抛光液化学组成为1%HN O3+1%B TA+0.2%H2O2较适宜.研究了腐蚀介质硝酸、成膜剂苯并三唑、H2O2、磨粒g-A12O3的浓度、抛光压力及抛光转速对铜化学-机械抛光速率的影响,解释了各种因素的影响机理. 配方0.1%甲胺溶液+0.5%K3Fe(CN)6+5%Al2O3可行.
大家一般都用哪个厂家的抛光液?质量都怎么样?有行业内的朋友,请在这里泼墨指点一下。
抛光液中加入乙二醇起什么作用?
谁知道铸造铝合金的电解抛光液的配置和参数,谢谢了!
求购AC-2镁合金抛光液,或者供应商联系方式也行,谢谢
哪位大虾有抛光液的SIP文件(用来抛光玻璃材质的手机盖板),请分享一下,谢谢。安庆英语培训机构 安顺英语培训机构 安阳英语培训机构 鞍山英语培训机构 阿拉善英语培训机构 安康英语培训机构 阿坝英语培训机构 阿里英语培训机构 阿克苏英语培训机构 阿勒泰英语培训机构 北京英语培训机构 蚌埠英语培训机构 亳州英语培训机构 白银英语培训机构 北海英语培训机构 百色英语培训机构 毕节英语培训机构 保定英语培训机构 白山英语培训机构 白城英语培训机构 本溪英语培训机构 包头英语培训机构 巴彦淖尔英语培训机构 滨州英语培训机构 宝鸡英语培训机构 巴中英语培训机构 巴音郭楞英语培训机构 博尔塔拉英语培训机构 保山英语培训机构 重庆英语培训机构 潮州英语培训机构 滁州英语培训机构 巢湖英语培训机构 池州英语培训机构 崇左英语培训机构 沧州英语培训机构 承德英语培训机构 长沙英语培训机构 常德英语培训机构 郴州英语培训机构 长春英语培训机构 常州英语培训机构 朝阳英语培训机构 赤峰英语培训机构 长治英语培训机构 成都英语培训机构 昌都英语培训机构 昌吉英语培训机构 楚雄英语培训机构 东莞英语培训机构 定西英语培训机构 大庆英语培训机构 大兴安岭英语培训机构 大连英语培训机构 丹东英语培训机构 东营英语培训机构 德州英语培训机构 大同英语培训机构 德阳英语培训机构 达州英语培训机构 大理英语培训机构 德宏英语培训机构 迪庆英语培训机构 鄂州英语培训机构 恩施英语培训机构 鄂尔多斯英语培训机构 佛山英语培训机构 阜阳英语培训机构 福州英语培训机构 防城港英语培训机构 抚州英语培训机构 抚顺英语培训机构 阜新英语培训机构 广州英语培训机构 甘南英语培训机构 桂林英语培训机构 贵港英语培训机构 贵阳英语培训机构 赣州英语培训机构 固原英语培训机构 果洛英语培训机构 广安英语培训机构 广元英语培训机构 甘孜英语培训机构 [url=
我现在在做镁合金的EBSD,一直电解抛光不好,请问有人知道AC-2抛光液在哪里可以买的,谢谢了。
我需要COMPOL60抛光液,谁知道在哪里购买呢?
想问一下BZn15-20还有H70-1该用什么抛光液呢,因为这2种合金比较软,在机械抛光之后还有大量的划痕.自己用以前给QAl9-4的抛光液抛光的时候,瞬间就发生了严重的腐蚀.所以现在想请教一下针对这2种合金该用什么抛光液
目的为去除金相磨面上因细磨而留下的磨痕,使之成为光滑、无痕的镜面。金相试样的抛光可分为机械抛光、电解抛光、化学抛光三类。机械抛光简便易行,应用较广。 (1)机械抛光 机械抛光是在专用的抛光机上进行的,抛光机主要是由电动机和抛光圆盘(Ф200~300mm)组成,抛光盘转速为200~600r/min以上。抛光盘上铺以细帆布、呢绒、丝绸等。抛光时在抛光盘上不断滴注抛光液。抛光液通常采用Al2O3、MgO或Cr2O3等细粉末(粒度约为0.3~1μm)在水中的悬浮液。机械抛光就是靠极细的抛光粉末与磨面间产生相对磨削和液压作用来消除磨痕的。 操作时将试样磨面均匀地压在旋转的抛光盘上,并沿盘的边缘到中心不断作径向往复运动。抛光时间一般为3~5min。抛光后的试样,其磨面应光亮无痕,且石墨或夹杂物等不应抛掉或有曳尾现象。这时,试样先用清水冲诜 ,再用无水酒精清洗磨面,最后用吹风机吹干。 (2)电解抛光 电解抛光是利用阳极腐蚀法使试样表面变得平滑光高的一种方法。将试样浸入电解液中作阳极,用铝片或不锈钢片作阴极,使试样与阴极之间保持一定距离(20~30mm),接通直流电源。当电流密度足够时,试样磨面即由于电化学作用而发生选择性溶解,从而获得光滑平整的表面。这种方法的优点是速度快,只产生纯化学的溶解作用而无机械力的影响,因此,可避免在机械抛光时可能引起的表层金属的塑性变形,从而能更确切地显示真实的金相组织。但电解抛光操作时工艺规程不易控制。 (3)化学抛光 化学抛光的实质与电解抛光相类似,也是一个表层溶解过程。它是一种将化学试剂涂在试样表面上约几秒至几分钟,依靠化学腐蚀作用使表面发生选择性溶解,从而得到光滑平整的表面的方法。
求购金刚石抛光液,氧化铝抛光液等耗材
做铝材抛光以往都是用三酸即硫酸`硝酸`和磷酸.按照一定的配比可以得到一定程度的光亮度.但是黄烟的危害逐渐的以电解抛光而代替.铝材的稀有金属含量包含着电解抛光液所含化学成分及浓度的不同.最佳的抛光效果即是镜面状态.~~.代序~
