[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱仪[/color][/url]的应用前提是需要建立一个比较准确的相关模型,但是对于物料混合均匀度的检测,我们通过光谱比对的方式,在不需要模型建立的情况下就可以很好的进行在线混合均一性的测试,目前在国内几个知名中药企业都有很成功的应用.[~98317~]
是否可以用近红外来检测物品是否混合均匀?是怎么样操作的?
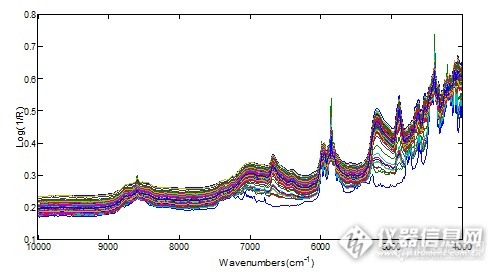
[align=center][b][url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱[/color][/url]分析技术用于美洛西林钠舒巴坦钠药物混合过程在线混合均匀度终点监测[/b][/align][align=left][b]摘要: [/b]利用[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱[/color][/url]技术,对美洛西林钠、舒巴坦钠混合过程进行了在线监测。在研究中,分别建立了基于MBSD法的定性分析模型和基于舒巴坦钠百分含量的定量分析模型,通过3个平行实验的在线混合过程,结果显示MBSD法和舒巴坦钠百分含量测定法均能有效的监测其混合过程,有效的证明了[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱分析技术用于舒巴坦钠、美洛西林钠混合在线监测的可行性。[/align][b]关键词[/b]:[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱[/color][/url];分析模型;混合均匀度;在线监测自从2004年美国食品与药品监督管理局提出“过程分析技术”以来,全球的药品生产企业正在向着更高技术含量的生产方式和质量控制方式进军。近红外(Near infrared,[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url])光谱分析技术因其快速,无损的特点成为“过程分析技术”的重要组成部分,是制药企业进行产品中间体质量控制的重要方法之一。传统的检测方法为高效液相色谱法,紫外可见分光光度法等需要停止混合操作时才能取样检测,并且等待检测结果所需的时间也比较长,工作效率比较低,而[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱可以进行在线检测,连续记录不同混合时间内混合物的光谱图,建立数学模型对采集数据进行分析,从而判断各组分之间是否已经达到质量均一,工作效率大幅度的提高。本研究利用 [url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url] 光谱分析技术在线监测美洛西林钠舒巴坦钠的药物混合过程,从而实现混合终点的准确判断。[b]1 材料1.1试剂[/b]美洛西林钠(13102041,山东瑞阳制药有限公司)舒巴坦钠(SS201310-26,江西东风制药有限公司)[b]1.2仪器和软件[/b]AntarisII型傅里叶变换[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱仪[/color][/url](美国ThermoFisher公司),附有积分球采样模块;RESULT采样软件;电子分析天平(Sartorius BT224S,德国);TQ数据处理软件;表面皿;药匙;自制搅拌器。[b]2 方法2.1样品的准备[/b]精密称取舒巴坦钠固体原料药10.00g,美洛西林钠固体原料药40.00g,以备进行在线混合光谱的采集。平行制备3批样品,进行混合光谱的采集。[b]2.2模型的建立[/b]目前,[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱分析技术用于混合过程在线监测的方法可分为活性药物成分(API)定量分析模型监测和基于移动块标准偏差(MBSD)的定性分析模型监测。前者为基于API药物含量的定量监测模型,当达到混合终点时,API的含量趋于一定值,可以依据模型监测的含量是否达到理论值并趋于稳定进行混合终点的监测;后者为基于光谱的标准偏差的定性监测模型。MBSD法的基本原理为:连续采集的若干张光谱间的标准偏差变化率趋于稳定并小于限定的一阈值时可认为达到了混合终点。其具体的计算步骤为:首先确定用于计算光谱标准偏差的光谱的条数n(即移动块的宽度),当[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱分析仪器采集到n张光谱后计算n张光谱的峰面积(或最大峰高、平均峰高等)的标准差,当采集到n+1张光谱时将第一张光谱移除,计算最近n张光谱的标准差,如此类推,最终得到随时间变化的光谱的标准偏差,根据标准差的变化进行混合终点的监测。本研究中建立了舒巴坦钠含量的定量分析模型和基于MBSD法的定性分析模型同时对用于混合终点的判断。[b]2.3在线混合光谱的采集[/b]将称取的美洛西林钠、舒巴坦钠原料药样品放入表面皿中,然后将表面皿放在Antaris II型傅里叶变换[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱仪[/color][/url]积分球采样模块的上面,采用积分球漫反射采样方式进行光谱的采集。在运行在线混合工作流的同时采用自制的搅拌器进行样品的混合,采集得到混合过程的原始光谱,同时监测混合过程。波长范围10000-4000cm[sup]-1[/sup],每张光谱扫描次数4,混合过程中每间隔5s进行一张光谱的采集,光谱分辨率为8.0cm[sup]-1[/sup],每4个小时进行背景光谱的采集。