推荐厂家
暂无
暂无
 留言咨询
留言咨询
 金牌12年
金牌12年
 400-803-0155
留言咨询
留言咨询
400-803-0155
留言咨询
留言咨询
 400-860-5168转1978
留言咨询
400-860-5168转1978
留言咨询
 400-860-5168转2434
留言咨询
400-860-5168转2434
留言咨询
 400-860-5168转3093
留言咨询
400-860-5168转3093
留言咨询




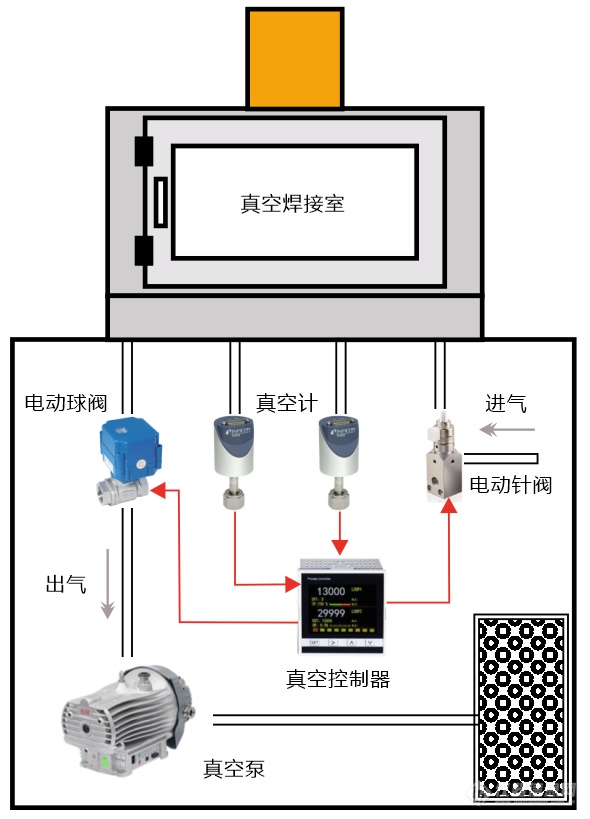
[color=#990000]摘要:本文针对微激光束焊接中真空控制系统的压力调节,介绍了相应的解决方案。具体实施方案是配备不同量程的真空计、进气电动针阀、排气电动球阀和双通道高精度PID控制器,并采用上游和下游控制模式可实现全量程范围内的气压调节和恒定控制。此解决方案可在全量程范围内任意设定点的真空度恒定控制达到波动率小于±1%。[/color][align=center][color=#990000]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/color][/align][color=#990000] [size=18px]一、背景介绍[/size][/color]微激光束焊接 (LBW) 也称为微焊接,是通过投射出的微小直径激光光束,产生微观焊缝将不同金属熔合在一起。最近有客户提出定制要求,要求在微激光束焊接的系统中,配备用于精确压力调节的真空控制系统。具体要求是焊接腔室内充入惰性气体,焊接腔室内的绝对气压在10Pa至一个大气压(0.1MPa)的真空范围内精确恒定控制,在任意控制点上的气压波动小于±1%。本文将针对上述客户对微激光束焊接中真空控制系统的压力调节技术要求,提出相应的解决方案。具体实施方案是配备不同量程的真空计、进气电动针阀、出气电动球阀和双通道高精度PID控制器,并针对不同真空度量程分别采用上游和下游控制模式实现全量程范围内的气压调节和恒定控制。此解决方案可在全量程范围内任意设定点的真空度恒定控制达到波动率小于±1%。[size=18px][color=#990000]二、解决方案[/color][/size]微激光束焊接 (LBW) 真空控制系统的压力调节解决方案如下图所示。[align=center][img=微激光束焊接中的真空控制系统,400,555]https://ng1.17img.cn/bbsfiles/images/2022/09/202209201618016926_439_3221506_3.png!w590x819.jpg[/img][/align]由于微激光束焊接所要求的气压调节范围(绝对压力)为10Pa~0.1MPa的真空度,并实现全量程任意设定真空度在恒定过程中的波动率小于±1%,而且还要求对焊接过程中所引起的气压波动进行快速调节并恒定能力,故本解决方案采用两个控制回路来覆盖全量程。第一个控制回路负责控制1kPa~101kPa范围的高气压,采用了1000Torr量程的薄膜电容真空计作为传感器。此真空计连接PID控制器的第一通道,PID控制器通过接收到的真空度信号与设定值进行比较来调节电动球阀,使得焊接室内的气压快速达到设定值并保持恒定。第二个控制回路负责控制10Pa~1kPa范围的低气压,采用了10Torr量程的薄膜电容真空计作为传感器。此真空计连接PID控制器的第二通道,PID控制器通过接收到的真空度信号与设定值进行比较来调节电动针阀,使得焊接室内的气压快速达到设定值并保持恒定。为保证控制精度和稳定性,此解决方案中要求电动针阀和球阀需要具有1秒以内的响应速度,并要求双通道PID控制器具有24位AD和16位DA的高精度。此解决方案已成功得到广泛应用。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]

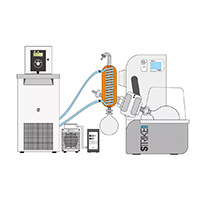
