 Luo T G, Qu X H, Qin M L, et al. Dimension precision of metal injection molded pure tungsten. International Journal of Refractory Metals & Hard Materials, 2009, 27(27):615-620.7 Song J, Barriere T, Liu B, et al. Experimental and numerical analysis on sintering behaviours of injection moulded components in 316L stainless steel powder. Powder Metallurgy, 2010, 53(4):295-304.8 Martens T. Micro feature enhanced sinter bonding of metal injection molded (MIM) parts to a solid substrate. Dissertations & Theses - Gradworks, 2011.9 Frandsen H L, Olevsky E, Molla T T, et al. Modeling sintering of multilayers under influence of gravity. Journal of the American Ceramic Society, 2013, 96(1): 80-89.10 HASHIKAWA R, OSADA T, TSUMORI F, et al. Control the Distortion of the Large and Complex Shaped Parts by the Metal Injection Molding Proce
金属粉末注射成型,谁有这方面的资料啊,谢谢
应用实例注射制品为透明ABS 医用血液瓶瓶体 , 该瓶体瓶口部分为椭圆形, 瓶底部分为圆形, 颈部平滑过渡, 上下镂空, 要求透光率达到80 %以上。为保证透光性,采用图2 的模具结构。之所以能保证透光性,主要是采取了以下措施:(1) 型腔和型芯镀铬, 减少微孔和微划痕, 提高透光率。(2) 锁紧块厚度较大, 以免注射压力大时, 产生飞边。(3) 采用楔紧条,保证锁紧块锁紧压力。(4) 注射压力尽可能大, 提高充模速度, 减少热量损失,以不产生飞边为准。(5) 喷嘴温度230 ℃, 低于透明剂降解温度, 模具温度为55 ℃。(6) 冷却水道布置平衡, 水道直径较大, 使得制品冷却速度快,结晶快,透明性得以保证。1 引言 熔融指数测试仪 摆锤冲击试验机 万能材料试验机透明的ABS 新材料具有高的流动性和低收缩率, 故加工性能和产品的尺寸稳定性较好, 并且耐化学介质的性能也较好, 因此, 透明的ABS 新材料有潜在的能力成为聚碳酸酯的替代材料。由于我国对透明ABS 开发和应用较晚, 在原料的开发、成型设备与工艺研究等方面与国外相比还存在一定的差距, 使得生产出的注射制品透明性差, 达不到预期的效果。本文针对影响透明ABS 的注射制品透明性的因素进行探讨, 并提出了相应的提高透明性的方法。2 透明性一种材料的透明性好坏, 有许多性能指标都需要考虑。常用的指标有:透光率、雾度、折光指数、双折射及色散等。在上述指标中, 透光率和雾度是最为重要的2 个指标,主要表征材料的透光性。2. 1 透光率透光率是表征树脂透明程度的一个重要性能指标,一种树脂的透光率越高,其透明性就越好。透光率的定义为: 透过材料的光通量与入射到材料表面上的光通量之百分率。2. 