每张[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱由1557个变量点组成。[b]2.4定量定性分析模型用于终点判断数据分析[/b]将在线混合过程进行监测,得到在线混合过程数据进行分析,以便了解混合全过程信息以及混合过程的监测。[b]2.5混合终点分析[/b]当得到混合终点时分别采集混合后的样品6处的原始[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱,利用舒巴坦钠的定量分析模型预测混合终点时不同样品点处的舒巴坦钠的含量,判别是否混合均匀。[b]3 实验结果3.1分析模型的建立[/b]本研究中分别建立了在线混合过程的舒巴坦钠定量监测模型和基于移动块标准偏差的定性监测模型。[b]3.1.1 定性分析模型的建立[/b]目前混合均匀度在线监测常用的方法为MBSD法,本研究中MBSD法定性建模的参数为:选择的3个光谱区间包括全光谱、5275.6-4806.3cm[sup]-1[/sup](称为Region1)及7096.76-6344.66cm[sup]-1[/sup](称为Region2);用于计算光谱偏差的光谱的条数为5(即移动块的宽度为5)。[b]3.1.2 定量分析模型的建立[/b]本研究中所建立的定量分析模型用于监测混合过程中舒巴坦钠的百分含量的变化,因为本实验中舒巴坦钠和美洛西林钠两者间的混合比为4:1,当达到混合终点时,舒巴坦钠的百分含量应该在20%左右。其模型的具体参数见上一章中得到的舒巴坦钠百分含量的定量分析模型。[b]3.2混合在线过程数据分析[/b]本研究中平行进行了3次混合过程的在线监测,分别对3次实验结果进行分析,以充分了解混合监测过程。[b]3.2.1 第一批实验结果分析3.2.1.1 原始光谱图[/b]图1给出了混合过程中采集得到的208张原始光谱,由图中可知,处于下面的光谱较稀疏,可能属于混合刚开始的阶段,光谱会有较大的差异;处于上面的光谱较密集,其原因为随着混合的不断进行,光谱间差异越来越小,所以光谱较集中。[align=center][img=,498,274]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141912_01_1626619_3.png[/img][/align][align=center]图1 第一批混合过程原始光谱[/align][align=center] [/align][b]3.2.1.2 在线混合过程结果分析[/b]图2为定性分析模型中得到的3个光谱区间的峰面图,其中M1为全光谱建模的峰面积变化,M2为Region 1(5275.6-4806.3cm-1)的峰面积变化,M2为Region 2(7096.76-6344.66cm-1)的峰面积变化,由峰面积的变化图可知,混合过程的前100s其变化较为明显,M1不断升高,M2和M3(7096.76-6344.66cm-1)不断下降,之后峰面积值趋于稳定。[align=center][img=,525,234]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141913_01_1626619_3.png[/img][/align][align=center]图2 光谱区间峰面积图[/align]图3为舒巴坦钠含量及标准偏差变化图,由图中显示在混合的初期阶段,尤其是前100s左右,四个表征混合均匀度的参数均有着较大的变化趋势,在200-300s间四个参数有稍微较小的波动,此后随着混合过程的不断进行,表征混合均匀度的四个参数变化范围均变小,模型给出的舒巴坦钠的百分含量在20%左右,舒巴坦钠和美洛西林钠混合较为均匀,达到了混合终点。由图可知前100s是混合的主要阶段,此阶段舒巴坦钠的百分含量和标准偏差均有着明显的变化。[align=center][img=,538,292]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141914_01_1626619_3.png[/img][/align][align=center]图 3 含量和标准偏差变化图[/align][align=center](a舒巴坦钠百分含量变化 b全光谱峰面积标准差 c Region1峰面积标准差 d Region2峰面积标准差)[/align][align=left] 当达到混合终点时分别采集表面皿下6个点的[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱,根据建立的模型测定其舒巴坦钠的百分含量,看混合是否均匀。表2给出了用所建模型得到的6个点的舒巴坦钠的百分含量值,6个点舒巴坦钠的百分含量值在20%左右,说明混合较为均一,但是最大的值达到了22.41%,可能是由于混合装置过于简陋,加上是人为搅拌进行混合,不能达到很好的混合,部分地方没有进行很好的混合。从实验的可行性方面,初步证实了[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]技术用于美洛西林钠舒巴坦钠混合的可行性。[/align][align=center]表1混合后不同点舒巴坦钠百分含量值[/align][align=center] [img=,570,70]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141915_01_1626619_3.png[/img][/align][b]3.2.2 第二批实验结果分析3.2.2.1 原始光谱图[/b]图4给出了第二批混合过程中采集得到的203张原始光谱,其混合过程原始光谱的特征和第一批混合过程较为相似,混合初期光谱变化较为明显,随着混合的进行,光谱差异变小,光谱较为密集。