[size=16px][color=#339999]摘要:针对食品油炸过程中涉及到的真空、正压和高压三种压力场控制需求,本文提出了相应的解决方案。解决方案基于动态平衡法控制原理,采用真空压力控制器、电动针阀、电动球阀、电气比例阀、背压阀和真空泵的搭配组合,分别实现真空负压控制、正压控制和超高压控制,可有效保证油炸食物品质,更便于油炸参数和新技术的开发。依据解决方案所构成的真空压力控制系统即可单独构成油炸设备的控制单元,也可配套集成到中央控制系统。[/color][/size][align=center][size=16px][img=油炸设备中的真空、正压和高压三种压力场控制的解决方案,500,376]https://ng1.17img.cn/bbsfiles/images/2023/03/202303291411304643_3469_3221506_3.jpg!w690x520.jpg[/img][/size][/align][size=16px][/size][b][size=18px][color=#339999]1. [/color][/size][size=18px][color=#339999]油炸过程中的压力场控制问题[/color][/size][/b][size=16px] 油炸是以油为传热介质的最流行的食品加工方法之一,是一个典型的高温传热传质过程。油炸食品由于美味而广受欢迎,但油炸食品往往对人体健康造成很大影响。为此,现有和今后的油炸技术都在基于物理场(温度场、压力场、电磁场和声场等)的单独或协同应用技术,以减少油炸食品对健康的负担以及提高油炸食品的生产效率和质量。[/size][size=16px] 油炸与其他加热烹饪方法一样,首先要能形成一定的温度场才能使食物致熟,但为了能提供更健康的油炸食物,往往会需要进行相应的压力等其他物理场的控制。尽管现在有很多其他油炸新技术,但健康油炸过程的两个核心指标还是温度和压力,这是因为压力往往会决定温度高低。众所周知,水的沸点与外界压力有关。当施加的压力降低(或增加)时,水的沸点降低(或增加),这就是基于压力场油炸技术和改变油炸温度的基本原理。[/size][size=16px] 随着科技的进不许,真空油炸(减压)或压力油炸(加压)正在取代常压油炸技术,提高油炸产品的效率和质量。另外,高压加工(HPP)作为预处理技术的应用已经显示出在油炸水果和蔬菜中具有巨大的商业利用潜力,具有更快的水分去除率和更少的质量退化。下面将分别介绍油炸技术中的这三种压力场控制方法以及需解决的技术问题。[/size][size=16px][color=#339999][b]1.1 真空油炸(低压或减压)[/b][/color][/size][size=16px] 真空油炸被定义为在低于大气压下进行的深度油炸过程,典型的真空油炸装置如图1所示[1]。由于真空下水的沸点降低,食物中的水分可以在相对较低的温度下除去,这使得真空油炸具有保留热敏性营养物的显著特征。同时,由于低温和真空下的低氧含量,脂肪氧化和美拉德反应也受到显著抑制。此外,真空油炸水果和蔬菜更好地保留了天然颜色,包含更高的亮度、更低的红色和更低的黄色,这可能与更少的非酶褐变反应有关。[/size][align=center][size=16px][color=#339999][b][img=01.典型真空油炸装置示意图,650,355]https://ng1.17img.cn/bbsfiles/images/2023/03/202303291415539393_8671_3221506_3.jpg!w690x377.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图1 典型真空油炸装置示意图[1][/b][/color][/size][/align][size=16px] 此外,由于在最初的减压步骤中实现了更少的气泡和更均匀的微观表面结构,因此在油炸产品中实现了更好的保存纹理。[/size][size=16px] 真空油炸的另一个优势是油炸后的离心步骤,同时保持负压,这大大有助于减少最终产品的吸油量。在真空条件下,油炸材料的结构保持膨胀和松散的形状,孔隙中的压力随着热传递和水蒸发速率的降低而保持,这抑制了油被临时毛细压力吸收到外壳中。