2 雾度雾度又称为浊度, 它可衡量透明或半透明材料不清晰或混浊的程度。雾度的产生是由于材料内部或外表面光散射造成的云雾状或混浊的外观。雾度的定义为: 透过材料散射光通量与透过材料光通量之百分率。上面介绍的透光率和雾度都是衡量材料透明性的重要指标, 两者的关系如下: 一般来说, 透光率与雾度之间成反比关系, 即透光率高的材料, 其雾度低,反之亦然。3 透明ABS 的透明机理透明ABS 是在普通ABS 基础上发展起来的,在其成分中添加透明剂来增加透明性。透明剂增加透明的原因是因为透明剂(Clarifier) 是一种高效的成核剂。它的优点是在缩短成核时间, 保持制品的机械性能的情况下得到最好的光学效果。透明剂能溶解在聚合物的熔体中形成均匀的溶液, 但比传统的成核剂作为晶种要大几个数量级, 冷却后, 透明剂则形成三元的“网格结构”。这种结构作为晶核,增加成核的密度。同时,形成这种“网格结构”的“纤维”其大小只有数千纳米, 完全在可见光波长的范围内,因此,可以使制品透明。据《Molding System》1998 年报道,美国Dacial 聚合物公司开发了一种称为T- 140 的透明ABS 新材料, 它具有88 %的透光率。4 影响因素由于生产透明ABS 制品,不仅要保证制品的尺寸精度、外观质量及强度等, 而且要保证制品的透光性,因此,透明ABS 与普通ABS 的注射成型模具和工艺参数上都有所不同,具有自身的特点。4. 1 模具透明ABS 制品透明度的高低与模具的设计和加工精度密切相关, 它直接影响制品表面的光学效果。为了得到所需形状的高透明、高光泽的制品,在模具结构设计方面, 浇口的位置及尺寸、楔紧块的大小均应重点加以考虑。在保证成本允许的情况下, 可以采用热流道技术, 设计时, 应注意热膨胀和隔热这2 个问题。模具的冷却水道的排布应尽可能均衡, 以保证制品的受热均衡, 有利于制品的快速结晶。在模具加工中, 一方面要提高加工精度, 另一方面尽量提高模具型腔表面的质量。首先应使模具成型部分高度光滑, 成型表面镀铬或达到镜面抛光, 以免成型表面粗糙, 无限多的不规则微孔和微划痕影响光的折射度,从而影响制品的透明性。4. 2 成型工艺4. 2. 1 料筒温度和喷嘴温度与普通ABS 一样, 透明ABS 在料筒中受到热和剪切的作用塑化, 塑化的均匀性主要取决于温度和受热时间, 而料筒温度直接影响到物料的温度和流动性。为保证操作稳定,塑化均匀,避免高温下料团在螺杆内的滑移, 使压力和注射量难于控制。同时避免注射过程中受高温作用发生降解和助剂的分解。当料温太低时,影响制品表面的光泽度,料温高于240 ℃以上时, 雾度会增加, 透明性下降。为使经料筒塑化的透明ABS 高速流经喷嘴和模具流道时达到最大流动性和良好的充模性, 对于熔体流动速率较高的物料, 料筒温度应控制得低一些。对于熔体流动速率较低的物料, 料筒温度则需控制得高一些。料筒温度分三段控制, 从靠近料斗一端到喷嘴止,温度渐渐升高,以使物料逐步塑化。喷嘴温度一般略低于料筒前端温度,过高时易发生流涎现象(不应超过230 ℃) , 但喷嘴温度也不能太低, 否则会发生堵塞或冷料入模,影响制品透明性。4. 2. 2 模具温度模具温度的高低影响制品的尺寸、性能、结晶度及其他工艺条件。透明ABS 是结晶性聚合物,升高模温能提高制品的密度和结晶度, 有利于力学强度及制品表面光洁度的提高, 但制品的模塑收缩率增大, 制品易变形。因此, 模具温度不宜太高, 一般取40~55 ℃。但也不能太低,否则会出现固化不完全,使制品产生的各向异性大,并有气泡、空隙等缺陷。为提高制品表面光泽度,减少不均匀收缩程度,模具表面温度可保持在50 ℃左右。4. 2. 