推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-668-7609
留言咨询
400-668-7609
留言咨询
 留言咨询
留言咨询
 400-860-5168转0610
留言咨询
400-860-5168转0610
留言咨询




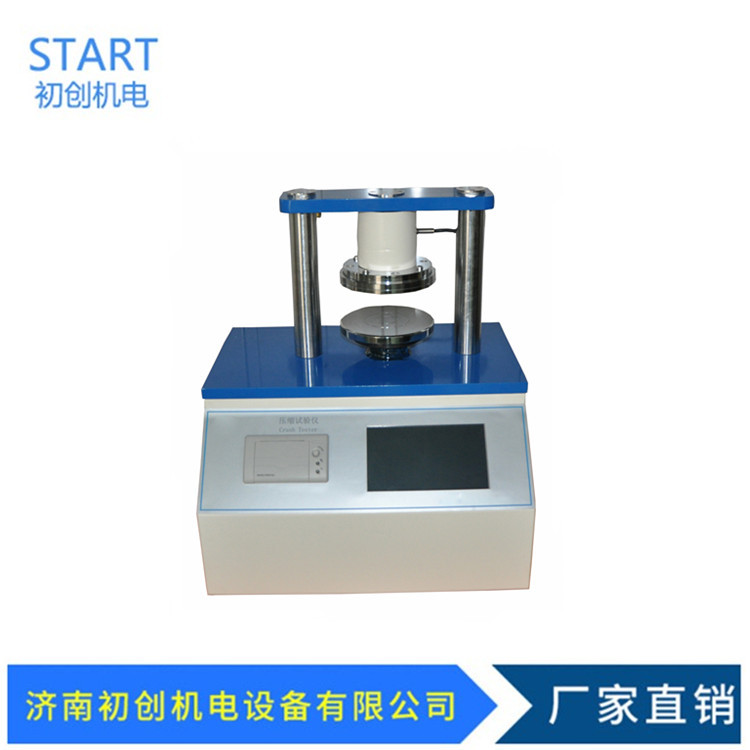
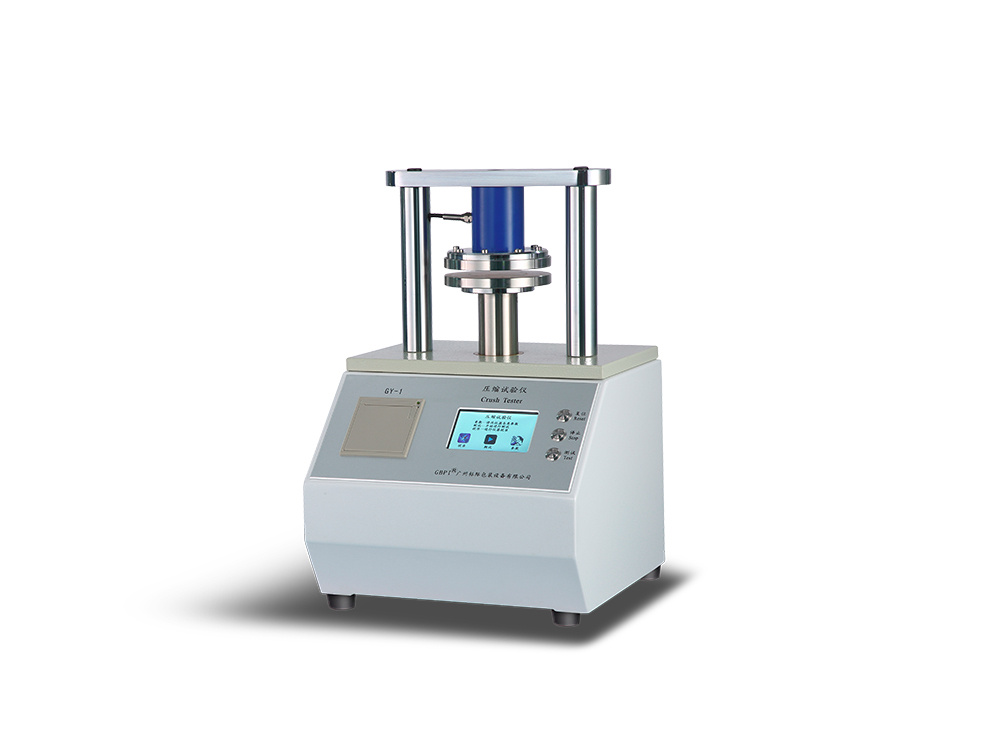
环压强度试验机主要用于纸板的环压强度、边压强度、粘合剥离强度、瓦楞芯平压强度,单面单层瓦楞纸板平压强度等物理性能的测定。配备相应的辅助夹 具可做环压、平压、边压、粘合、及一般小型纸盒、纸管的抗压强度等五种测试。是纸板和瓦楞纸板生产厂家以及有关科研院校、检测机构不可缺少的重要测试仪器。环压强度试验机的主要性能特点:1、三种单位可自动切换(kg-公斤. N-牛. Lb-英磅)。 2、快速、高质量的微型打印刷机与完整详细的测试数据报告。 3、测试结束后能快速自动回位,此系统具备过载保护功能. 4、带有实用日历和时钟,掉电也能自动保护时间。 5、上下压板平行板<.005mm,可调节.以确保此仪器的精确度. 6、仪器外表静电粉体烤漆,美观耐用。环压强度试验机的标准操作步骤:1.打开主机电源, 插上显示器电源,使成开机状态,同时选择所需单位.2. 依环压强度试验机试件测试需求,选择夹具装置并调整安全行程设定,并量测试件记录截面积等相关资料。3. 开启显示系统等配备电源,并依附件使用说明完成输入所需资料,输入完成后,待机准备接受测试值之接收及显示测试值或记取测试资料。4.将动力联板调整至适宜位置,将试件置入夹具,完成夹持。5. 准备完成后,按下操作控制系统之“上升/下降”按钮,传动杆开始运转,带动压缩盘向下压.同时根据需要可转动“调速”按钮进行调速,或选择定速(依测试规范选择)执行测试。6. 试验进行中,显示系统即接受感测计侦测受力讯号,显示测力值。7.试件破坏后,显示器显示测试结果(力量值)。8. 测试结束后,记录或打印、储存所需之资料报告, 关掉显示器电源及主机电源.