[align=center][img=,488,280]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141915_02_1626619_3.png[/img][/align][align=center]图4 第二批混合过程原始光谱[/align][align=left] [b]3.2.2.2 在线混合过程结果分析[/b][/align]图5为各个光谱波段峰面积的变化图,由图中显示开始的100s内峰面积有着较大的变化幅度,随着混合的不断进行,峰面积的变化趋势不断减小并逐渐趋于稳定。[align=center][img=,516,307]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141916_01_1626619_3.png[/img][/align][align=center]图5 光谱区间峰面积图[/align][align=center](a 全光谱峰面积 bRegion 1峰面积 cRegion 2峰面积)[/align]图6为舒巴坦钠含量及标准偏差变化图,由图可知在混合的初期阶段大约0-100 s时,舒巴坦钠百分含量值及峰面积的标准偏差值有着明显的变化,全光谱峰面积的标准偏差(Full Range STD)在200-400 s间有较为明显的波段,此后随着混合过程的不断进行,四个参数变化范围均变小,模型给出的舒巴坦钠的百分含量在20%左右。由此可知前100 s是混合的主要阶段,此阶段舒巴坦钠的百分含量和标准偏差均有着明显的变化。[align=center][img=,551,327]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141917_01_1626619_3.png[/img][/align][align=center]图6 含量和标准偏差变化图[/align][align=center](a 舒巴坦钠百分含量 b 全光谱峰面积标准偏差 c Region 1峰面积标准偏差 d Region 2峰面积标准偏差)[/align]当达到混合终点时,采集表面皿底部6处的[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱,检测混合过程是否达到均一,表2列出来了6处的舒巴坦钠的百分含量值,由表2可知达到混合结束后得到的6处的舒巴坦钠的百分含量均在20%左右,说明混合较为均匀。同时,由于实验条件的限制加上搅拌时人为因素的影响等,各点之间含量也着较大的差异。[align=center]表2 舒巴坦钠百分含量[/align][align=center] [img=,566,84]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141918_01_1626619_3.png[/img][/align][b]3.2.3 第三批实验结果分析3.2.3.1 原始光谱图[/b]图7给出了混合过程中采集得到的207张原始光谱,由图中可知,得到的原始光谱图与第一批和第二批有着相似的结果,即混合的初期光谱差异大,因此光谱较为稀疏(偏下方的光谱),随着混合的进行,光谱间差异变小,光谱变得密集(偏上方的光谱)。[align=center][img=,505,262]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141919_01_1626619_3.png[/img][/align][align=center]图7 第三批混合过程原始光谱[/align][b]3.2.3.2 在线混合过程结果分析[/b]图8给出了混合过程中3个光谱区间峰面积的变化趋势值,由图中可知0-100s间三个光谱区间的峰面积有着明显的变化,100-200s间峰面积有着明显的变化,但是变化幅度没有前100s大,200s以后峰面积变化趋势变小。说明前200s是混合的主要阶段,峰面积变化较为明显。[align=center][img=,519,343]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141919_02_1626619_3.png[/img][/align][align=center]图 8 光谱区间峰面积图[/align][align=center](a 全光谱峰面积 bRegion 1峰面积 cRegion 2峰面积)[/align]图9为舒巴坦钠百分含量及光谱峰面积的标准偏差随时间变化的趋势图,其变化趋势和峰面积的变化趋势相似,前100s变化幅度较大,100-200s间也有较为明显的变化,但是变化幅度不是很明显,200s后舒巴坦钠的百分含量和峰面积的标准偏差均趋于稳定,说明此时光谱差异变小,混合趋于均匀。[align=center][img=,529,352]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141920_01_1626619_3.png[/img][/align][align=center]图9 含量和标准偏差变化图[/align][align=center](a舒巴坦钠百分含量变化 b全光谱峰面积标准差 c Region1峰面积标准差 d Region2峰面积标准差)[/align]表3为达到混合终点时采集表面皿底部的[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱得到的不同点的舒巴坦钠的百分含量值,由表中显示6个点的舒巴坦钠的百分含量值在20%左右,但是6个点之间舒巴坦钠百分含量间存在较大的差异,测得的最小值为17.80%,其原因可能是一方面由于实验条件的限制混合不够均匀,一方面用于舒巴坦钠含量测定的[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]定量分析模型也有一定的偏差,可能引起含量检测的差异存在。