搜索
我要推广仪器
下载APP
首页
选仪器
耗材配件
找厂商
行业应用
新品首发
资讯
社区
资料
网络讲堂
仪课通
仪器直聘
市场调研
当前位置:
仪器信息网
>
行业主题
>
>
高频焊接机
仪器信息网高频焊接机专题为您提供2024年最新高频焊接机价格报价、厂家品牌的相关信息, 包括高频焊接机参数、型号等,不管是国产,还是进口品牌的高频焊接机您都可以在这里找到。 除此之外,仪器信息网还免费为您整合高频焊接机相关的耗材配件、试剂标物,还有高频焊接机相关的最新资讯、资料,以及高频焊接机相关的解决方案。
高频焊接机相关的方案
荧光法清洁度仪用于镍片清洁度测试
应用于电池组、 PVC 电路板中的镍片,在焊接过程中不仅受焊接机器的焊接参数影响,而且镍片表面的状况也影响到焊接过程。镍片表面上的污垢,会影响油焊接时焊点的接触面积从而降低焊接牢固程度。污染的不均匀性还会影响各个焊点加热的不一致,引起焊接质量的波动。使用德国 SITA 清洁度仪,测试镍片表面清洁度,判断是否会影响后面的焊接工序。
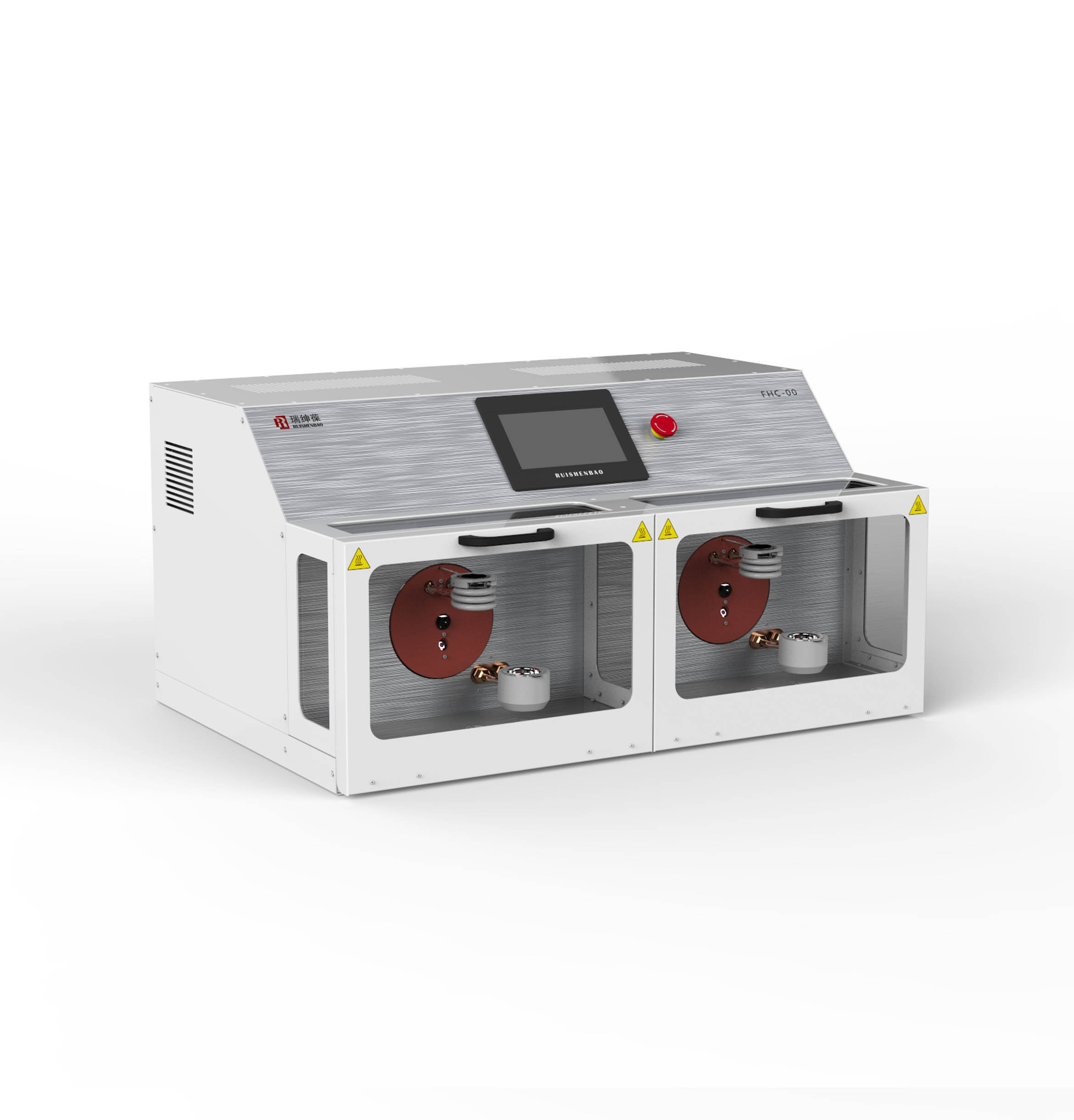
瑞绅葆高频熔样机制备铁精矿样品
某大型钢铁厂购买了瑞绅葆生产的FHC-00高频感应熔样机(四工位),其质量计量部门下属中心检验所的原料检验站在现场用铁精矿对高频熔样机进行了严格的验收测试,对其精密性和平行性都做了很好地验证。
用高频红外吸收法测定锂电池铝箔中碳的含量
钢研纳克使用高频红外法对铝箔中的碳进行了测定。对称样量、助熔剂、工作曲线等做了实验。最后得出高频红外的最佳实验条件是0.1g铝箔+1.5g钨粒,测定结果满足客户需求。
瑞绅葆高频熔样机制备地质标样
使用瑞绅葆FHC-00高频熔样机,按照GB/T14506.28-2010标准制备XRF分析用地质标样:
高频红外吸收法测定铜中硫含量
本文对高频燃烧红外吸收法测定铜中硫含量进行了研究,建立了铜中硫准确测定的分析方法,该方法快速准确,其结果稳定性好,测定结果满足客户需求。
瑞绅葆高频熔样炉制备铁矾土样品
由于铝土矿样品种类很多,来源不同,各元素含量范围变化大,且生产用量较大,需要快速定量分析含量,某大型钢企分析测试研究中心使用瑞绅葆FHC-00新高频熔样炉制备得到满足要求的样片:
瑞绅葆高频熔样机制备石灰石样品
某大型钢铁厂购买了瑞绅葆生产的FHC-00高频感应熔样机(四工位),在现场利用石灰石对仪器进行了严格的验收测试,对熔样机的精密性和平行性都做了很好地验证。
瑞绅葆高频熔样机制备硅锰合金样品
某大型钢铁厂购买了瑞绅葆生产的FHC-00高频感应熔样机(四工位),在现场利用硅锰合金对仪器进行了严格的验收,对熔样机的精密性和平行性都做了验证。
微谱科技高频熔样机 、能量色散 X 射线荧光光谱仪在石灰岩(石灰石)成分分析中的应用
使用微谱高频熔样机对石灰石进行样品前处理,将样品与混合熔剂熔铸成试料熔片,再使用微谱能量色散 X 射线荧光光谱仪进行石灰石成分分析的方法,测试周期短,实验流程简单,样品用料少,结果准确,可用于石灰石成分的精确分析,为其生产应用及产品质量把控提供重要参考依据。
燃烧热解法直接测定废水中的总汞含量(LUMEX高频塞曼法)
采用传统的常规方法(原子吸收光谱法)测定水中总汞的含量,根据不同的消化条件分别需要30分钟至8小时的初步样品消化。 而使用塞曼背景校正的汞分析仪RA-915M与Pyro-915 +热解附件相结合,可不用消解等任何前处理步骤,也不用担心样品受到污染的情况下直接对汞污染废水中的汞含量进行测定。LUMEX高频塞满法不涉及在金阱上的预富集和“冷却步骤”,从而消除相应的干扰。塞曼扣背景的使用与“干式”转换器相结合,可以提供较高的灵敏度,排除样品基质的干扰。净化的环境空气用于燃烧,因此不需要带有氧化剂或压缩气体的气缸或“洁净室”环境。测定汞所需的总时间不超过2分钟。RA-915M符合美国EPA 7473和ASTM D7622方法。
使用高频红外碳硫分析仪分析土壤中的碳硫元素
1 绪言:检测土壤中的碳硫元素含量是农业、环境科学与可持续发展领域中的一项核心任务。这一检测过程至关重要,因为它不仅直接反映了土壤的健康状况和肥力水平,为土壤管理和改良提供科学依据,还关乎到植物的营养需求,确保植物能够获取足够的碳和硫元素以支持其正常的生长和发育,从而保障农作物的产量和品质。