环压强度试验机环压强度试验机以高精度传感器感应,经软件解析以数字显示出强度.用于厚度在1㎜以下瓦楞蕊纸及牛皮纸带等.试样置于环盘之容器内,以本机检验其直立方向之耐压强度,配合各种附件使用,并可测试纸板之环压强度、边压强度、平压强度、粘合强度、抗压强度等试验项目。 环压强度试验机以高精度传感器感应,经软件解析以数字显示出强度.用于厚度在1㎜以下瓦楞蕊纸及牛皮纸带等.试样置于环盘之容器内,以本机检验其直立方向之耐压强度,配合各种附件使用,并可测试纸板之环压强度、边压强度、平压强度、粘合强度、抗压强度等试验项目。环压强度试验机原理:本机以高精度感測器感应,经软体解析以数位显示出試样強度.將試片置於胶模上,用試片夾緊,然后均匀地施加压力,使试样与胶膜一起自由凸起,直至試樣破裂为止,施加液压最大值是試片耐破強度值。环压强度试验机设计为机电一体化结构,采用现代机械设计理念和微机处理技术进行精心合理的设计。仪器采用下压板固定式,测量精度高。仪器具有标准中包含的各项参数测试、转换、调节、数据打印等功能。具有强大的数据处理功能,可直接得出各项数据的统计结果,操作方便,容易调节,性能稳定。功能:▲两种测试速度,减少因测试速度缓慢等待时间,大大提高工作效率;▲配备不同的夹具做不同的测试,一机多用;▲无声热敏打印,改变了传统型针式打印方式,无噪声污染;▲具备力量值校正功能,有效减少误差;▲具自动保护功能;执行标准:TAPPI-T472,JIS-P8126,GB/T2679.8 主要技术参数:1.测量范围:100,200㎏(可任选); 2.解析度:1/100,000;3.示值误差码:±1%4.示值变性:≤1%5.试验速度:(12.5±2.5)mm/min(可任意选)6.上下压板平行度:70㎜ 配粘合强度夹具1套(其它附件选配)
1、点滴上胶现象 上胶辊上有污垢,如纸屑、淀粉结块及其他异物等,或者辊面网穴处有异物堵塞,导致上胶辊不能顺利上胶,只能传递少量粘合剂,并且容易被擦落,上胶时就会出现在楞峰上胶量不足,出现断断续续的点滴上胶现象。这样的瓦楞纸板表面就会出现面纸与芯纸分层的痕迹,纸箱的抗压强度、边压强度和粘合强度都会降低。 当上胶辊和下瓦楞辊之间的间隙太宽时,上胶辊不能接触到下瓦楞辊的地方,瓦楞楞峰上就没有足够的粘合剂。2、粘合剂横向抛射现象 粘合剂黏度太高;太低或里面硼砂含量太高时,在生产线高速运行时都容易出现粘合剂横向抛射现象,这样会引起纸板翘曲或纸板发软,纸箱的粘合、边压和抗压强度者都会降低。