[align=center]表3 混合后不同点舒巴坦钠百分含量值[/align][align=center] [img=,564,66]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141921_01_1626619_3.png[/img][/align][b]3.3小结[/b]通过3个混合平行实验的进行可知所建立的基于MBSD法的定性分析模型和基于舒巴坦钠百分含量的定量分析模型能够有效的监测舒巴坦钠、美洛西林钠的混合过程。由舒巴坦钠百分含量和标准偏差变化图可知两者的变化有着相关性,当舒巴坦钠的百分含量变化幅度大时,其标准偏差的变化幅度也较大,因此两者均可以用于混合过程的在线监测,证实了实验的可行性。[b]4 结论和讨论[/b]本研究采用AntarisII傅里叶变换[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱仪[/color][/url]对美洛西林钠、舒巴坦钠混合过程进行了在线监测。在研究中,分别建立了基于MBSD法的定性分析模型和基于舒巴坦钠百分含量的定量分析模型,然后Antaris II傅里叶变换[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱仪[/color][/url]漫反射采样方式采集混合过程中的光谱,实时监测混合过程的进行。通过3个平行实验的在线混合过程,结果显示MBSD法和舒巴坦钠百分含量测定法均能有效的监测其混合过程,有效的证明了[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱分析技术用于舒巴坦钠、美洛西林钠混合在线监测的可行性。此外,MBSD法因为无需进行一级数据的采集,方法较为简单且容易理解,目前常用于混合过程的在线监测。本研究中有效证实了[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱分析技术在舒巴坦钠美洛西林钠样品在线混合过程中应用的可行性,在样品的在线混合监测中有着重要的应用价值和应用前景。该技术能够克服传统方法费时、繁琐等缺点,而且可以实现过程的实时在线监测,让生产者充分了解整个生产过程中的参数变化。 [b]参考文献[/b]陆婉珍, 褚小立. [url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱[/color][/url]([url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url])和过程分析技术(PAT). 现代科学仪器, 2007(004):13-17.SieslerH, Ozaki Y, Kawata S, et al. Near-infrared spectroscopy: principles .Instruments, Applications, 2002:35-181.Bhushan,K.R.,et al.Detection of breastcancer microcalcifications using a dual-modality SPECT/[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url] fluorescent probe. J Am Chem Soc, 2008. 130(52):17648-17649.贾燕花. [url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱[/color][/url]分析技术在化学药品生产过程控制应用初探. 北京协和医学院, 2011.Fevotte.G,et al.Applications of [url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]spectroscopy to monitoring and analyzing the solid state during industrialcrystallization processes . Int J Pharm, 2004, 273(1):159-169.张敏.盐酸林可霉素多晶型分子构象对其红外光谱行为的影响.中国抗生素杂志, 2005, 30(009):529-532.Blanco M,R Goz"01ez Ba,E.Bertran,Monitoring powder blending in pharmaceutical processes by use of nearinfrared spectroscopy . Talanta, 2002, 56(1):203-212,田科雄.不同装载系数和混合时间对添加剂预混料混合均匀度的影响.河北畜牧兽医, 2004, 20(9):52-53.孙栋. 基于[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱[/color][/url]分析技术的几种固体粉末混合均匀度快速检测研究. 山东大学硕士学位论文, 2012年.
最近要研究饲料混合均匀度,大家知道怎么做吗???我公司的产品是由单一的植物膨化粉喷植物油,再混合而成,现在想知道怎么样、应该怎么做才知道粉跟油已经充分混合了????
检测混合均匀度的方法有哪些?
实在不知该发哪里合适,这里人气较旺,就暂时借用吧:有人做饲料的混合均匀度吗?应用标准方法有没有什么问题?
本来应该发在物性检测里面,但物性版面没有合适的位置,又怕人气不旺(惭愧,我就从来没进去过),所以选择这里。大家有做过饲料的混合均匀度吗?氯离子选择电极法和甲基紫法,有什么问题吗?列在这里讨论吧,本人奉命正公开征集问题与建议,别吝啬啊,尽情抒发吧!
谁检测过饲料混合均匀度(GB/T5918-2008)?
请问:配合饲料混合均匀度中所用的“氯离子选择性电极”和“双盐桥甘汞电极”都是什么型号?