此外,土壤中的碳硫元素含量还是评估土壤污染状况的重要指标,通过监测这些元素的含量变化,我们可以及时发现并应对潜在的土壤污染问题,保护生态环境和人类健康。综上所述,检测土壤中的碳硫元素含量是维护土壤质量、合理利用土地资源、保障食品安全以及实现农业和环境可持续发展的关键步骤。当前,行业内普遍采用高频红外法检测土壤中的碳硫元素含量。该方法主要步骤为:经过净化后的纯净氧气进入燃烧室,燃烧室中预先放置在陶瓷坩埚中的土壤样品通过高频感应炉加热,使得样品中的碳(C)、硫(S)在富氧条件下转化成CO2和SO2,所生成的CO2和SO2以及载气组成的混合气体通过除尘除水净化装置后进入到相应的光学检测单元进行检测,检测信号通过数据处理后即可得到碳、硫元素的百分含量,含有CO2、SO2和O2的残余气体经过吸收装置后由专用管路排出。传统的滴定法检测土壤中的碳硫元素含量,由于存在操作繁琐、误差来源多、检测时间长以及实验条件要求高等诸多缺点,已经较少被采用。
氦质谱检漏仪焊接容器检漏
焊接容器检漏原因:焊接容器的密封性能影响整个产品的品质,而密封性能又是由焊接的质量决定的,焊缝处如果存在不合格的漏点,会直接影响焊接容器的密封性能。
检测表面清洁度避免激光焊接中焊接气孔问题
激光焊接过程中零件受油污污染,是导致焊接气孔产生的原因之一。德国SITA Cleanospector表面清洁度仪,通过荧光激发法科学检测金属件表面的油、脂和脱模蜡等有机污染物,得出量化数据,制定科学标准。采用此技术对从动齿轮总成焊接前检测,可有效避免因清洗不干净的油污等引起的焊接气孔问题。
飞纳台式扫描电镜在焊接领域中的应用
在焊接领域中,为了实现焊接工艺优化、焊件质量把控等工作,通常会使用扫描电镜(SEM)介入研发。焊接工艺参数如功率、起弧时间、工作距离、送丝速度、保护气流速等参数的变化会直接对焊件质量产生影响,因此,使用扫描电镜(SEM)对样品进行实时观察,对焊接工艺参数的及时调整和工艺改进过程将大有帮助。通常,扫描电镜(SEM)可以帮助焊接领域研究人员实现以下功能。
焊接接头弯曲试样开裂原因分析
采用金相检验、扫描电镜及能谱分析对某焊接件弯曲开裂试样进行开裂原因分析。结果表明,在焊接交接部位的金属夹杂、非金属夹杂物和气孔的存在,致使弯曲试样在结晶收缩应力和焊接残余应力以及外部拉应力的作用下发生开裂。