电解抛光知识:整流器选择建槽规格及成本核算 一.电化学抛光理论: 1.电化学抛光定义(即什么是电解?): 以被抛工件为阳极,不溶性金属为阴极,两极同时浸入到电解槽中,通以直流电而产生有选择性的阳极溶解,从而达到工件表面光亮度增大的效果。 2.电解原理: 电解原理现在世界各界人士争论很多,被大家公认的主要为黏膜理论。 工件上脱离的金属离子与抛光液中的磷酸形成一层磷酸盐膜吸附在工件表面,这种黏膜在凸起处较薄,凹处较厚,因凸起处电流密度高而溶解快,随黏膜流动,凹凸不断变化,粗糙表面逐渐被整平。 3.电解抛光优点: ⑴内外色泽一致,光泽持久,机械抛光无法抛到的凹处也可整平。 ⑵生产效率高,成本低廉。 ⑶增加工件表面抗腐蚀性。
材料是表面纳米化的工业Ni,用1:4的高氯酸和酒精抛光效果不好。不知道还有什么样的电解液比较适合
焊接不锈钢的电化学抛光曹经倩,刘炳根,周 雅(南昌航空工业学院材料系,江西南昌330034)0 前 言 不锈钢具有较高的耐蚀性和装饰性,被广泛运用于各领域之中。有关不锈钢表面的抛光工艺,前人进行了大量的研究,工业上常用于不锈钢电化学抛光的电解液主要有H3PO4 H2SO4体系、HClO4 C2H5OH体系、HClO4 冰醋酸体系、H2CrO4 HNO3体系等[1],目前使用较多的是H3PO4 H2SO4体系。然而,目前对有焊缝的不锈钢抛光则研究甚少,也未见一个完整的处理工艺报导。不锈钢焊缝因有严重的氧化黑皮和焊渣,利用常规抛光工艺难以达到技术要求。江西景德镇市某厂就因不锈钢产品结构复杂,造成焊缝的焊渣难以实施手工机械抛光而成为一攻关难题。作者经反复实验后,确定了以电化学去氧化皮→电化学抛光的不锈钢表面抛光工艺,经该工艺处理后,不锈钢表面及焊缝均达镜面光亮且不腐蚀不锈钢表面。1 试验方法1.1 试验材料 1Cr18Ni9Ti奥氏体不锈钢(规格100mm×58mm,中间有焊缝)。1.2 工艺流程 除油→水洗→去氧化皮→水洗→酸洗→水洗→光亮浸蚀→水洗→电化学抛光→钝化→水洗→吹干。1.3 去氧化皮处理液及工艺条件 NaOH 95~105g/L,Na2CO3 100~200g/L,KMnO4 80~90g/L。化学处理法:温度 95~110℃,时间 1.5~3.0h。电化学处理法:温度 60~70℃,时间 7~9min,JA=35~45A/dm2,阴极为铅板。1.4 电化学抛光液及操作条件的优选 经试验优化,最佳工艺配方确定为:H3PO4(85%) 740~770mL/L,H2SO4(98%) 180~210mL/L,CrO3 50g/L,添加剂(明胶)8~10mL/L,溶液密度1.70~1.78g/cm3,温度55~65℃,JA=35~45A/dm2,电压10~20V,时间4~5min,阴极为铅板。1.5 检测方法 (1)目测法 经上述工艺抛光后,目测表面有无划痕、变形、方向性、不锈钢及其焊缝光亮性。(2)耐蚀性测定 抛光后在3%的NaCl溶液中浸泡一周,检测不锈钢表面是否出现黄色锈点。2 结果与分析2.1 去氧化皮处理 不锈钢焊接区由于高温氧化作用,局部表面生成一层致密的难溶氧化铁铬(FeOCr2O3)黑皮和焊渣。去除该层氧化皮的方法较多,工业上主要采用化学处理法[2],主要借助氧化剂(KMnO4、NaNO3、HNO3、H2O2等)的作用使低价铁铬等氧化物转变为高价化合物,转变过程中,氧化膜的结构发生变化,附着力降低以致脱落。这种处理方法需2h以上,生产效率低,更重要的是不锈钢焊接区的粗糙、疏松表面易遭受过腐蚀。本文对3种处理方法进行了实验对比,结果见表所示。[img]http://ng1.17img.cn/bbsfiles/images/2006/11/200611152116_32335_1634962_3.gif[/img]试验结果表明,采用化学处理法均未能达到预期效果 酸性化学处理法尽管时间较短,温度较低,但易出现过腐蚀现象 而碱性化学处理法则使用温度高,处理时间长 电化学抛光所得结果则优于两种化学处理法。究其原因,是在通电情况下,促使低价金属氧化物向高价氧化物转化的动力,主要是阳极电解所产生的初生态的氧原子[O],而氧化剂的作用已降为次要地位,即:FeOCr2O3→[O]ΔFe2O3CrO3,使难溶的氧化铁铬疏松和分离 又由于初生的氧原子[O]能与基体金属表面作用,生成新生氧化膜,这种氧化膜在电场力的作用下以及在酸性介质中可以随生随灭,最终使黑皮和焊渣疏松,而溶液中的氧化剂更重要的是对不锈钢表面的钝化作用,保护了不锈钢表面免遭腐蚀。在电化学处理液中,增加氧化剂浓度和提高阳极电流密度,均有利于氧化黑皮的去除。但均不能过度,一般高锰酸钾控制在80~90g/L,电流密度以35~45A/dm2为佳。2.2 电化学抛光试验 选用了抛光质量较好、溶液使用寿命较长的H3PO4 H2SO4体系[3]进行研究,配方组成和工艺参数如下:H3PO4(85%)540mL/L,H2SO4(98%)400mL/L,CrO350g/L,明胶8~10mL/L,密度1.75~1.82g/cm3,JA=35A/dm2,温度50~60℃,槽压10~20V,时间4~5min,阴极为铅板。