[font='Times New Roman'][font=宋体]混合过程控制药效成份([/font]API[font=宋体])与辅料的混合均匀度,在制药过程中发挥着极其重要的作用,混合时间过短会造成混合不均匀,对产品质量一致性和药效产生影响,反之,则不仅会造成人力物力浪费,而且有时会出现[/font][/font][font=宋体]“[/font][font='Times New Roman'][font=宋体]反混合[/font][/font][font=宋体]”[/font][font='Times New Roman'][font=宋体]的情况。[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱[/color][/url]技术可以准确判断混合均匀度的终点,对混合[/font][/font][font=宋体]过程光谱最为常用的化学计量学算法是[/font][font='Times New Roman'][font=宋体]移动块标准偏差法[/font] ([/font][font=宋体][font=Times New Roman]M[/font][/font][font='Times New Roman']oving block standard deviation, MBSD)[font=宋体],[/font][/font][font=宋体][font=Times New Roman]M[/font][/font][font='Times New Roman']BSD[/font][font=宋体][font=宋体]算法的实现过程是以[/font][font=Times New Roman]n[/font][font=宋体]个连续光谱为一个窗口,计算窗口内光谱每个波长下的平均标准偏差,然后求得整张光谱的平均标准偏差,即为该窗口的[/font][font=Times New Roman]M[/font][/font][font='Times New Roman']BSD[/font][font=宋体]值。通过将窗口沿样品光谱方向逐步移动,进而表征样品光谱之间的差异,[/font][font='Times New Roman'][font=宋体]计算公式[/font][/font][font=宋体]:[/font][img=,125,42]https://ng1.17img.cn/bbsfiles/images/2024/06/202406211914484133_9099_6418678_3.png!w125x42.jpg[/img][font=宋体][font=宋体],[/font][/font][img=,62,41]https://ng1.17img.cn/bbsfiles/images/2024/06/202406211914574259_7355_6418678_3.png!w62x41.jpg[/img][font=宋体][font=宋体];[/font][/font][font='Times New Roman'][font=宋体]其中,[/font][/font][i][font='Times New Roman']A[/font][sub][font='Times New Roman']ij[/font][/sub][/i][font='Times New Roman'][font=宋体]为第[/font][/font][i][font='Times New Roman']j[/font][/i][font='Times New Roman'][font=宋体]个波长在第[/font][/font][i][font='Times New Roman']i[/font][/i][font='Times New Roman'][font=宋体]个波长的吸光度,[/font][/font]A(__)[i][sub][font='Times New Roman']i[/font][/sub][/i][font='Times New Roman'][font=宋体]为窗口内光谱在第[/font][/font][i][font='Times New Roman']i[/font][/i][font='Times New Roman'][font=宋体]个波长处的平均吸光度。[/font][/font][i][font='Times New Roman']S[/font][sub][font='Times New Roman']i[/font][/sub][/i][font='Times New Roman'][font=宋体]为第[/font][/font][i][font='Times New Roman']i[/font][/i][font='Times New Roman'][font=宋体]个波长的平均标准偏差,[/font][/font][i][font='Times New Roman']m[/font][/i][font='Times New Roman'][font=宋体]为光谱波长数。