3、导爪痕迹或真空痕迹 在施胶部分出现导爪痕迹或真空痕迹,这样的瓦楞纸板做成的纸箱,在使用时通常会断裂,瓦楞纸板的边压强度和纸箱的抗压强度会大大降低。有导爪的单面机生产出来的瓦楞纸板经常会在施胶部分出现导爪痕迹(一条清晰没有粘合剂的空白),通常主要是由于导爪挡板弯曲、磨损、位置偏或调整压力大;粘合剂就在挡板上积累、凝结成块,这些硬化的淀粉就会擦落上胶辊上的粘合剂,形成导爪空白痕迹。另外,瓦楞原纸含水率高、上胶辊上因磨损造成凹槽或上胶辊上出现较宽的粘合剂被异物擦掉,都会导致此质量问题。无导爪的单面机常会在施胶部分出现真空痕迹,这主要是由于瓦楞辊真空太多造成的,真空会将瓦楞原纸过度粘贴于瓦楞辊上,造成芯纸凹陷,上胶辊无法将粘合剂涂到凹陷的芯纸楞峰上。4、严重模糊的断断续续施胶现象 这种现象发生在上胶辊之前,主要是由于导爪挡板与瓦楞辊之间的距离太大、导爪挡板损坏或磨损、瓦楞原纸含水率高、压力辊上压力不均匀、瓦楞辊上有污垢、芯纸原纸上制动器松弛、瓦楞辊上压力不均匀或压力过低、瓦楞辊上无真空或暂时无真空等。5、不规则的施胶形状 不规则的施胶形状主要是由于导爪和芯纸经过各种辊之间时,位置不准确引起的瓦楞高低不平导致的,芯纸的质量、瓦楞辊上有污垢、表面磨损粗糙、导爪磨损、损坏、弯曲,导爪上有异物,无导爪真空压力不足或真空孔堵塞,压力辊上压力不当、芯纸上制动张力太大或不均匀等。6、粘合剂上胶不足或无粘合 粘合剂黏度太低、上胶辊网穴堵塞、刮胶辊和上胶辊间隙太小,都会导致上胶不足。上胶辊和瓦楞辊间隙过大,蒸汽凝结物滴落在上胶辊上,胶量中的粘合剂液面太低,下瓦楞辊和压力辊之间接触不良,瓦楞辊中高及位置不准都会导致无粘合现象的发生。7、粘合剂上胶过量 粘合剂上胶过量通常是因为上胶辊与刮胶辊间隙过大,或粘合剂黏度过高。不仅造成粘合剂锒费,而且会导致搓板状纸板问题或纸板翘曲问题的出现,严重时会出现明显的褶皱。8、瓦楞辊对施胶的影响 瓦楞辊上有凹陷、表面有污垢、瓦楞棍受损或磨损,瓦楞辊夹压力不均匀,瓦楞辊瓦楞不平行都会影响瓦楞成型,直接导致施胶不良。9、纵切边缘处施胶不良 瓦楞纸板的纵切边缘面纸与瓦楞芯纸未粘合,出现面纸松散现象,主要原因是由于纵切刀具不锋利、纵切机超速运行、纵切刀重叠太多、纵切边缘有导爪或真空痕迹、面纸边缘含水率不均匀、原纸纸幅不同引起的瓦楞辊磨损不均匀、压力辊或下瓦楞辊上有粘合剂结块等。










 我要推广仪器
我要推广仪器
 下载APP
下载APP