试验发现,该配方存在易吸水、不锈钢表面产生点蚀等缺陷,尤其是存放一段时间后,当溶液密度低于1.75g/cm3时,会造成不锈钢表面的过腐蚀。我们对磷酸、硫酸和铬酸的含量比进行了重新分析,并通过正交试验确定了最佳工艺配方。 实验还发现硫酸是影响电化学抛光质量最重要的因素,并对此作了进一步分析,结果当硫酸含量为100mL/L时,试片表面平整性、光亮度较差 含量为150mL/L时,试片表面平整、光亮 含量为200mL/L时,试片表面平整、光亮 含量为250mL/L时,稳定性差,试片易产生点蚀。可见当硫酸含量低于100mL/L时,抛光后零件光亮度较差,达不到镜面光亮 高于250mL/L时,抛光液稳定性较差, 易吸水,抛光表面出现点蚀。一般控制在180~210mL/L为宜。磷酸是公认的粘膜理论中电化学抛光的主要成分,既能起溶解作用又能在不锈钢表面形成磷酸盐保护膜,阻止不锈钢表面发生过腐蚀。其含量变化较宽,但以750mL/L左右为佳。铬酐在电化学抛光液中以H2Cr2O7形式存在,有很强的氧化性,能使不锈钢表面钝化,避免抛光表面产生过腐蚀,有利于提高抛光表面的光亮度,试验表明其含量应控制在50~60g/L。所施加的电抛光工艺参数如电流密度、温度、阴阳极间距等,也会对抛光表面质量产生影响。提高抛光温度,会提高抛光速度,但过高会腐蚀表面或使表面产生气带条纹,影响抛光质量 温度过低,抛光整平效果明显下降。电流密度对抛光质量的影响亦较大,当JA=25A/dm2时,试片表面光亮,有少量清晰的磨痕 JA=40A/dm2时,试片表面光亮 JA=55A/dm2时,试片表面光亮,抛光液升温速度快。可见,JA以40A/dm2左右为宜。3 结 论 通过试验研究和生产应用表明,按最佳工艺条件:H3PO4740~770mL/L,H2SO4180~210mL/L,CrO350g/L,明胶8~10mL/L,JA=35~45A/dm2,温度55~65℃,时间4~5min,阴板为铅板,对不锈钢焊逢实施抛光后能使不锈钢表面及其焊缝达到镜面光亮,且不会腐蚀基体。碱性电化学法去除氧化黑皮效率高、清除快 试验所得的抛光液具有稳定性高、使用寿命长、能耗低的特点,在含有少量水分(80mL/L)的情况下亦有较好的抛光效果,不会产生点蚀。
[color=#DC143C][size=1][size=4][font=黑体][font=楷体_GB2312][B] 钴铬合金如何电解抛光呢 ? 电解抛光钴铬合金用什么配呀??[/B][/font][/font][/size][/size][/color][em0811] [size=4][font=隶书][color=#00008B]其中:Co: 63.50%Cr: 27.00%Mo: 5.50%Fe: 2.00%Ni: 0.99%如何配置呢????????[/color]
传统EBSD制样方法如电解抛光及振动抛光均存在抛光液废弃难回收的问题,而氩离子抛光制样可以简化工作流程,且对操作人的实验技能要求低。由于铁素体-马氏体双相钢含有铁素体与马氏体两种硬软度不同的相,在电化学腐
[size=16px][color=#333333]点击链接查看更多:[url]https://www.woyaoce.cn/service/info-19056.html[/url]检测内容[/color][/size]德检科技提供专业的金属加工液检测服务,围绕金属加工液检测、金属切削液检测、金属清洗剂检测等需求,德检检测建立了完备的服务体系、专业的技术团队,提供专业的检测报告。金属加工液检测服务范围切割液/切削液检测:铝合金切削液、全合成切削液、微乳切削液、镁合金切削液、环保型切削液、高速切削磨削液、半合成切削液、精密剃齿油、环保切削油冲压拉伸油检测:拉拔润滑油、水性冲压油、铜铝拉丝油、冲压成型油、冲剪油研磨抛光液检测:金刚石研磨液/抛光液、玻璃研磨液/抛光液、蓝宝石研磨液/抛光液、硅晶片研磨/抛光液、振动研磨液、不锈钢研磨液/抛光液防锈油检测:水性防锈液、专用防锈油、油膜防锈油、挥发防锈剂金属加工液检测推荐项目产品配方成分分析: 硅片切割液配方、硅片制绒液配方、切削液配方、物理抛光剂配方、硬质材料加工液配方、研磨液配方产品性能问题分析: 耐用度低、磨削力不够、切割效率不高、分散性差、清洗效果差、润滑性能差产品业务问题检测: 配方分析、成分化验、产品研发、性能改进、问题诊断、性能检测更多服务:性能检测、理化性能检测、有毒有害物质检测、力学性能测试、金属材质鉴定、金属工件断裂原因测试、金属涂层检测
最近在学SEM制样,主要是做cross-section,用4000目的砂纸研磨后再用0.3和0.05MIC的氧化铝抛光液抛光,但是一直有划痕,如图: 但是我看到有些人能抛的非常光滑,效果如图: 所以想请教一下有没有别的方法能抛出如上图的效果。希望各位大侠不吝赐教!非常感谢!因工作需要,不得不把图片删去,谢谢理解!