3 注射压力和注射速度注射压力和注射速度对物料的充模起着决定作用,注射成型透明ABS 时,为提高制品表面质量,缩短固化时间,从而增大透明性,应采用较高的注射速度, 若加氮气辅助增压装置更理想。由于透明ABS流动性较好, 结晶速度快, 注射及保压压力不宜过大,以免边缘产生雾状,破坏透明效果。4. 2. 4 成型周期透明ABS 由于含透明剂, 结晶速度快, 固化温度高, 完成一次注射所需时间比普通ABS 短, 从而减少了成型时间,降低了产品成本。6 结束语通过分析透明ABS 的工艺特性,在医用血液瓶瓶体的实例中得以实际应用, 并且提出了保证透光性的一些方法和建议,从而为透明ABS 的注射成型模具设计与加工提供参考。
[url=http://www.f-lab.cn/microinjectors/minj-fly.html][b]果蝇微量注射器[/b][/url]是专业为需要[b]高速微量注射[/b]要求苛刻应用而设计[b]快速微注射器和高速微量注射器,[/b]广泛用于[b]注射微量药物[/b]和病原体到成年果蝇体内之类的[b]快速微量注射[/b]应用,它是理想的[b]果蝇微注射器[/b]。[b][b]果蝇微量注射器[/b]适合[/b]复杂高精度和可重复性的实验应用,响应时间可以低至10毫秒。基本的微量注射程序是带显微镜针尖的中空微针填充液体,刺入到目标样品,然后暂时加压以便注入一些液体到目标内。 决定注射量的变量是压力,时间,液体的粘度,和针开口的直径。[url=http://www.f-lab.cn/microinjectors/minj-fly.html][b]果蝇微量注射器[/b][/url]采用用户友好的微处理器微注射控制器,可重复地数字式合成注射时间。使用一个简单的“菜单”按钮,上和下按钮,任何人都可以在几秒钟内设置压力,注射持续时间。它是如此直观,甚至不需要阅读方向!可以同时将模式从注射模式改变为充液模式,用脚踏板触发相应的操作。[b]高速气动[b]微注射器[/b][/b]规格:[list][*]是市场上最简洁的6“×7”×3“,重量轻于2磅。(15厘米点¯ x17厘米×7厘米,重量轻于1千克)[*]压力之间非常快的响应时间(约10毫秒)[*]简单的3按钮控制[*]数字显示,带背光,便于阅读[*]精密微处理器[*]手自由注射控制包括脚踏板[*]压力范围:0 - 80磅[*]可编程的注射时间:25ms的- 999.0秒[*]电子真空发生器,通过抽吸在前区填充针[*]注射数据记录,用于自选的计算机接口[*]注射控制端口,用于自选的计算机控制[*][img=果蝇微量注射器]http://www.f-lab.cn/Upload/MINJ-FLY-L_.jpg[/img][/list][b][url=http://www.f-lab.cn/microinjectors/minj-fly.html][b]果蝇微量注射器[/b][/url]配件[/b]高速气动微注射器可以直接连接到实验室空气压缩机或是其它压缩气源。该高速气动微注射器系统所需气量极少,所以即使是一个小气缸就可以持续使用数月或数年。订货时,请让我们知道,你是否打算将注射器连接到一个压缩气源或内部喷气,使我们可以为您提供合适的连接配件。[b][b]果蝇微量注射器[/b][/b]的输出需要借助其它器件。例如,如果你使用的玻璃微细针,我们的MINJ-4显微注射器™ 黄铜直臂持针柄将是您夹持毛细玻璃微针的理想工具。
想问一下各位,用微量注射器时,怎么排除气泡的影响?越是大容量的微量注射器,越容易产生气泡,而且不容易赶出去。10微升还好,25微升,一点点;50微升,100微升,气泡就赶不出去了。今天用了1毫升的注射器,那个大气泡,做梦都别想赶走。只好用弯月面相减,也不知准不准。郁闷
现使用1ml微量注射器检测空气中氧含量和氢含量,昨天原注射器破损了,请问使用新注射器该怎么校准呀!