[/font][/font][font='Times New Roman']MBSD[font=宋体]方法是混合终点判断研究中使用最为频繁的一种定性判别方法,这种方法无需复杂的建模过程,使用起来方便快捷[/font][/font][font=宋体]。[/font][font='Times New Roman'][font=宋体]混料的均匀度在整个混料时间内呈现波动状态,由于批次性差异的存在,每个批次的均匀度变化情况都不一样,采用近红外在线检测技术能够直观反映均匀度的变化情况,选择最佳混合均匀度终点,保证混合的均匀度达到最佳。[/font][/font]
新产品开发中,为“找”到一种温度均匀度指标好而且稳定的干燥箱结构,要有比较科学的测量数据分析和调试方法。 1、温度均匀度测量数据的收集与分析 同一规格的干燥箱,同一批次不同产品个体的温度均匀度指标要收集,用于分析同批次的离散性;不同批次的温度均匀度数据也要收集,用于分析不同批次的离散性,达到监控与改进产品技术性能的目的。 对干燥箱温度均匀度测量数据进行分析的目的,是研究与判断其温度均匀度指标优劣,温度均匀度分布规律性.寻找调试方法的重要手段.目前采用的分析方法有:(1)温度分布图分析(用GB/T11158—1989高温试验箱技术条件中的上、中、下分层表示各试点的平均温度进行分析);(2)温度分布曲线分析(按试点某一例定的顺序将各试点温度平均值描出曲线进行分析).(3)相关分析(利用二元数据的相关分析,研究批量产品的稳定性,有一定的作用).当然,还有其他的温度均匀度灏量数据分析方法。 2、优选法在温度均匀度调试中的应用 在干燥箱调试中,要找到工作室尺寸、风道结构、外壳、风板、试样架等等的最佳组合,绝非易事,它们的组合状态可以是成千甚至是上万能种(只要你把一个因素分得足够细).如何用较少的试验次数找到最佳组合,优选法是一个有力的工具。我们在实践中,采用单因素的0.618法与对折法比较多,效果是不错的。有时3’5次试验就能找这单个因素的最佳状态。
摘要 目的:介绍近红外光谱技术在制药工业中的应用及其在改善药物分析手段,特别是改善质量控制技术方面所具有的独特优势。方法:结合辉瑞公司近年来在近红外光谱技术应用领域取得的研究成果,简要介绍了这一技术的原理、特点及其在制药工业中应用的几个方面。结果:该技术的优越性在于能够对药品质量进行一次性综合评估,节省时间,方法简便,符合GMP 原则的要求,对于优化质量控制手段具有较大的意义。结论:该技术可以在我国的制药工业中推广使用。关键词 近红外光谱法;初级图谱;标准二阶导数光谱;光谱模型库 近红外光谱(near infrared ,NIR) 主要是研究化合物在波长为0. 75μm~2. 5μm 区域的吸收。这一区域的吸收,主要是分子中CH ,OH ,NH 基团的倍频和合音频的吸收。由于其吸收谱带强度较弱,所以要获得理想的图谱往往需要样品量较大,且数据难以处理,因此这一区域的分析价值一直未能得到足够的重视。近年来,由于计算机软件技术的发展为NIR 技术的应用提供了条件。在NIR 光谱区吸收强度与吸收波长有关,且随波长向短波移动,其吸收强度亦随之减低,可以此对物质进行分析,获得定性和定量信息的依据。另一方面,由于NIR 采用透射、散射、漫反射等光学检测原理,所以对分析样品的外观宽容度大,样品可以是清澈的气态或液态,也可以是各种不规则形状,如颗粒状、粉末状、糊状、不透明的样品以及流体样品等,而且样品在分析测试前无须进行稀释等实验室制备过程。由于NIR 光谱具有能够反映样品综合质量状况的特点,可以通过建立标准光谱图库的方式,对样品进行一次性质量评价,大大提高了分析效率、节省了分析时间和经费。NIR 光谱还具有操作简便、快速、可不破坏样品进行现场测量并可以通过光纤进行远距离传输和分析的特点,被应用于长距离检测传输、遥测、遥控等领域。特别是对于有毒、有害、易爆、放射性等情况下的分析和检测具有重要意义。我们仅就NIR 在制药工业中应用的几个方面作一简单介绍。1 定性和定量分析 由于NIR 区域的吸收强度弱,对CH ,OH ,NH以外的基团的分辨率低,在进行定性定量分析时,如果有结构相近的杂质存在将难以分辨。所以用NIR 进行产品质量评价时,更注重对产品生产过程、工艺过程的质量保证审查。所测定的样品要与建立标准图谱的样品具有相同的生产条件和工艺过程,甚至所用的原料尽可能符合同一规格。在建立标准光谱模型库时,要选择具有代表性的可接受的批次样品,这些样品必须出自经过确认的生产过程,而且原料不存在任何问题,光谱图正常。