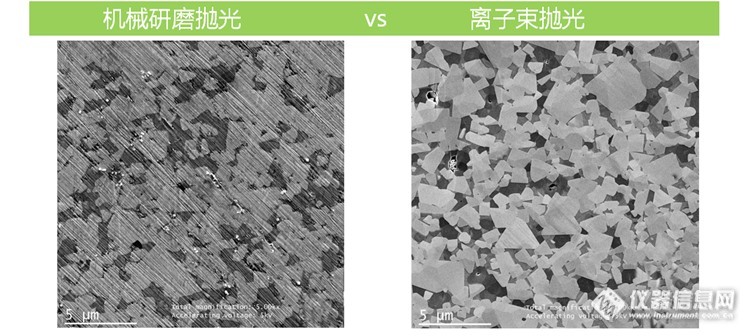
原理:氩离子切割技术是一种利用宽离子束(〜1mm)来切割样品,以获得宽阔而精确的电子显微分析区域的样品表面制备技术。一个坚固的挡板遮挡住样品的非目标区域,有效的遮蔽了下半部分的离子束,创造出一个侧切割平面,去除样品表面的一层薄膜。氩离子抛光技术是对样品表面进行抛光,去除损伤层,从而得到高质量样品,用于在 SEM,光镜或者扫描探针显微镜上进行成像、EDS、EBSD、CL、EBIC 或其它分析。氩离子抛光技术是扫描电镜、电子探针、俄歇电镜、EBSD分析等应用领域性创新发明。机械研磨抛光技术与氩离子束抛光技术的比较: 机械研磨抛光 vs 离子束抛光 ×有限的硬,固体样品 P适合各类样品 o硬度较大金属材料 o软硬金属材料皆可 o硅和玻璃 o同一样品含软硬不同材料 o半导体(铝/宽/高k电介质 o多孔材料 o矿物质(干) o湿或油性样品:油页岩 o有机物data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAAAEAAAABCAYAAAAfFcSJAAAAAXNSR0IArs4c6QAAAARnQU1BAACxjwv8YQUAAAAJcEhZcwAADsQAAA7EAZUrDhsAAAANSURBVBhXYzh8+PB/AAffA0nNPuCLAAAAAElFTkSuQmCChttp://ng1.17img.cn/bbsfiles/images/2017/01/201701191701_669521_3156028_3.png氩离子抛光/切割的优点http://www.gmatg.com/vr/zbjy888/Resources/userfiles/images/20140215_220137.jpg机械抛光的缺点相比较下氩离子抛光的优点:(1)对由硬材料和软材料组成的复合材料样品, 能够很精细地制作软硬接合部的截面, 而使用传统方法制样是很困难的。(2)比FIB方法的抛光面积更大(~1mm以上)。氩离子切割抛光制样具体应用领域有: EBSD样品 光伏、半导体 金属(氧化物,合金) 陶瓷 地质样品、油页岩 高分子、聚合物 CLEBSD制样最有效的方法------氩离子截面抛光仪随着电子背散射技术(EBSD)的日益广泛应用,EBSD样品制备的新技术、新设备也相继出现。样品制备技术也由传统的机械-化学综合抛光,电解抛光丰富到FIB,以及目前广泛应用的氩离子截面抛光仪。传统的机械抛光不能有效去除样品表面的变形层,即使经过反复的研磨,也会出现再次变形的可能,即伴随着消除严重变形层又有形成新的变形层的可能,而且机械抛光的同时还会造成对样品的表面划痕与损伤,大大影响了EBSD试样的效果。电解抛光是靠电化学的作用使试样磨面平整、光洁,一般处理大批量的EBSD试样首选电解抛光。电解抛光可以非常有效的去除表面的氧化层和应力层。不同材质电解抛光工艺不同,需要摸索合适的抛光剂,原始的抛光剂可

防锈剂、除油剂、中和剂、促进剂、防锈油、脱脂剂、防锈水、不锈钢清洗剂、不锈钢抛光液、铜抛光液、化学镀镍本公司是专业从事水性环保缝纫机专用底漆、缝纫机粉末、铝材水性环保底漆、铝件铬化液、皮膜剂、磷化液、脱漆剂、发黑液、防锈磷化液、黑色耐蚀耐磨磷化液、脱脂粉、表调剂、钝化液、防锈液、封闭剂、防锈剂、除油剂、中和剂、促进剂、防锈油、脱脂剂、防锈水、不锈钢清洗剂、不锈钢抛光液、铜抛光液、化学镀镍液等百余种产品的高新技术生产厂家,已和许多大中小型企业长期合作,欢迎来电来人考察联系!主营产品:水性环保工业缝纫机专用底漆、缝纫机专用花纹粉末、铝材水性底漆、铝件(铝塑板、铝轮毂、氟碳铝板、铝合金)铬化剂、皮膜剂、磷化液(铁系彩色磷化剂、锌系磷化剂、防锈磷化剂、锰系磷化剂、拉伸磷化剂)、脱漆剂、发黑剂、防锈磷化液、耐磨磷化液、四合一磷化液、拉丝磷化液、刷涂磷化液、常温脱脂粉、脱脂剂、防锈剂、除油剂,除锈剂,表调剂、无铬钝化剂、去油去锈液、脱水防锈油、促进剂、拉丝润滑液、环保防锈水、漆雾凝聚剂、不锈钢清洗剂、封闭剂、中和剂、防变色剂、防锈剂、除油剂、清洗剂、钝化液、切削液、干性防锈油系列、铝材表面处理剂、铜材表面处理剂、铜无黄烟化学抛光液、压铸件处理液、紧固件处理液、不锈钢化学抛光剂、不锈钢电解抛光液、不锈钢酸洗钝化膏、化学镀镍液。电话:021-27675831 56536298 13044100397 传真:021-56536298 网站:http:// www-yibang.anyp.cn http://zay123789chem.anyp.cn[img]http://ng1.17img.cn/bbsfiles/images/2005/02/200502211344_2264_1502539_3.jpg[/img]
