推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-628-5299
留言咨询
400-628-5299
留言咨询
 400-628-5299
留言咨询
400-628-5299
留言咨询
 400-628-5299
留言咨询
400-628-5299
留言咨询




激光粒度仪的激光是被扩束到多少毫米呢?
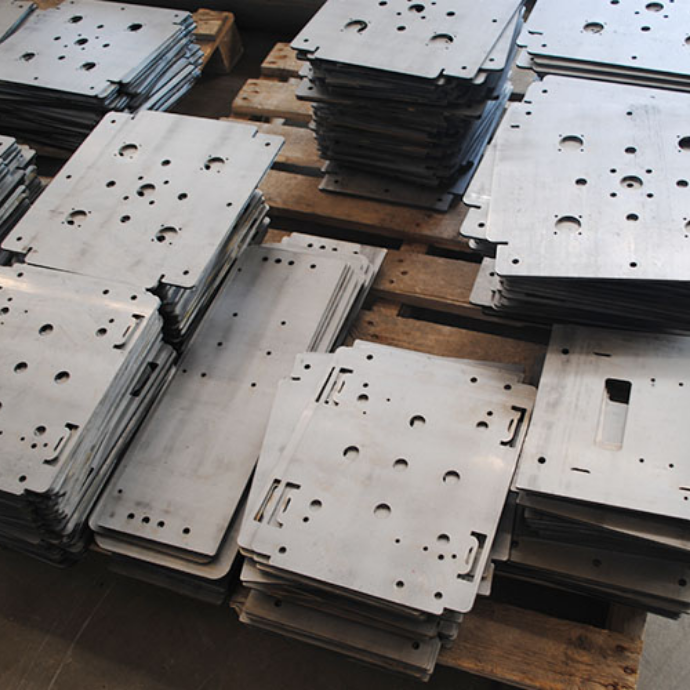
众所周知,激光的应用领域在人们生活中可谓是无处不在,你知或不知,激光应用就在那里,用它那精湛的激光加工技术丰富着您的生活。 今天我们就来探讨一下这样一个具有历史代表性的产业链,是怎样逆袭曾经的风貌。 目前随着激光技术的发展,已广泛用于单晶硅、多 晶硅、非晶硅太阳能电池的划片以及硅、锗、砷化镓和其他半导体衬底材料的划片与切割。那么说到这里肯定很多人会问,激光加工技术是利用什么原理来完成划片和切割的这样一个步骤的呢? 从科学的角度上来讲,激光加工技术是利用激光束与物质相互作用的特性对材料(包括金属与非金属)进行切割、焊接、表面处理、打孔、微加工以及做为光源,识别物体等的一门技术,传统应用最大的领域为激光加工技术。激光技术是涉及到光、机、电、材料及检测等多门学科的一门综合技术,传统上看,它的研究范围一般可分为两大类: 一、激光加工系统; 二、激光加工工艺。 激光加工系统主要包括激光器、导光系统、加工机床、控制系统及检测系统这些配件。而激光加工工艺的范围就略广泛一些,主要应用在切割、焊接、表面处理、打孔、打标、划线、微雕等各种加工工艺。 从功能上来讲,激光加工工艺在激光焊接、激光切割、激光笔、激光治疗、激光打孔、激光快速成型、激光涂敷、激光成像上都有很成熟的一个应用。 另外激光在医学上的应用主要分为三类:激光生命科学研究、激光诊断、激光治疗,其中激光治疗又分为:激光手术治疗、弱激光生物刺激作用的非手术治疗和激光的光动力治疗。激光美容、激光去除面部黑痣、激光治疗近视、激光除皱、都是激光领域是医学行业内伟大的成就。 在军事方面,激光成就了战术激光武器、战略激光武器、激光动力推动器等,此外激光武器的关键技术已取得突破,2013年低能激光武器已经投入使用。 在通信方面,激光通过大气空间传输达到通信目的,激光大气通信的发送设备主要由激光器(光源)、光调制器、光学发射天线(透镜)等组成;接收设备主要由光学接收天线、光检测器等组成。 目前激光已广泛应用到激光焊接、激光切割、激光打孔(包括斜孔、异孔、膏药打孔、水松纸打孔、钢板打孔、包装印刷打孔等)、激光淬火、激光热处理、激光打标、玻璃内雕、激光微调、激光光刻、激光制膜、激光薄膜加工、激光封装、激光修复电路、激光布线技术、激光清洗等 发展前景 由此可见激光的空间控制性和时间控制性很好,对加工对象的材质、形状、尺寸和加工环境的自由度都很大,特别适用于自动化加工,激光加工系统与计算机数控技术相结合可构成高效自动化加工设备,已成为企业实行适时生产的关键技术,为优质、高效和低成本的加工生产开辟了广阔的前景。 