标准光谱模型库将做为判断样品是否合格的标准。另外还要选择接近合格边缘批次的样品建立一个可接受的限度光谱模型库,作为判断样品是否合格的参考。所选择的样品分布取决于所测量的化学或物理参数。 NIR 应用于定性检测时,将被检测样品的光谱图与标准图谱库模型相比较,如果相关系数不大于临界值,那么此样品与标准品具有相同的性质; 用于定量时,计算在二阶导数各个波长下的标准偏差值与标准图谱库比较进行评估,以标准偏差单位或离散值表示,如果样品被测定的最大离散值在限定范围之内,那么这个样品即是合格的。为了避免在测定时混淆化学性质相近的物质,通过首次检验建立一个初级图谱库,以说明物质的化学属性,在此基础上建立二阶导数图谱库,用以评估样品的化学物理特性是否符合特定规格。2 二组分含量的测定 优立新注射剂是舒巴坦和氨苄青霉素的1∶2 复合制剂,可使用NIR 法测定混合过程及终产品的二组分含量。虽然这两种原料药具有相似的结构,但在NIR区域的特定波长范围具有不同的光谱特性,在特定波长范围内两者表现出良好的选择吸收特征,可选择特征波长下的吸收强度值绘制校正曲线,测定二者的含量。并且具有较好的线性( n = 15 , r = 0. 919 7) 和较小的离散性( n = 15 , s = 1. 734 6) 。3 在制剂前对药物颗粒度的观察 NIR 方法不但能够给出样品的定性定量数据,而且能够测定样品的质地和粒度均匀性。由于活性成分的粒度分布和结构方式不仅影响到药品的生物利用度,而且直接影响到混料的比容等,从而对胶囊的装量和片剂的脆度、硬度以及溶出度等都产生影响。传统的方法是用电子显微镜依据对少量样品的观察,很难对产品本身作出评价,带有很大的随机性。试验表明:药物颗粒度是影响混合均匀度的重要因素,活性成分的颗粒度能改变混合时间,在测定0. 5 mg 哌唑嗪混料中发现化学均匀性与物理均匀性有直接关系,由于结块的存在导致均匀性差,同时在测定中发现平均吸收也会增大。4 在制剂混料分析中的应用 混合均匀度监测是药品制剂过程中的重要控制步骤,混合时间过长或过短都将造成均匀度不合格。传统的混料评估方法只要求测定活性成分的含量,不考虑赋型剂等辅料的均匀性和物料的物理变化,这种方法对混料的评估是不完全的。而采用NIR 方法则是通过分析包括一切的量化图谱对所有成分进行评估,物料的物理变化也能被显示,所以此种评估是完全的,同时NIR 所提供的是未经处理的样品本身的信息因而更有代表性。 NIR 提供了一个快速有效评估在过程验证期间测定混合均匀度的平均值的方法。通过对标准偏差和平均标准偏差点进行离散法修正光谱的计算和解释,将提供一个供评估的混合均匀度的平均值。如果从混合器中取出的各种不同化学性质的样品点之间的均匀性差异趋于最小,那么这些物质的标准偏差将趋于零。为了更进一步说明传统的NIR 的应用,假设下列试验结果(表1) 。 以上两组实验中, BU 值相同,而RSD 值却相差较大,说明传统的BU 计算值不能准确反映样品的混合均匀性差异。而RSD 值却能更好地反映混合均匀状况。在实际检验过程中,A 组实验必须分析RSD 过大的原因。NIR 在测定混料均匀度时,能够及时给出各个样品点的RSD 值,准确反映混合均匀状况。 采用NIR 方法可以把感光探头直接插入混合物料中可以随时监控,保证每批的混合均匀度符合要求。 NIR 法是对从混合器的任意部位取出的样品分析得到直观的复合图谱,如果图谱能精确地重复,那么则认为此时混合均匀度符合要求。一旦一个最佳混合时间被测定,光谱数据将用以做为混合均匀度图谱库的标准图谱。5 其它方面的应用 NIR 方法也可应用于分析包装用HDPE ,LDPE ,PVC 和PVDC 等材料、鉴定和评价离子交换树脂。利用各种材料及其不同级别的NIR 光谱图的不同,对其进行定性分析及质量评估。NIR 应用于药物合成中的在线控制可以把探头直接插入反应液中,并通过光纤与控制台相连,不但大大缩短了分析时间,保证了最佳反应终点的获得,而且避免了由于反应过程中取样所造成的危害和对反应的影响。另外NIR 应用于溶剂回收的监控中,也取得了良好的效果。6 NIR 分析技术的展望 NIR 分析技术以其快速方便、适应在线分析和无损分析的特点,具有广阔的应用前景。特别是在制药行业中实行GMP 管理,为利用NIR 技术进行一次性质量评价创造了条件。NIR 技术也使药品指纹分析成为可能。NIR 法的应用潜力受到FDA 的极大关注, FDA正在装备NIR 系统。目前已经上市了多种类型的NIR光谱仪及相应的软件,各有关公司和研究机构正在大力加强应用研究,积累数据。我们相信在不久的将来,NIR 技术一定能够成为药典认可方法,并发挥越来越大的作用。
有一桶样品25kg,由4个液体样品混合而成,比例为27%,33%,36%,4%,搅拌震荡等方式处理后,我想知道样品是不是混合均匀了,应该怎么去评估呢?