1 机械抛光 机械抛光是靠切削材料表面塑性变形去掉被抛光物质而得到平滑面的抛光方法,以手工操作为主,一般使用油石条、羊毛轮、砂纸等,特殊零件如回转体表面,可使用转台等辅助工具,表面质量 要求高的可采用超精研抛的方法。超精研抛是采用特制的磨具,在含有磨料的研抛液中,紧压在工件被加工表面上,作高速旋转运动。光学镜片模具常采用这种方法。2 化学抛光 化学抛光是让材料在化学介质中部分需要处理的表面溶解,从而得到平滑面。这种方法的主要优点可以同时抛光很多工件,效率高。同时不需复杂设备,化学抛光的关键是抛光液的配制。化学抛光得到的表面粗糙度一般为数 10 μ m 。3 电解抛光 电解抛光基本原理与化学抛光相同,即靠选择性的溶解材料表面微小凸出部分,使表面光滑。电化学抛光过程分为两步:第一步是宏观整平 溶解产物向电解液中扩散,材料表面几何粗糙下降, Ra > 1 μ m 。第二步是微光平整 阳极极化,表面光亮度提高, Ra < 1 μ m 。4 磁研磨抛光 磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工。这种方法加工效率高,质量好,加工条件容易控制,工作条件好。采用合适的磨料,表面粗糙度可以达到 Ra0.1 μ m 。5 流体抛光 流体抛光是依靠高速流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。流体动力研磨是由液压驱动,使携带磨粒的液体介质高速往复流过工件表面。介质主要采用在较低压力下流过性好的特殊化合物(聚合物状物质)并掺上磨料制成,磨料可采用碳化硅粉末。常用方法有:磨料喷射加工、液体喷射加工、流体动力研磨等。6 超声波抛光 将工件放入磨料悬浮液中并一起置于超声波场中,依靠超声波的振荡作用,使磨料在工件表面磨削抛光。在溶液腐蚀、电解的基础上,再施加超声波振动搅拌溶液,使工件表面溶解产物脱离,表面附近的腐蚀或电解质均匀;超声波在液体中的空化作用还能够抑制腐蚀过程,利于表面光亮化。超声波加工宏观力小,不会引起工件变形,但工装制作和安装较困难。超声波加工可以与化学或电化学方法结合。
公司是专业从事水性环保缝纫机专用底漆、缝纫机粉末、铝材水性环保底漆、铝件铬化液、皮膜剂、磷化液、脱漆剂、发黑液、防锈磷化液、黑色耐蚀耐磨磷化液、脱脂粉、表调剂、钝化液、防锈液、封闭剂、防锈剂、除油剂、中和剂、促进剂、防锈油、脱脂剂、防锈水、不锈钢清洗剂、不锈钢抛光液、铜抛光液、化学镀镍液等百余种产品的高新技术生产厂家,已和许多大中小型企业长期合作,欢迎来电来人考察联系! 主营产品:水性环保工业缝纫机专用底漆、缝纫机专用花纹粉末、铝材水性底漆、铝件(铝塑板、铝轮毂、氟碳铝板、铝合金)铬化剂、皮膜剂、磷化液(铁系彩色磷化剂、锌系磷化剂、防锈磷化剂、锰系磷化剂、拉伸磷化剂)、脱漆剂、发黑剂、防锈磷化液、耐磨磷化液、四合一磷化液、拉丝磷化液、刷涂磷化液、常温脱脂粉、脱脂剂、防锈剂、除油剂,除锈剂,表调剂、无铬钝化剂、去油去锈液、脱水防锈油、促进剂、拉丝润滑液、环保防锈水、漆雾凝聚剂、不锈钢清洗剂、封闭剂、中和剂、防变色剂、防锈剂、除油剂、清洗剂、钝化液、切削液、干性防锈油系列、铝材表面处理剂、铜材表面处理剂、铜无黄烟化学抛光液、压铸件处理液、紧固件处理液、不锈钢化学抛光剂、不锈钢电解抛光液、不锈钢酸洗钝化膏、镀锌彩色钝化剂、兰白钝化剂、化学镀镍液。电话(TEL): 021-27675831 56536298 13044100397 传真(FAX): 021-56536298 联 系 人:张先生 请登陆网址http://www-yibang.anyp.cn 或者http://zay123789chem.anyp.cn查看.[em62][color=red]【由于该附件或图片违规,已被版主删除】[/color]
多种合金电解和化学减薄用溶液的配方[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=20675]抛光薄化电解液配方[/url][color=#ff0000][color=#3333ff]在TEM试验中,制样是一个非常重要的环节,我们经常需要制作各种材料的TEM样品,网上搜索电解、化学抛光液如大海捞针一般。以下是一部分合金电解和化学减薄用溶液的配方,[/color][b]各位版友都来说说自己用过哪些材料的电解液,最后总结、留存下来就再不需要大海捞针了[/b]。[/color][table=573][tr][td][align=center]材料[/align][/td][td=3,1]方法[/td][td][align=center]条件[/align][/td][/tr][tr][td=1,4][align=center]Al和Al合金[/align][/td][td=3,1]电解抛光 62%磷酸+14%硫酸+160g/L铬酸[/td][td][align=center]9~12V[/align][/td][/tr][tr][td=3,1]化学抛光 40mL氢氟酸+60mL水+0.5g氯化镍[/td][td][align=center]70℃[/align][/td][/tr][tr][td=1,2]电解抛光[/td][td=2,1]20%高氯酸+80%乙醇[/td][td][align=center]15~20V,30℃[/align][/td][/tr][tr][td=2,1]70(80-75)%甲醇+30(20-25)%硝酸[/td][td][align=center]12~20V,-30℃左右[/align][/td][/tr][tr][td][align=center]Cr合金[/align][/td][td=3,1]电解抛光 