[url=http://www.f-lab.cn/microinjectors/minj-d.html][b]数字微量注射器[/b][/url]是具有数字化多重压力控制系统的数字[b]高精度微注射器[/b],[url=http://www.f-lab.cn/microinjectors/minj-d.html][b]数字微量注射器[/b][/url]非常适合全功能[b]微量注射系统[/b]的用户使用。数字微量注射器采用了用户友好操作的基于微处理器技术的[b]微注射控制器[/b],数字化合成注入并具有保持[b]注射压力[/b]和排除压力功能,并且注射持续时间可重复。微注射控制器使用一个简单的“菜单”按钮,上和下按钮,注射压力和注射时间方便设置并且直观显示。非常方便操作。在微量注射过程中,中空微针内会充入液体,针头刺入样品中,然后暂歇性加压以便注入液体到样品的目标位置。通常情况下压力,时间,液体的粘度以及微针通道的直径决定了微量注射过程。这款数字微量注射器使得完成上述微量注射过程变得非常容易,帮助许多科学家轻易完成微量注射实验和更复杂更高精度和可重复性要求实验。在基本的微量注射过程中,微针在注射时可在用户的设置压力下工作,当不注射时,微针在等同大气压力环境下存放。在一些情况下,细胞质或液体介质的回流进入微针可能会产生问题。对于这些情况,低于注入时压力高于大气压力的更低“保压”在注入时是非常有益的。 保压也可以减少针头堵塞。不管一个人多么小心,针偶尔也会堵塞。对于这些情况下,比通常喷射压力高的一小股“排除压力,可以疏通针。数字微量注射器采用了用户友好操作的基于微处理器技术的微注射控制器,数字化合成注入并具有保持压力和排除压力功能,并且注射持续时间可重复。 微注射控制器使用一个简单的“菜单”按钮,上和下按钮,注射压力和注射时间方便设置并且直观显示。非常方便操作。[img=数字微量注射器]http://www.f-lab.cn/Upload/MINJ-D-L_.jpg[/img]数字微注射器规格:[list][*]市场上最紧凑结构[*]6“×7”×3“,重量轻于2磅。(15厘米点¯ x17厘米×7厘米,并在1千克重量)[*]压力之间的快速响应时间(约100毫秒)[*]简单的3按钮控制[*]数字显示,带背光,便于阅读[*]精确微处理器[*]脚踏板,手自由喷射控制器中带有[*]压力范围(适用于每个持有,注射和结算压力):0 - 100PSI[*]可编程的注射时间:0.1- 999.0秒[*]内置真空发生器,可以通过送气在前填充针[*]手动进样方式[*]注入数据记录,以备计算机接口[*]注射控制端口,用于可选的计算机控制器[/list]
[url=http://www.f-lab.cn/microinjectors/ims-20.html][b]电动立体定位微量注射器[/b]IMS-20[/url]是一款具有立体定位功能的[b]电动微量注射器,电动立体定位微量注射器[/b]是全球领先的全[b]自动微量注射[/b]的仪器,能够兼容所有的Hamilton注射器。电动立体定位微量注射器Motorized Stereotaxic Microinjector使得微量注射工作非常方便简单,只需要在控制器中输入注射时间和溶液注射量,选择合适的Hamilton注射筒,系统可自行自动完成微量注射,而且电动立体定位微量注射器还带有实时过程监测功能显示注射时间和量,注射完成后使用简单的闩锁机械轻易锁住注射器。Hamilton注射器参考表[table=990][tr][td][b]Hamilton的[b]系列注射筒型号[/b][/b][/td][td]5, 701, 702, 705, 710, 725, 1701, 1702, 1705, 1710, 1725, 7000.5, 7001, 7101, 7002, 7102, 7105[/td][td] [/td][/tr][/table]* 上述的Hamilton系列注射器内置于参考表。* 当直接输入内径和量时,用户可以使用参考表上的内置注射器之外的注射器。[img=电动立体定位微量注射器]http://www.f-lab.cn/Upload/IMS-20-L_.jpg[/img][url=http://www.f-lab.cn/microinjectors/ims-20.html]电动立体定位微量注射器[/url]规格[table=750][tr][td=2,1][b]配件[/b][/td][td]电源线(1.5m)连接电缆 (2.0m)[/td][/tr][tr][td=2,1][b]驱动源[/b][/td][td]5相步进马达[/td][/tr][tr][td=2,1]移动范围[/td][td]60mm[/td][/tr][tr][td=2,1]额度电压[/td][td]AC100V ~ 240V, 