同时,在油炸篮从油中提起后立即进行离心,大部分附着在表面的油被离心力去除,从表面渗透到多孔结构的油最终减少,从而使最终产品具有较少的吸油量。因此,真空油炸的商业应用已经被许多具有低脂肪生产要求的食品工业所采用,特别是水果和蔬菜。[/size][size=16px] 然而,由于相对较低的温度,真空油炸延长了某些产品的油炸时间,因此较长的加工周期和较高的能耗成为其应用的明显障碍。因此近年来,人们尝试了创新的预处理方法和电磁加热技术,以降低油炸时间和能耗并提高真空油炸产品的整体质量属性。[/size][size=16px] 另外,尽管目前真空油炸技术和设备已经比较成熟,但有个关键技术问题则很少涉及,那就是如何准确控制真空度来满足不同食品的油炸需要,使得油炸食品具有更高的品质和重复性。[/size][size=16px][color=#339999][b]1.2 压力油炸[/b][/color][/size][size=16px] 压力油炸是通过食物自然释放的水分在油炸锅内产生足够压力的过程。水的沸点由于油炸锅中的高压(通常高于大气压)而升高,这导致食物中的水分更好地保留。大量研究表明,压力油炸主要应用于肉、鱼和家禽产品,以有效地减少加工时间并生产具有优良质地的油炸产品,在2bar压力下,压力油炸的传热系数几乎是常压油炸的两倍,与常压油炸相比,压力油炸鸡肉的油炸时间减少了近50%。就压力油炸过程中的结构变化而言,由于加剧的水分梯度,促进了外壳表面的形成,并增加了孔隙率,导致油炸产品的脆性质地和多孔外观。据报道,炸鸡的多汁性、嫩度和颜色得到了极大改善,并且与开放式油炸相比,还发现了更脆的外壳。此外,据报道,压力油炸产品的吸油率因水分保留而降低,同时压力油炸鸡肉中的中性脂肪含量减少了10.0%,碳水化合物含量增加了18.9%,而蛋白质含量没有发现显著差异,压力油炸鸡肉中游离脂肪酸和硫代巴比妥酸的含量分别降低了75.6%和26.2%,这意味着油炸鸡肉中的脂肪质量得到了极大改善。[/size][size=16px] 压力油炸在一些即食食品加工情况下有广泛的应用,如餐馆、超市、便利店、熟食店、学校、医院和其他商业餐饮经营。氮气被选择用作油炸锅中的压力产生源,以产生在保湿和质地方面质量更好的油炸产品。然而,由于繁琐的操作过程和较少的油炸食品量,其在工业生产中的应用受到限制,因此当用于大规模生产水平时,有必要探索合适的油炸条件或连续生产方法,以实现更高的加工效率。[/size][size=16px] 同样,在压力油炸中也同样很少涉及如何准确控制压力来满足不同食品的油炸需要。[/size][size=16px][color=#339999][b]1.3 高压加工预处理[/b][/color][/size][size=16px] 高压加工也称为高静水压或高静压(远高于100MPa),是食品加工中的一种新兴技术。这种最初用作非热保存的技术被发现有利于在油炸过程中获得高质量转移率,因为它对部分细胞渗透性的改变有影响。同时,油炸前的高压加工预处理被确定为通过抑制酶促和非酶促反应的发生而对油炸产品的颜色产生积极影响。[/size][size=16px] 值得注意的是,在100MPa较低压力下提交的油炸食品明显轻于200和300MPa较高压力下处理的油炸食品。压力造成的组织破坏增加了多酚氧化酶与其底物的接触,并没有完全使酶失活。有研究报道,高压加工预处理有助于减少油炸时间,增加油炸蔬菜和水果的硬度,这可能与细胞壁的物理损伤有关,导致细胞破裂和随后的水分渗出。此外,高压加工预处理能够保留水果和蔬菜的营养和感官特性,因为它对与其颜色和风味相关的化合物的共价键影响有限,同时能更好地保持最终油炸产品的酚类物质含量和抗氧化能力,而这种效应甚至可以在储存过程中有效维持。然而,据报道,高压加工预处理油炸会使得有些水果和蔬菜的吸油量增加,这可能与较高的渗透率有关,这有助于油炸物容纳更多的油。因此,适当的减油技术可以与高压加工预处理相结合,以保证其作为提高油炸产品效率和质量的有效策略。