5%高氯酸+95%甲醇[/td][td][align=center]-40~-50℃[/align][/td][/tr][tr][td][align=center]Co合金[/align][/td][td=3,1]电解抛光 2%高氯酸+8%柠檬酸+10%丙酮+80%乙醇+50g/L硫氰化钠[/td][td][align=center]25,-30℃[/align][/td][/tr][tr][td][align=center]Cu[/align][/td][td=3,1]化学抛光 50%硝酸+25%醋酸+25%磷酸[/td][td][align=center]20℃[/align][/td][/tr][tr][td][align=center]铜合金[/align][/td][td=2,1]电解抛光[/td][td]20%硝酸+80%甲醇33%硝酸+67% 甲醇[/td][td][align=center]5~9V,[/align][align=center]-30℃[/align][/td][/tr][tr][td][align=center]Cu-Ni合金[/align][/td][td=3,1]电解抛光 30mL硝酸+50mL醋酸+10mL磷酸[/td][td][align=center]2.9V,20℃[/align][/td][/tr][tr][td=1,2][align=center]Fe,低合金[/align][align=center]钢不锈钢[/align][/td][td=3,1]化学抛光 50%盐酸+10%硝酸+5%磷酸+35%水或5%盐酸+30%硝酸+10%氢氟酸+45%水[/td][td][align=center]热[/align][align=center]热[/align][/td][/tr][tr][td=3,1]电解抛光 133mL醋酸+7mL水+25g铬酸[/td][td][align=center]25~30V,30℃[/align][/td][/tr][tr][td=1,2][align=center]不锈钢[/align][/td][td=3,1]化学抛光 45%水+30%硝酸+10%氢氟酸+15%盐酸[/td][td][align=center] [/align][/td][/tr][tr][td=3,1]电解抛光 5%高氯酸+95%醋酸60%磷酸+40%硫酸 10%高氯酸+90%乙醇[/td][td][align=center]20V,15℃[/align][align=center]25V[/align][align=center]12V,0℃[/align][/td][/tr][tr][td][align=center]GaAs[/align][/td][td=3,1]化学抛光 盐酸:过氯化氢:水=40:4:1[/td][td][align=center] [/align][/td][/tr][tr][td][align=center]Ge[/align][/td][td=3,1]化学抛光 氢氟酸::硝酸:丙酮:溴=15:25:15:0.3[/td][td][align=center]2min[/align][/td][/tr][tr][td=1,2][align=center]Mg-Al合金[/align][/td][td=3,1]化学抛光80%正磷酸+20%乙醇[/td][td][align=center] [/align][/td][/tr][tr][td=3,1]电解抛光1%高氯酸+99%乙醇[/td][td][align=center]30~50V,-55℃,[/align][align=center]不锈钢阴极[/align][/td][/tr][tr][td][align=center]Mo,Mo合金[/align][/td][td=3,1]电解抛光 75%酒精+25%硫酸[/td][td][align=center]-30℃[/align][/td][/tr][tr][td=1,2][align=center]Ni合金[/align][/td][td=3,1]喷射 10%硝酸+90%水[/td][td][align=center] [/align][/td][/tr][tr][td=3,1]电解抛光 10%高氯酸+90%丙酮[/td][td][align=center]铂阳极[/align][/td][/tr][tr][td][align=center]Ni基[/align][align=center]高温合金[/align][/td][td=3,1]电解抛光20%高氯酸+80%酒精[/td][td][align=center]22V,0℃[/align][/td][/tr][tr][td][align=center]Nb,Nb合金[/align][/td][td=3,1]化学喷射60%硝酸+40%氢氟酸[/td][td][align=center]25℃[/align][/td][/tr][tr][td][align=center]Si[/align][/td][td=3,1]化学薄化 氢氟酸:硝酸:醋酸=1:3:2[/td][td][align=center] [/align][/td][/tr][tr][td][align=center]Ti[/align][/td][td=3,1]化学抛光 