激光划片机现状 激光划片机又称为陶瓷激光切割机或激光划线机,采用连续泵浦声光调Q的 Nd: YAG 激光器或绿激光作为工作光源,由计算机控制二维工作台,能按输入的图形做各种运动。输出功率大,划片精度高,速度快,可进行曲线及直线图形切割;无污染,噪音低,性能稳定可靠等优点。 目前,常见的硅晶体划片工艺分接触划片和非接角划片(激光划片工艺)两种: 接触划片工艺: 接触划片工艺主要有锯片切割等多种方法,是过去硅晶体、太阳能电池的切割方法,缺点是精度差,废品率高,速度慢。 非接触划片工艺: 非接触划片工艺主要是激光划片,由于是非接触方式,划线细,精度高,速度快,目前是太阳能电池等划片的主要方法。 江苏启澜激光科技有限公司开发研制的晶圆激光划片机具有国际先进水平,主要适用于表面玻璃钝化硅晶圆的划片机切割加工。激光加工技术已广泛应用于制造、表面处理和材料加工领域。晶圆紫外激光划片机,其无接触式加工对晶圆片不产生应力、具有较高的加工效率、极高的加工成品率,可有效的解决困扰晶圆切割划片的难题。同时,图像识别、高精度控制、自动化技术的发展,使得能实现图像自动识别、高精度自动对位、自动切割融为一体的晶圆切割划片机成为可能。国内激光晶圆切割划片系统的需求正以每年70%的速度增长,2010年的保有量将会达到500台左右,约合3亿元人民币。 国内激光晶圆切割划片系统的需求正以每年70%的速度增长,2010年的保有量将会达到500台左右,约合3亿元人民币。 调查显示,瑞士、美国和日本主要的激光晶圆切割机生产商每年在中国市场约销售近100台,国外设备售价在40~42万美元左右,为了提高我国激光精密加工装备的国产化水平,降低设备的采购及使用成本,提高行业的生产效率。晶圆紫外激光划片技术代表了当今世界晶圆切割加工技术前沿的发展方向,对国家未来新兴的晶圆制造产业的形成和发展具有引领作用,有利于晶圆制造技术的更新换代,实现跨越发展。
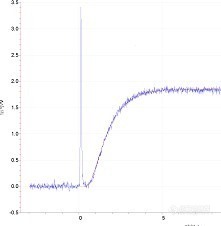
众所周知,激光脉冲法测试原理是试样在绝热条件下前表面受瞬时脉冲热流加热根据试样背表面温度随时间的变化情况,确定试样的热扩散率。问题: 1 每种材料吸收激光的速度对测试结果有影响吗? 2 材料有没有反光的问题,如果是镜面,存在部分反光,那吸收的激光能量就没有那么多了,这样对最终测试结果有没有影响? 3 再添加一问题,采用激光脉冲法测试透明半透明材料时,在脉冲照射后样品起始升温的区域存在基线的“跃迁”,这个“跃迁”是什么导致的?耐驰说明书上写这种情况需要选择辐射模型+脉冲修正,难道说这个跃迁是材料本身辐射导致的?怎么产生辐射的?http://ng1.17img.cn/bbsfiles/images/2013/03/201303272042_432667_1698940_3.jpg










 我要推广仪器
我要推广仪器
 下载APP
下载APP