50/60Hz[/td][/tr][tr][td=2,1][b]消耗功率[/b][/td][td]10W[/td][/tr][tr][td=1,2]尺寸大小/重量[/td][td][b]驱动单元[/b][/td][td]W30 x D167 x H84mm, 426g[/td][/tr][tr][/tr][tr][td][b]控制单元[/b]W180 x D95 x H260mm, 2.45kg[/td][/tr][/table][b][url=http://www.f-lab.cn/microinjectors/ims-20.html]电动立体定位微量注射器[/url]特点[/b]*装载的注射器外径必须从6.5mm到9mm(少于9mm),Tritech研究公司的注射器不可用.* 与SM-15连接时,需要附加装置SM-15A.* 脚踏IMS-20F可以用于进行额外控制. (单独售卖)
科研级[url=http://www.f-lab.cn/microinjectors/minj-1000.html][b]显微微量注射系统[/b][/url]是全球首款使用倒置显微镜的[b]显微注射器系统[/b]和整套[b]微量注射系统[/b],广泛用于生命科学,分子生物学等领域[b]显微微量注射实验[/b]。[b]显微微量注射系统[/b]包含我公司著名的[b]显微注射器[/b],脉冲宽度控制模块(PCM),显微注射针,品牌倒置显微镜和显微操作器等。作为Narishige公司和奥林巴斯公司产品集成商,我们采用Narishige公司显微注射器和奥林巴斯显微镜或其它生产商(OEM)解决方案,以超级优惠价格为客户提供集成显微微量注射系统。[img=显微微量注射系统]http://www.f-lab.cn/Upload/MINJ-1000-L.JPG[/img][img=显微微量注射系统]http://www.f-lab.cn/App/Tpl/Home/Default/Public/images/grey.gif[/img][b]显微微量注射系统特色和优势在于我们提供定制[/b]载玻片支架,提供更好手动显微控制功能和精度,为您配备电控显微操纵杆式显微操纵器,与其他系统相比可以节省数千美元。[b][url=http://www.f-lab.cn/microinjectors/minj-1000.html]显微微量注射系统[/url]特点:[/b][list][*]较小的尺寸节省安装空间。[*]卓越的光学品质。[*]为DIC类图像定制的霍夫曼调制对比度(HMC)光学系统[*]用于照片和视频文件提供三目头。[*]备有用于检测绿色荧光蛋白,DAPI,罗丹明等的荧光系统[/list][img=显微微量注射系统]http://www.f-lab.cn/App/Tpl/Home/Default/Public/images/grey.gif[/img]
之前科室里的微量注射器损耗得差不多了,现在想买一些微量注射器,不知道哪个牌子好点,仪器科室的同事是买的上海飞鸽的,感觉不怎么样,不知道大家都买什么牌子的微量注射器?
本人新手,想要配制用于GCMS的农残标准溶液,请问用微量注射器合适么?如果可以,用什么类型的微量注射器,平头?尖头?还是其他?那些品牌的产品比较好用?谢谢
[url=http://www.f-lab.cn/microinjectors/ims-3.html][b]颅脑微量注射器IMS-3[/b][/url]是Narishige公司专业为[b]颅脑注射[/b]实验应用而设计的[b]颅脑微注射器,brain microinjector.[/b]颅脑微量注射器与立体显微操作器(如SM-15)联合适合使用可精确注射试剂或液体到样品颅脑中。[b]颅脑微量注射器IMS-3特点[/b]颅脑微量注射器与立体显微操作器(如SM-15)联合适合使用可精确注射试剂或液体到样品颅脑中。采用不同规格的注射筒(ø 5mm- ø 10mm),可随意调整注射体积和容量。[img=颅脑微量注射器]http://www.f-lab.cn/Upload/IMS-3-L_.jpg[/img][url=http://www.f-lab.cn/microinjectors/ims-3.html][b]颅脑微量注射器IMS-3[/b][/url][b]规格[/b][table][tr][td]可适用注射器[/td][td]ø 5 - ø 10mm[/td][/tr][tr][td]移动范围[/td][td]细 40mm全方位旋转旋钮: 500µ m[/td][/tr][tr][td]尺寸/大小[/td][td]W50 × D30 × H120mm, 110g[/td][/tr][/table]
[url=https://insevent.instrument.com.cn/t/Mp]气相色谱[/url]的微量注射器有存液和无存液有什么区别?新买的有存液注射器如何清洗啊?