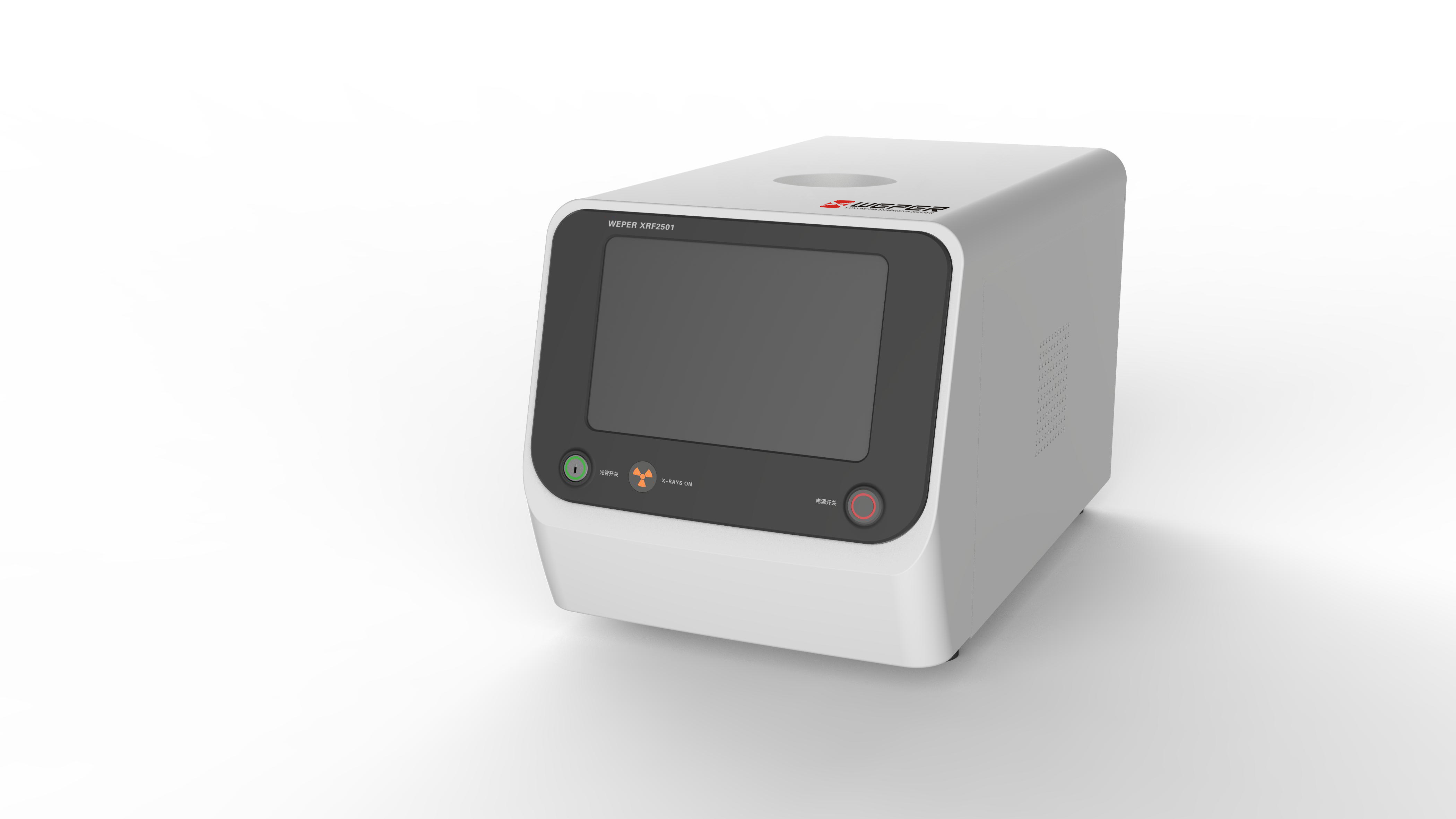
WEPER XRF2510能量色散X射线荧光光谱仪、 WEPER HF3000高频熔样机在镁砂成分分析中的应用
本方法通过使用镁砂标样以及煤灰与镁砂标样进行配制建立曲线,考察曲线相关度并在相同制样条件下检测未知镁砂样品的成分。样品前处理采用熔片法,用WEPER HF3000 高频熔样机将样品与混合熔剂熔铸成试料熔片,再用WEPER XRF2510能量色散X射线荧光光谱仪检测镁砂成分。本方法测试周期短,实验流程简单,样品用料少,结果准确。
改善激光焊接工艺缺陷的方法
激光焊接质量在实际生产过程中受到多个因素影响,如激光焦点位置、热丝电流、板材间隙及表面清洁度等。而板材表面清洁度对于焊接质量非常重要。当工件表面存在油污、油脂、手指纹、脱模蜡等污染物,激光产生的热量会使油脂沸腾,造成炸点,导致焊接不牢固,所以在焊接前需要清洗零部件并检测产品表面清洁度确定稳定的焊接质量。
徕卡M125C 汽车车身以及汽车部件焊接熔深检测方案
徕卡M125C 汽车车身以及汽车部件焊接熔深检测方案一、汽车焊焊接熔深的定义汽车焊焊接熔深是指焊接接头的焊缝和母材之间的熔合区域深度。熔深是焊接焊接性能的重要指标之一。二、汽车焊焊接熔深的测量方法汽车二保焊焊接熔深的测量方法通常采用金相显微镜法或金相切割法。其中,金相显微镜测量法是通过显微镜观察试样经过切割、打磨、腐蚀等处理后的截面形貌,根据分界线的长度来确定熔深。金相切割法则是将试样切割成一定长度的薄片,用显微镜观察试样中心处的熔深,精度更高。三、汽车焊焊接熔深的符号表示汽车焊焊接熔深的符号表示为“a”,单位为毫米(mm)。在绘制焊接图时,箭头所指示的方向即为熔深方向,箭头两侧的a分别表示母材和焊缝的熔深。四、汽车焊焊接熔深的要求和限制国家标准《汽车焊接工艺规程》(QC/T 70-2015)规定了汽车焊焊接熔深的要求和限制。根据标准规定,汽车焊焊接熔深应满足以下要求:1.焊接熔深的尺寸应符合设计要求,不能太小也不能太大。2.