[/size][size=16px][color=#339999][b]1.4 问题的提出[/b][/color][/size][size=16px] 从上述三种不同压力形式的油炸方法介绍可以看出,压力场的控制会涉及到低压、正压和高压三个压力区间,但很少有报道涉及到详细的压力控制方法和相关仪器,而压力的准确控制会涉及到具体油炸产品品种和相应的油炸温度,为此本文将提出详细的真空压力控制解决方案。[/size][size=18px][color=#339999][b]2. 真空压力控制原理[/b][/color][/size][size=16px] 从上述油炸过程中所需的压力场可以看出,以绝对压力形式来描述,其相应的真空压力范围为0.005 ~ 300MPa。为了在如此宽泛的压力范围内实现压力控制,本文将采用动态平衡控制方法,其基本原理如图2所示。此原理的特点是既能进行全量程范围的真空压力控制,也可以进行某段区间内的单独控制。[/size][align=center][size=16px][color=#339999][b][img=02.油炸装置真空压力控制原理示意图,550,238]https://ng1.17img.cn/bbsfiles/images/2023/03/202303291416216769_231_3221506_3.jpg!w690x299.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图2 油炸过程真空压力控制原理示意图[/b][/color][/size][/align][size=16px] 按照图2所示的动态平衡法真空压力控制原理,油炸过程中的真空压力控制主要分三部分:[/size][size=16px] (1)负压区间控制:在控制真空负压时,由进气排气阀门、真空泵、传感器和控制器组成闭环控制回路,高压气源提供压力不高的工作气体。在具体控制过程中,真空压力控制器根据传感器采集信号与设定值进行比较,控制器输出两路信号分别用于固定进气阀门开度和调节排气阀门开度,通过自动调节进出气流量达到动态平衡来实现负压区间全量程的真空度准确控制。[/size][size=16px] (2)正压区间控制:在低于7MPa范围内的正压控制时,由高压气源、进气阀、传感器和控制器组成闭环控制回路。进气阀门直接采用电气比例阀,比例阀对高于7MPa的高压气源进行减压控制,而真空压力控制器根据压力传感器与设定值比较后输出信号对比例阀进行自动调节。[/size][size=16px] (3)超高压区间控制:对于7~300MPa范围内的超高压控制,进气阀门需要采用电气比例阀和背压阀的组合形式。背压阀对超高压进气进行减压来控制控制油渣罐内的超高压力,电气比例阀作为先导阀来调节背压阀,真空压力控制器根据压力传感器与设定值比较后输出信号对比例阀进行自动调节。[/size][size=18px][color=#339999][b]3. 解决方案[/b][/color][/size][size=16px] 根据前述的油炸装置真空压力控制原理以及三个不同真空压力范围的控制方法,本文提出了三个相应的具体解决方案。[/size][size=16px][color=#339999][b]3.1 真空负压控制解决方案[/b][/color][/size][size=16px] 基于图1所示的油炸装置结构,真空负压控制的解决方案具体如图3所示。[/size][align=center][size=16px][color=#339999][b][img=03.油炸装置真空负压控制系统结构示意图,550,238]https://ng1.17img.cn/bbsfiles/images/2023/03/202303291416416718_3794_3221506_3.jpg!w690x299.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图3 油炸装置真空负压控制系统结构示意图[/b][/color][/size][/align][size=16px] 方案中采用了电动针阀进行进气流量调节,采用电动球阀进行排列流量调节,真空计为1000Torr量程的薄膜电容规。