朋友们,你们实验室 微量注射器都是怎样清洗的
朋友们,你们实验室 微量注射器都是怎样清洗的
[color=#333333]请问怎么把不锈钢丝组装到5微升的微量注射器中啊?不胜感激[/color]
求推荐一款进口的微量注射泵,实验室使用,拜托大家。之前用的是哈佛11 PLUS,
我用的微量进样注射针为什么用不了几次,针管壁就发黑了,而且打针时感觉也很徟。微量进样注射针该怎样保养呢?[em07]
关于进口的0.5微升的微量注射器注射0.1微升的水分析结果是100.5 、100.2 99.8微克,国产的分析多次,98、97、97.2!差别在哪里!

微量注射器,作为一个常用的仪器消耗品,每个实验室应该都会有,对于微量注射器,你了解多少,我是一个色谱工作者,每天都会用到一根或数根微量注射器,愿把了解的写出来与大家一起学习。 先说微量注射器的结构组成,如下图所示,大部分的微量注射器是由柱芯和柱体构成http://ng1.17img.cn/bbsfiles/images/2011/11/201111131836_330130_2364332_3.jpg 再说说微量注射器的种类1按规格分,有1微升,5微升,10微升,50微升,100微升,250微升等2按国别分,有进口和国产3按用途分,有进样用针,配样用针等4按厂家分,有Agilent,Shimadzu,SGE,汉邦,高鸽等5按针头形状,有平头针,斜口针,锥形针等(如下图)http://ng1.17img.cn/bbsfiles/images/2011/11/201111131916_330148_2364332_3.jpg 微量注射器的校准微量注射器应有良好的气密性,校准前应清洗,干燥。校准用的水银应洁净。校准方法:室温下,抽取一定容量的水银,用硅橡胶垫堵住针头。在万分之一克的分析天平上称量。然后打出水银,在称量一次,用差减法可得水银的质量,然后按下式计算体积。 V=(M1-M2)/ρ 式中:V:实际体积(ml) M1:第一次称量的质量(g) M2:第二次称量的质量(g) ρ:该室温下水银的密度(g/ml)每个体积点校正6次,取算术平均值,其相对标准偏差应在1%以内一般由省所校验并出具校验证书,以下是一份校验证书的内容(共3页)http://ng1.17img.cn/bbsfiles/images/2011/11/201111131843_330131_2364332_3.jpghttp://ng1.17img.cn/bbsfiles/images/2011/11/201111131845_330132_2364332_3.jpghttp://ng1.17img.cn/bbsfiles/images/2011/11/201111131846_330133_2364332_3.jpg最后,与大家分享一些微量注射器照片http://ng1.17img.cn/bbsfiles/images/2011/11/201111131849_330134_2364332_3.jpgShimadzu公司,规格10微升,日本生产http://ng1.17img.cn/bbsfiles/images/2011/11/201111131851_330135_2364332_3.jpgSGE公司,规格10微升,澳大利亚生产http://ng1.17img.cn/bbsfiles/images/2011/11/201111131854_330136_2364332_3.jpgAgilent公司,规格10微升,美国生产http://ng1.17img.cn/bbsfiles/images/2011/11/201111131856_330137_2364332_3.jpg江苏汉邦公司,规格10微升,中国生产http://ng1.17img.cn/bbsfiles/images/2011/11/201111131858_330138_2364332_3.jpg上海高鸽公司,规格5微升,中国生产http://ng1.17img.cn/bbsfiles/images/2011/11/201111131901_330139_2364332_3.jpgSGE公司,规格50微升,澳大利亚生产http://ng1.17img.cn/bbsfiles/images/2011/11/201111131904_330140_2364332_3.jpg江苏汉邦公司,规格50微升,中国生产http://ng1.17img.cn/bbsfiles/images/2011/11/201111131905_330141_2364332_3.jpgAgilent公司,规格50微升,美国生产http://ng1.17img.cn/bbsfiles/images/2011/11/201111131906_330142_2364332_3.jpgSGE公司,规格50微升,澳大利亚生产http://ng1.17img.cn/bbsfiles/images/2011/11/201111131908_330143_2364332_3.jpg上海高鸽,规格100微升,中国生产http://ng1.17img.cn/bbsfiles/images/2011/11/201111131911_330145_2364332_3.jpgAgilent公司,规格250微升,美国生产http://ng1.17img.cn/bbsfiles/images/2011/11/201111131913_330146_2364332_3.jpghttp://ng1.17img.cn/bbsfiles/images/2011/11/201111131914_330147_236433
使用的1ML微量注射器,吸液体很慢,有时候还吸不上来,怀疑是密封性被破坏了,大家有没有好方法重新密封?能用凡士林涂抹吗?