焊接熔深的界限应清晰、明确,不得有锈蚀、气泡、裂纹等缺陷。3.熔深的分布应均匀,不应出现局部过深或过浅的现象。综上所述,汽车焊焊接熔深是衡量焊接接头质量的重要指标,标准化的测量方法和符号表示有助于确保焊接连接的质量和安全性。符合国家标准对汽车焊焊接熔深的相关要求和限制,能够有效地提高焊接接头的质量和可靠性。
WEPER XRF2510能量色散X射线荧光光谱仪、WEPER HF3000 高频熔样机在滑石成分分析中的应用
通过使用滑石标样建立曲线,考察曲线相关度并在相同制样条件下检测未知样的成分。样品前处理采用熔片法,用WEPER HF3000 高频熔样机将样品与混合熔剂熔铸成试料熔片,再使用WEPER XRF2510能量色散X射线荧光光谱仪完成对滑石样品的成分分析。本方法测试周期短,实验流程简单,样品用料少,结果准确、可靠。
电芯壳体焊接熔深检测流程
电芯壳体焊接熔深检测流程
AZ31B镁合金TIG焊接接头显微组织分析
探讨了 2mm 厚的 AZ31B 镁合金钨极交流氢弧焊焊接的工艺特点,利用金相显微镜对焊接接头显微组织进行了分析。结果表明:随着焊接电流的增大,焊件的收缩率和焊缝的熔宽表现出先增大后减小的趋势。当焊接电流为 50A 时,外观成型良好,焊缝质量高,内部几乎无气孔和裂纹等缺陷。焊缝区组织呈细小的等轴晶,晶界上均匀分布着颗粒状的析出相,热影响区组织较粗大。
AZ31B镁合金TIG焊接接头显微组织分析
探讨了 2mm 厚的 AZ31B 镁合金钨极交流氢弧焊焊接的工艺特点,利用金相显微镜对焊接接头显微组织进行了分析。结果表明:随着焊接电流的增大,焊件的收缩率和焊缝的熔宽表现出先增大后减小的趋势。当焊接电流为 50A 时,外观成型良好,焊缝质量高,内部几乎无气孔和裂纹等缺陷。焊缝区组织呈细小的等轴晶,晶界上均匀分布着颗粒状的析出相,热影响区组织较粗大。
波纹管检漏,焊接波纹管检漏
波纹管通常通过激光焊接连接至法兰或外壳.激光焊接会产生光性均匀焊缝,通过肉眼无法判断是否存在泄漏,焊接波纹管对气密性的要求很高,传统的泄漏测试, 如染料渗透测试,制冷剂嗅探或气泡测试不能达到客户工业生产的要求,因此需要引入氦质谱检漏仪进行泄漏检测.