在油炸装置中对选用的电动针阀和电动球阀有较高的要求,一方面是要有较好的真空密封性能,更重要的是还要具有较快的调节速度,以便能对油炸过程中温度变化以及水分蒸发造成的气压突变进行快速调节。[/size][size=16px] 另外,所用的电动针阀和球阀较适用于小尺寸的油炸罐体,对于较大规格的油炸罐体,可以考虑采用具有相同性能的进气电动球阀和排气电动蝶阀,以满足大尺寸腔体对大流量进气和排气的需要。[/size][size=16px] 解决方案中的另一个重要内容是真空压力控制器,这里的控制器是一个高精度通用型的双通道PID控制器,两个独立通道分别用于电动针阀和电动球阀开度的控制。另外,此真空压力控制器具有通讯接口和配套的计算机软件,可通过上位机编程进行控制,也可能用计算机直接运行软件进行控制操作。[/size][size=16px][color=#339999][b]3.2 正压控制解决方案[/b][/color][/size][size=16px] 同样基于图1所示的油炸装置结构,7MPa以下正压控制的解决方案具体如图4所示。[/size][align=center][size=16px][color=#339999][b][img=04.油炸装置7MPa以下压力控制系统结构示意图,500,246]https://ng1.17img.cn/bbsfiles/images/2023/03/202303291417152373_4414_3221506_3.jpg!w690x340.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图4 油炸装置7MPa以下正压控制系统结构示意图[/b][/color][/size][/align][size=16px] 方案中采用了电气比例阀直接对油炸罐压力进行控制,即对高压气源的压力进行减压后输送到油炸罐。电气比例阀的控制则采用了真空压力控制器,同样,也可以采用上位机和计算机直接对电气比例阀进行控制。[/size][size=16px] 方案中需要注意的是,电气比例阀仅能满足小尺寸油炸罐内的压力控制,针对较大尺寸的油炸罐,则需要在电气比例阀后面增加流量放大器,以对大尺寸罐体内的压力快速响应和控制。[/size][size=16px][color=#339999][b]3.3 超高压控制解决方案[/b][/color][/size][size=16px] 同样基于图1所示的油炸装置结构,超高压控制的解决方案具体如图5所示。[/size][align=center][size=16px][color=#339999][b][img=05.油炸装置超高压300MPa压力控制系统结构示意图,500,317]https://ng1.17img.cn/bbsfiles/images/2023/03/202303291417342442_4888_3221506_3.jpg!w690x438.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图5 油炸装置超高压控制系统结构示意图[/b][/color][/size][/align][size=16px] 图5中的解决方案与图4所示的正压控制解决方案类似,这里的电气比例阀是作为先导阀来驱动背压阀,背压阀则对输入的超高压气源进行减压以实现油炸罐内的超高压控制。[/size][size=16px] 在此方案中需要采用两路气源,一路气源用于驱动电气比例阀,另一路气源作为油炸罐的工作气源。[/size][size=16px] 油炸罐的超高压力自动控制也采用了真空压力控制器,控制器根据压力传感器信号来控制电气比例阀,电气比例阀驱动背压阀,由此实现对背压阀的间接控制。同样,也可以采用上位机和计算机直接对背压阀进行控制操作。[/size][size=18px][color=#339999][b]4. 总结[/b][/color][/size][size=16px] 采用真空压力控制器、电动针阀、电动球阀、电气比例阀、背压阀和真空泵的自动化控制解决方案,可以实现食品油炸过程中的真空压力准确控制,提高油炸食品的质量和口感。