微量注射器在使用前要先用丙酮等溶剂洗净,使用后立即清洗处理(一般常用下述溶液依次清洗:质量浓度微50g/L的NaOH水溶液、蒸馏水、丙酮、氯仿,最后用真空泵抽干),以免芯子被样品中高沸点物质玷污而阻塞;高沸点样品在注射器内部冷凝时,不得强行多次来回抽动拉杆,以免因卡住或磨损而造成损坏;如发现注射器内有不锈钢氧化物影响正常使用时,可在不锈钢芯子上蘸少量肥皂水塞入注射器内,来回抽拉几次就可去掉,然后再清洗即可;注射器的针尖不宜在高温下工作,更不能用火直接烧,以免针尖退火而失去穿戳能力。 [em09510]
看到论坛yuen72的帖子,说针尖朝上可以排气泡我对这个方法持怀疑态度,我记得在饱和甘汞电极中那么粗都要使劲抖才能把气泡拍出来。10uL微量注射器可以明显的看到气泡,1uL的微量注射器根本就看不到气泡。这么细针尖朝上,能排出气泡吗?大家有更好的排气泡的方法吗?欢迎各位专家讨论[em09505]
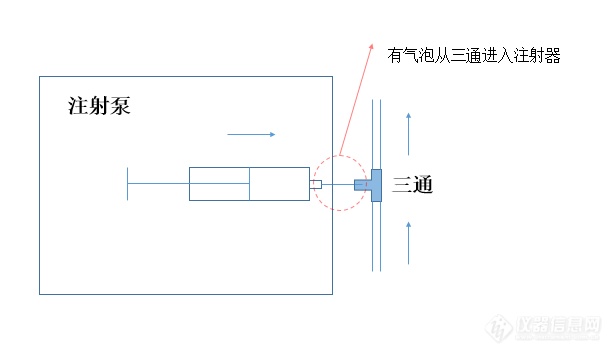
如题所示,使用微量注射泵将溶剂注射进气路,发现有气体从气路进入注射器,有没有什么办法可以解决这个问题?如图所示:[img=,614,355]http://ng1.17img.cn/bbsfiles/images/2018/08/201808101125551134_1565_2957344_3.png!w614x355.jpg[/img]
热解吸 100ML标气配置及标线制作问题?气相,100mL注射器配置 标准气,怎么密封,怎么配气?这种100ML注射器什么样的,那里购买,总不是普通玻璃注射器能用吧?最关键的,微量注射器如何将色谱纯试剂注入100ML注射器内?看到某些介绍说"用微量注射器抽取一定量的色谱纯试剂从胶帽直接刺入将试剂快速推入注射器内",很不明白,胶帽按在100ML注射器什么位置?微量注射器针头可以直接插进注射器内的??
想问一下各位坛友 Hamilton 1ml 微量注射器中的气泡影响大吗?
色谱分析中,微量注射器的清洗非常重要,注射器清洗的好坏与否直接关系到下次分析结果的准确性。那么大家怎么清洗色谱分析微量注射器,在清洗时都注意什么?http://simg.instrument.com.cn/bbs/images/brow/em09511.gif
微量注射器的使用问题:损耗率特别高,基本一周坏一个,针头弯的特别厉害,成了山路十八弯了,最好有好法可以让大部分的人群都能接受(我们手动进样时基本都是一只手完成)
微量注射器堵了咋办
我想买微量注射器做层析用,不知这个东西的价格与规格,以前没做过?







 我要推广仪器
我要推广仪器
 下载APP
下载APP