稳压器筒体焊接见证件裂纹探析
通过金相、扫描电镜、光谱分析等方法对筒体焊接见证件的裂纹进行综合分析,确定该裂纹为冷裂纹且产生在热影响区。主要原因是见证件没有进炉后热而采用红外线电加热器的后热方式,电加热片与焊接见证件没有紧密贴合,焊缝中的扩散氢没有完全逸出。
焊接用钢盘条ER50-6拉拔断裂原因分析
本文利用金相显微镜系统地分析和总结了低合金焊接用钢盘条 ER50—6 拉拔脆断和劈裂的原因,揭示了盘条中的淬火组织、非金属夹杂物、成分偏析、氧氮含量及盘条的表面缺陷对拉拔断裂的影响机理,提出应加强各工序质量控制以改进低合金焊接用钢盘条的拉拔性能。
6N01 铝合金车体焊接显微裂纹的研究
本文对列车车体 6N01 铝合金型材焊接接头热影响区液化裂纹的显微组织进行了研究。使用不同方法对焊接接头进行不同程度的腐蚀、对比观察和分析,得出了焊接型材液化裂纹产生的原因以及在金相显微组织检验过程中与母材晶界进行区分的方法,使液化显微裂纹在金相检验中的判断更加准确,为车体铝型材出厂检验及生产工艺的调整奠定了基础。
6N01 铝合金车体焊接显微裂纹的研究
本文对列车车体 6N01 铝合金型材焊接接头热影响区液化裂纹的显微组织进行了研究。使用不同方法对焊接接头进行不同程度的腐蚀、对比观察和分析,得出了焊接型材液化裂纹产生的原因以及在金相显微组织检验过程中与母材晶界进行区分的方法,使液化显微裂纹在金相检验中的判断更加准确,为车体铝型材出厂检验及生产工艺的调整奠定了基础。
非PVC软包装输液袋与接口焊接的质量研究与检测方案
摘要:随着我国经济的快速发展,人民医疗水平的提高,非PVC多层共挤膜软袋输液的使用量越来越大,提高输液质量,保证病人输液安全有效的要求也越来越高。因此,改善影响输液质量的关键因素——包装容器成了当务之急。而其中,非PVC软膜与聚丙烯接口焊接容易出现漏液一直是难以克服的问题。关键词:非PVC软包装输液袋与接口焊接质量检测、非PVC膜、接口焊接、泄漏、泄漏与密封强度测试仪
摩擦搅拌点焊材料的焊接界面分析
本文将介绍使用电子探针显微分析仪EPMA? (EPMA-8050G)分析摩擦搅拌点焊铝合金与镀锌钢板的焊接界面的示例。
SMX-1000Plus观察PCB组装过程中BGA焊接缺陷
本文介绍了一个运用SMX-1000Plus微焦点X射线检查装置在PCB组装过程中BGA焊接缺陷,针对PCB组装中的BGA焊接能够清晰观察并发现各种缺陷。
相关专题
仪器视频工坊——仪器信息网视频中心
仪器操作维护视频挑战季!
第九届中国第三方检测实验室发展论坛暨展览会
仪器测评“小红书”——3分钟短视频挑战赛!
科学仪器与分析检测行业专家视频采访合集
材料领域仪器应用有奖挑战赛——仪会通报告视频打卡季
炙手可热的食品快检技术和市场
“鹤壁农检联合队”原创视频集合
食品及农产品中有毒有害物质分析
光谱人才找工作,速来光谱招聘专区
厂商最新方案
相关厂商
昆山超声波焊接有限公司
青岛新辐塑料焊接设备有限公司
江苏威拓超声波设备有限公司
株洲晨昕中高频设备有限公司
苏州特威德自动化设备有限公司
铝箔软连接焊机-东莞市衡益电气科技有限公司
杭州功律超声波设备有限公司
浙江华佑机械科技有限公司
青岛益嘉元科贸有限公司
昆山瑞博骏激光科技有限公司
相关资料
供应常熟超声波焊接机 南京超声波焊接机 宿迁超声波焊接机
TT自动焊接机技术资料
北京中瑞祥科技超声波金属焊接机 型号ZRX-31027
TC2000+焊接机.pdf
HGT4750-2014(W)塑料焊接机具挤出焊枪(报批稿).pdf
TCWAN 0062-2023 焊接机器人离线编程规范.pdf
美国Wave硅胶管焊接机/封口机产品目录(英文)
NBT 10993-2022 风力发电机组 焊接机架.pdf
激光焊接机器人系统通用技术条件(T/CWAN 0081—2023).pdf
HGT4751-2014(W)塑料焊接机具热风焊枪(报批稿).pdf























 我要推广仪器
我要推广仪器
 下载APP
下载APP