[/size][size=16px] 解决方案的另外一个特点是可以采用灵活的组合,实现不同范围的真空压力控制,可满足不同压力场要求的油炸设备,也可满足不同尺寸大小的油炸罐真空压力控制需要。[/size][size=16px] 解决方案具有很强的可扩展性和灵活性,在实现真空压力控制的同时,真空压力控制器还可以拓展应用到油炸过程中的温度和其他参数的控制,控制器的小巧尺寸和通讯功能可方便的集成在油炸装置的控制系统中,也可单独构成中央控制单元。[/size][size=18px][color=#339999][b]5. 参考文献[/b][/color][/size][size=16px][1] Andrees-Bello, A., P. Garc?a-Segovia, and J. Mart?nez-Monzo. 2011. Vacuum frying: An alternative to obtain high-quality dried products. Food Engineering Reviews 3 (2):63–78.[/size][size=16px][/size][align=center]~~~~~~~~~~~~~~~~[/align][size=16px][/size][size=16px][/size][size=16px][/size]
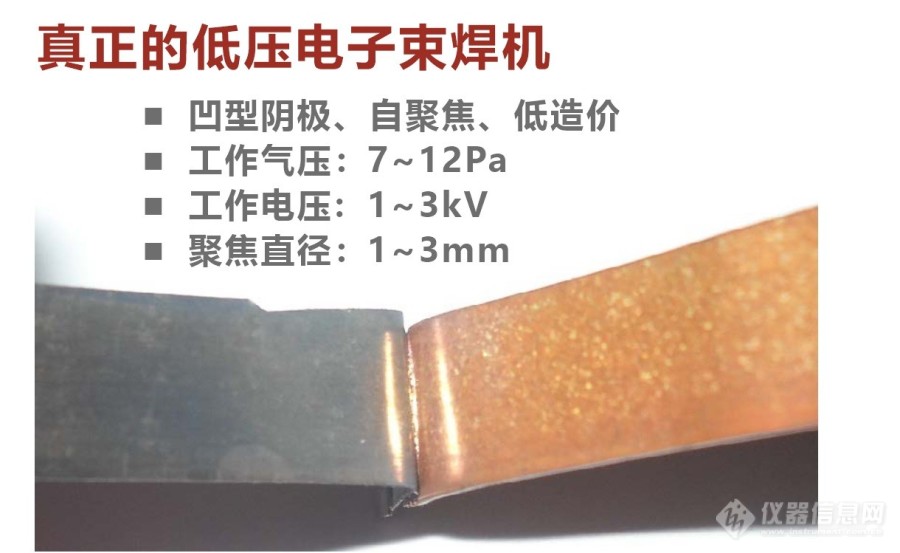
[align=center][size=16px][img=新型低成本低压电子束焊接技术及其精密真空控制装置,550,337]https://ng1.17img.cn/bbsfiles/images/2023/03/202303270934409402_5689_3221506_3.jpg!w690x423.jpg[/img][/size][/align][size=16px][color=#339999]摘要:新型低压电子束焊接加工技术具有凹型阴极、自聚焦和低造价的突出特点,不再需要高真空系统,也无需磁透镜和磁线圈进行电子束的聚焦和偏转,可进行微零件焊接和低熔点材料表面微结构改性。但这种新型技术对氩气工作气压的要求较高,需要在7~12Pa的低真空范围实现高精度的调节和控制。本文针对此高精度控制提出了解决方案,即在电容真空计作为传感器的基础上,采用了电动针阀和超高精度压力控制器,控制精度可达±1%。[/color][/size][align=center][size=16px][color=#339999]~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/color][/size][/align][size=18px][color=#339999][b]1. 问题的提出[/b][/color][/size][size=16px] 电子束焊是指利用加速和聚焦的电子束轰击置于真空或非真空中的焊接面,使被焊工件熔化实现焊接。目前,电子束焊通常分为高真空、低真空和非真空三种类型,但无论是那种类型,电子束都需要在高真空条件下产生,且还需要磁透镜和磁线圈系统用于聚焦和偏转电子束,这使得高真空装置是电子束焊接设备中的重要且高成本的部件。[/size][size=16px] 最近,波兰研究人员Aleksander Zawada和Piotr Konarski介绍了一种真正低压环境且无需磁透镜和磁线圈的电子束焊接技术[1,2],这种新的低压电子束焊接技术具有以下特点:[/size][size=16px] (1)采用凹形阴极作为电子束源,直接在氩气环境中产生并聚焦电子束。工作气体的存在和伴随辉光放电的发生允许表面电荷中和,这使得电子束可以直接轰击绝缘材料。[/size][size=16px] (2)可直接采用微波炉用变压器,电压输出为1~3kV,就能建立一个以凹形阴极作为电子源的低压电子束加工装置。[/size][size=16px] (3)阴极和阳极之间的间隙约为25mm,氩气气体绝对压力可在0.05~0.09Torr范围内调节,采用机械泵就可在此真空度范围内可以获得了稳定的辉光放电进行焊接和加工。通过改变阴极电压以及选择合适的真空度,实现电子束电流的调节,以满足不同工具加工和焊接需要。