30%氢氟酸(浓度48%)+70%硝酸[/td][td][align=center]0℃[/align][/td][/tr][tr][td][align=center]Ti合金[/align][/td][td=3,1]电解抛光 30mL高氯酸(30%浓度)+175mL丁醇+300mL甲醇[/td][td][align=center]11~20V[/align][align=center]-25℃[/align][align=center]不锈钢阴极[/align][/td][/tr][tr][td][align=center]Ti-Al合金[/align][/td][td=3,1]电解抛光 甲醇:丁醇:高氯酸=60:35:5[/td][td][align=center]-20℃[/align][/td][/tr][tr][td][align=center]Ti-Ni合金[/align][/td][td=3,1]电解抛光6%高氯酸+94%甲醇[/td][td][align=center]20V,-60℃[/align][/td][/tr][tr][td][align=center]W及W合金[/align][/td][td=3,1]电解抛光10g氢氧化钠+100mL水[/td][td][align=center]5V[/align][/td][/tr][tr][td][align=center]U[/align][/td][td=3,1]电解抛光 133mL醋酸+25g铬酐(CrO[sub]3[/sub])[/td][td][align=center]35~40V,10℃[/align][/td][/tr][tr][td][align=center]V合金[/align][/td][td=3,1]电解抛光 100g/L氢氧化钠水溶液[/td][td][align=center]5V[/align][/td][/tr][tr][td][align=center]Zn[/align][/td][td=3,1]电解抛光 50%正磷酸+50%乙醇[/td][td][align=center] [/align][/td][/tr][tr][td][align=center]Zr[/align][/td][td=3,1]电解抛光 2%高氯酸+98%甲醇[/td][td][align=center]-70℃[/align][/td][/tr][/table]
本公司是专业从事水性环保缝纫机专用底漆、缝纫机粉末、铝材水性环保底漆、铝件铬化液、皮膜剂、磷化液、脱漆剂、发黑液、防锈磷化液、黑色耐蚀耐磨磷化液、脱脂粉、表调剂、钝化液、防锈液、封闭剂、防锈剂、除油剂、中和剂、促进剂、防锈油、脱脂剂、防锈水、不锈钢清洗剂、不锈钢抛光液、铜抛光液、化学镀镍液等百余种产品的高新技术生产厂家,已和许多大中小型企业长期合作,欢迎来电来人考察联系! 主营产品:水性环保工业缝纫机专用底漆、缝纫机专用花纹粉末、铝材水性底漆、铝件(铝塑板、铝轮毂、氟碳铝板、铝合金)铬化剂、皮膜剂、磷化液(铁系彩色磷化剂、锌系磷化剂、防锈磷化剂、锰系磷化剂、拉伸磷化剂)、脱漆剂、发黑剂、防锈磷化液、耐磨磷化液、四合一磷化液、拉丝磷化液、刷涂磷化液、常温脱脂粉、脱脂剂、防锈剂、除油剂,除锈剂,表调剂、无铬钝化剂、去油去锈液、脱水防锈油、促进剂、拉丝润滑液、环保防锈水、漆雾凝聚剂、不锈钢清洗剂、封闭剂、中和剂、防变色剂、防锈剂、除油剂、清洗剂、钝化液、切削液、干性防锈油系列、铝材表面处理剂、铜材表面处理剂、铜无黄烟化学抛光液、压铸件处理液、紧固件处理液、不锈钢化学抛光剂、不锈钢电解抛光液、不锈钢酸洗钝化膏、镀锌彩色钝化剂、兰白钝化剂、化学镀镍液。电话(TEL): 021-27675831 56536298 13044100397 传真(FAX): 021-56536298 联 系 人:张先生 网址:http://www-yibang.anyp.cn http://zay123789chem.anyp.cn
我单位为理化检测中心,进口丹麦的全自动抛磨机,一般常用国产抛光布都不太好用,有较好抛光布卖家可联系。要求:φ250,带背胶李先生029-83202909liwanchun1999@126.com有意向电话、站内短信或E联系,E请附带具体型号、价格。
机械抛光的磨料通常为抛光粉和抛光膏、常用的施光粉为Al2O3、Cr2O3 ,它价格便宜,适用性强。 抛光膏一般是人造金刚石为好,抛光效果理想,但价格贵,不适合大专院校的学生实验用。笔者使用的是Al2O3抛 光粉,由于经验不足,制成悬浮液的稠稀适度和在抛光时倒入量掌握不好,加之悬浮液易使粒度不均,抛光效果也不理想,且浪费大。为了改变抛光粉的使用状况,笔者进行了一些探讨。金刚石抛光膏之所以抛光效果好,不仅是金刚石磨料硬度高,尖角锋利,还由于将粉制成膏剂后可以沾嵌在抛光织物上,有利试样的磨面接触磨料磨削,这样即可抛出理想的试样,浪费也少。根据抛光膏的原理,我们将Al2O3抛光粉配制成抛光膏。使用方法同研磨膏一样。使用效果良好。配制方法:将10ml甘油+6g 硬脂酸+60ml水混合加热完全乳化后,再加入100g Al2O3粉,不断搅拌直至冷到室温即可。还可加人少量油酸,以增加其润滑。