[/size][size=16px] (4)通过使用凹面阴极可直接获得直径1~3mm的聚焦点。虽然与很多高端的电子束加工设备相比,它的尺寸似乎太大,但它可用于微零件焊接和表面改性。[/size][size=16px] (5)由于采用微波炉小功率电源和旋片泵,使得整个装置结构简单和非常便宜,同时可用于微零件焊接和低熔点材料表面微结构改性,如不锈钢、铜、铝、氧化铝、氧化硅和玻璃等材料。如果加大功率,可实现更大功率的电子束焊机。[/size][size=16px] 从上述这种真正低压电子束焊接加工技术的特点中可以看出,这种技术对真空度的要求很高,需要在很窄的气压范围内(约5Pa)进行调节以满足不同的焊接加工要求,而相关文献也未涉及气压精密控制的具体内容。为此,本文将针对此问题提出相应的具体解决方案。[/size][size=18px][color=#339999][b]2. 解决方案[/b][/color][/size][size=16px] 波兰学者提出的新型低压电子束焊接加工装置结构如图1所示[1,2],其真空室只有5升的体积。真空系统包括了真空计、机械泵和泄漏阀三部分,进气用了高压氩气气瓶,还配备了一个气阀用来加工完成后导入空气打开腔门。[/size][align=center][size=16px][color=#339999][b][img=01.新型低压电子束焊机原理图,650,409]https://ng1.17img.cn/bbsfiles/images/2023/03/202303270937189274_6985_3221506_3.jpg!w690x435.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图1 新型低压电子束焊接机结构示意图[/b][/color][/size][/align][size=16px] 从图1所示结构可以看出,所进行的真空度控制应该还是手动调节方式,即固定机械泵抽速(一般是全开状态),然后通过调节泄漏阀的开度来达到不同的真空度,但这种手动控制方式很难保证真空度控制的准确性和稳定性,完全不能按照设计好的不同设定值对真空度进行控制。[/size][size=16px] 为此,本解决方案的目的是进行真空度控制的自动化改造,改造方案的具体结构如图2所示。解决方案是在原有的电容真空计基础上,增加了电动针阀和高精度的真空压力PID控制器,由真空计、电动针阀和真空压力控制器组成一个典型的闭环控制系统。其中各个部件的具体内容如下。[/size][align=center][size=16px][color=#339999][b][img=02.新型低压电子束焊机和真空控制装置原理图,650,401]https://ng1.17img.cn/bbsfiles/images/2023/03/202303270937405037_1825_3221506_3.jpg!w690x426.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图2 包含真空度自动控制的电子束焊接机结构示意图[/b][/color][/size][/align][size=16px][color=#339999][b]2.1 真空计的选择[/b][/color][/size][size=16px] 方案中选择1Torr量程的薄膜电容真空计覆盖0.05~0.09Torr工作压力范围,这种电容真空计具有0.25%的高精度。[/size][size=16px] 除了高精度之外,这种电容真空计还具有线性的0~10V直流电压信号输出,即真空度测量值与输出电压值呈线性关系,这非常有利于数据采集和处理,更能保证控制的准确性。[/size][size=16px] 对于0.05~0.09Torr的工作压力范围,尽管在理论上也可以选择0.1Torr量程的真空计,但实际真空度控制范围已接近真空计上限,这使得对0.09Torr附近的真空度较难控制,实际真空度稍微过冲就超出真空计量程,这很容易造成真空控制失效。[/size][size=16px][color=#339999][b]2.2 电动针阀[/b][/color][/size][size=16px] 工作压力自动控制的关键技术之一是图1中的泄漏阀要具备电动调节能力,这时的电动调节阀门就相当于一个电动执行器来根据要求调节进气流量的大小。[/size][size=16px] 解决方案是采用电动针阀代替图1中的泄漏阀。电动针阀是一种步进电机驱动的针型阀,阀门位移分辨率可达到12.7um,并具有很小的真空漏率和线性度,可直接用直流0~10V模拟电压进行调节,很适合真空度控制过程中的进气流量调节。[/size][size=16px][color=#339999][b]2.3 超高精度真空压力控制器[/b][/color][/size][size=16px] 对于低压电子束焊接加工装置的真空度控制而言,另一项关键技术就是需要解决超高精度的PID控制问题。如在选择1Torr真空计时,对应的电压输出为0~10V,那在实际测量0.05Torr真空度过程中所对应的电压输出则为0.5V。如果要达到±1%的控制精度,则需要PID真空度控制器具有5mV的测量精度,这是目前绝大多数工业用真空度控制器无法达到的精度要求。[/size][size=16px] 为了在0.05~0.09Torr范围内实现±1%的真空度控制精度,解决方案选用了VPC 2021系列超高精度真空压力控制器。此控制器的主要特点如下:[/size][size=16px] (1)超高性能指标:24位AD、16位DA和0.01%最小输出百分比,同时采用的是双精度浮点运算,这是目前国际上工业用控制器最高的性能指标。[/size][size=16px] (2)多功能:具有程序控制、PID参数自整定、RS485通讯、标准MODBUS通讯协议和多条设定曲线以及多组PID参数存储等功能。[/size][size=16px] (3)丰富的扩展能力:控制器带有远程设定能力,即通过外接可变电位器旋钮实现真空度设定值的手动调节和设定,为现场真空度的随时调节和控制提供了极大便利。[/size][size=16px] (4)配套软件:配套有计算机软件,可通过计算机进行控制器的所有设置和运行,并可直观显示和存储多个过程参数随时间变化的实时曲线,[/size][size=16px] (5)体积小巧:具有常用工业用控制器典型的小巧尺寸(面板尺寸96mm×96mm)。[/size][size=18px][color=#339999][b]3. 总结[/b][/color][/size][size=16px] 在波兰学者提出的低造价低压电子束焊接和加工新技术基础上,本文对此新技术中未涉及到的真空度精密控制技术进行了分析,并提出了实现真空度高精度控制的解决方案。解决方案以及所涉及到的电动针阀和超高精度PID真空压力控制器,经过了大量试验验证考核,并已经在多个领域内得到了广泛应用,技术成熟度很高,可为这种新型电子束焊接和加工技术的推广应用提供有效的技术保障。[/size][size=18px][color=#339999][b]4. 参考文献[/b][/color][/size][size=16px][1] Zawada A, Konarski P. Electron beam generated in low pressure noble gas atmosphere–Compact device construction and applications[J]. 2013.[/size][size=16px][2] Chien C H, Zawada A, Konarski P, et al. Developing a desk-top electron beam micro-machining system in the low-pressure argon atmosphere[J]. Procedia CIRP, 2020, 95: 950-953.[/size][align=center][size=16px][color=#339999]~~~~~~~~~~~~~~~~~~~~~~~[/color][/size][/align]










 我要推广仪器
我要推广仪器
 下载APP
下载APP