[color=#DC143C][size=4][font=黑体][center]手工抛光到自动抛光能否代替一个质的飞跃[/center][/font][/size][/color] [color=#DC143C][font=楷体_GB2312][center] Lylsg555[/center][/font][/color] 凡是做金相分析的朋友都知道,要想在显微镜下获得一个良好的,清晰的观察面,试件的抛光制备是最为重要的。试件的抛光是件不容易的事情,要考虑到多方面的因素,如抛光织物的选择,抛光磨料的选择,抛光的旋转速度及抛光手给予试件压力的大小。而且还包含了人的因素,个人技术,个人在抛光中的偏好等等。 手工抛光最主要的要求是试样面没有划痕,凹坑,光亮如镜,为此许多检验人员在抛光上下了很多功夫,技术达到了炉火纯青的地步。 现在随着科学进步和先进设备的快速发展,在金相领域的制样方面,现代化的自动抛光设备也孕育而生。有进口的,国产的。虽然我还没有接触过这样先进的设备,但从各方的介绍来看,基本上以都是电脑程序控制,自磨自抛,自动送磨料,自动定时等等,大大地提高了工作效率,解放了劳动力。 然而,这是否就意味着自动抛光将取代手工抛光呢?理论上,试件在抛光后期,对手持试件旋转的方向,手给予试件的压力大小都有严格的要求,如稍微操作不当,便可产生划痕,尤其是在分析金属夹杂物方面,会产生“曳尾”现象,给分析带来麻烦。因为自己没有操作过自动抛光机,带着这个疑问,查找了一些文献资料。从资料方面来看,进口产品似乎可以达到要求,国产的就存在出现划痕现象。且存在着抛光质量的问题。 手工抛光到自动抛光能否代替一个质的飞跃?我想每个人都有自己的答案,尤其是使用过自动抛光设备的朋友是最有发言权的。不是吗? 2008.6.17
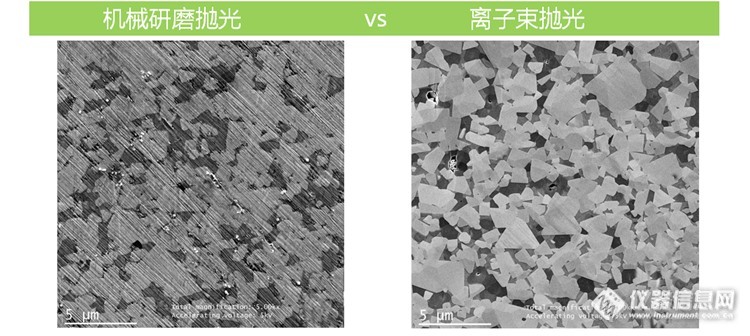
氩离子切割技术是一种利用宽离子束(〜1mm)来切割样品,以获得宽阔而精确的电子显微分析区域的样品表面制备技术。一个坚固的挡板遮挡住样品的非目标区域,有效的遮蔽了下半部分的离子束,创造出一个侧切割平面,去除样品表面的一层薄膜。氩离子抛光技术是对样品表面进行抛光,去除损伤层,从而得到高质量样品,用于在 SEM,光镜或者扫描探针显微镜上进行成像、EDS、EBSD、CL、EBIC 或其它分析。氩离子抛光技术是扫描电镜、电子探针、俄歇电镜、EBSD分析等应用领域性创新发明。机械研磨抛光技术与氩离子束抛光技术的比较: 机械研磨抛光 vs 离子束抛光 ×有限的硬,固体样品 P适合各类样品 o硬度较大金属材料 o软硬金属材料皆可 o硅和玻璃 o同一样品含软硬不同材料 o半导体(铝/宽/高k电介质 o多孔材料 o矿物质(干) o湿或油性样品:油页岩 o有机物data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAAAEAAAABCAYAAAAfFcSJAAAAAXNSR0IArs4c6QAAAARnQU1BAACxjwv8YQUAAAAJcEhZcwAADsQAAA7EAZUrDhsAAAANSURBVBhXYzh8+PB/AAffA0nNPuCLAAAAAElFTkSuQmCChttp://ng1.17img.cn/bbsfiles/images/2017/01/201701191701_669442_3156028_3.png氩离子抛光/切割的优点http://www.gmatg.com/vr/zbjy888/Resources/userfiles/images/20140215_220137.jpg机械抛光的缺点相比较下氩离子抛光的优点:(1)对由硬材料和软材料组成的复合材料样品, 能够很精细地制作软硬接合部的截面, 而使用传统方法制样是很困难的。(2)比FIB方法的抛光面积更大(~1mm以上)。氩离子切割抛光制样具体应用领域有: EBSD样品 光伏、半导体 金属(氧化物,合金) 陶瓷 地质样品、油页岩 高分子、聚合物 CLEBSD制样最有效的方法------氩离子截面抛光仪随着电子背散射技术(EBSD)的日益广泛应用,EBSD样品制备的新技术、新设备也相继出现。样品制备技术也由传统的机械-化学综合抛光,电解抛光丰富到FIB,以及目前广泛应用的氩离子截面抛光仪。传统的机械抛光不能有效去除样品表面的变形层,即使经过反复的研磨,也会出现再次变形的可能,即伴随着消除严重变形层又有形成新的变形层的可能,而且机械抛光的同时还会造成对样品的表面划痕与损伤,大大影响了EBSD试样的效果。电解抛光是靠电化学的作用使试样磨面平整、光洁,一般处理大批量的EBSD试样首选电解抛光。电解抛光可以非常有效的去除表面的氧化层和应力层。不同材质电解抛光工艺不同,需要摸索合适的抛光剂,原始的抛光剂可以在文献和一些工具书中找到,然后需要进行大量的试验,
大家使用的离子束抛光仪是哪家的,有推荐么。目前用的品牌确实很烦心。我们所20年底安装了一台进口某知名品牌的离子束抛光仪,才使用两年多毛病不断,使用一年多就更换了一个平面旋转样品台(3万多,经沟通还好给免费更换),同类型的另一台也是用了没多久,也换了一台样品台;22年底设备又出现故障,经厂家排查需更换隔膜泵(感觉质量太差,工作十几年没遇到过,用两年就坏的),需要费用6万多,花费确实有点大;总共没正常使用多长时间。希望大家也引以为戒啊!







 我要推广仪器
我要推广仪器
 下载APP
下载APP