一直都有一个疑问:在一个密闭的容器或者系统中,容器可以是几升也可以是100m³,系统也可大可小,里面的混合气体是均匀混合呢?还是会出现分层?比如说:一个10L或者100m³的密闭储罐里面有H2、O2、N2,三者是均匀混合?还是会出现H2在顶部、N2在底部这样比较明显的分层呢?我个人觉得是均匀混合的,不知道大家的观点如何,欢迎讨论。
汇总AOTF[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱仪[/color][/url]实验室应用(微生物检测,理化分析等),在线(中药提取和浓缩,混合均匀度在线检测)等方面的应用
研制标准物质时,如果采用单片定值的方式,那均匀度评估的时候,是不是瓶间瓶内均匀性的概念就不需要了哇,只需要组间组内数据分析 刚刚开始做这个,感觉瓶间瓶内好混乱
[align=left][size=4]真空箱里的温度计读数能代表真空箱空间的实际温度吗?[/size][/align][size=4]通常,我们看到的玻璃棒温度计反映的读数,可以说这是当时环境条件下的空气温度。那么,真空状态下,我们看到放在真空室里的玻璃棒温度计上也有读数,这是不是就可以说,这个温度就是真空室里的温度呢?这是不可以的。因为真空状态下,已经没有空气了,真空室里根本就不存在空气温度。玻璃棒温度计只是感受到由于吸收了热辐射而产生的温度。而这种热辐射被吸收的量,与玻璃棒温度计材质表面的粗糙程度及材质对红外线辐射的吸收、折射和透射能力等因数(热工学术语“黑度”)有密切联系。物体的黑度越接近1,吸收的辐射热就越多,物体的温度就越高。反之就低。而这时玻璃棒温度计的读数也仅仅只能代表玻璃棒温度计自身吸收红外线辐射热后的温度,决不能代表其它不同材质不同表面状态工件所吸收热辐射后的实际温度。[/size][size=4]因此,请用户在使用电热真空干燥箱(真空状态下)加热时,可以参考真空室里玻璃棒温度计的读数并尽量积累和总结操作经验,以达到最佳效果。[/size][size=4]电热真空干燥箱的仪表读数与真空室里的玻棒温度计读数差异很大,这是为什么?[/size][size=4]由于不同用户的各种不同被烘物体黑度不同,作为制造厂试图用一种统一模式的辐射热计量方式来覆盖,不仅仅是技术上有一定的难度,更主要的是其它被烘物体实际温度的代表性太差。因此,以用户可以接受的价格为出发点,一般的电热真空干燥箱都采用先加热真空室壁面、再由壁面向工件进行辐射加热的方式。在这种方式下,控温仪表的温度传感器可以布置在真空室外壁。传感器可以同时接受对流、传导、和辐射热。而处于真空室里的玻璃棒温度计只能接受辐射热,更由于玻璃棒黑度不可能达到1,相当一部分辐射热被折射了,因此玻璃棒温度计反映的温度值就肯定低于仪表的温度读数。一般讲,200℃工况时仪表的温度读数与玻璃棒温度计的读数两者相差30℃以内是正常的。 如果控温仪表的温度传感器布置在真空室内,玻璃棒温度计的温度值与仪表的温度读数之间的差异可以适当缩小,但不可能消除,而真空室的密封可靠性增加了一个可能不可靠环节。 如果从操作实用角度考虑不希望看到这个差异,可以采用控温仪表特有的显示修正功能解决。[/size][align=left][size=4] [/size][/align][align=left][size=4]电热真空干燥箱为什么不设温度均匀度参数?[/size][/align][align=left][size=4]一般的电热(鼓风)干燥箱均设有温度均匀度参数:自然对流式的干燥箱为工作温度上限乘3%,强制对流式的干燥箱为工作温度上限乘2.5%。惟独电热真空干燥箱不设温度均匀度参数,这是为什么?真空干燥箱内依靠气体分子运动使工作室温度达到均匀的可能性几乎已经没有了。因此,从概念上我们就不能再把通常电热(鼓风)干燥箱所规定的温度均匀度定义用到真空干燥箱上来。在真空状态下设这个指标也是没有意义的。热辐射的量与距离的平方成反比。同一个物体,距离加热壁20cm处所接受的辐射热只是距离加热壁10cm处的1/4。差异很大。这种现象与冬天晒太阳时,晒到太阳的一面很暖和,晒不到太阳的一面比较冷是一个道理。由于真空干燥箱在结构上很难做到使工作室三维空间内的各点(园球面)辐射热的均匀一致,同时也缺乏权威的评估方法,这有可能是电热真空干燥箱标准中不设温度均匀度参数的原因。[/size][/align][size=4] [/size]

原文来源:影响大型恒温恒湿试验箱均匀度的因素 编辑:林频仪器 [b]大型恒温恒湿试验箱[/b]具有制冷制热的功能,属于高端的试验仪器,试验箱在进行试验的时候,若温度均匀度超出了允许的偏差范围,那么试验所得的数据就会不靠谱。那么影响这款试验箱温度均匀度的因素有哪些?下面小编给大家叙述一番:[align=center][img=,310,350]http://ng1.17img.cn/bbsfiles/images/2017/11/201711070839_01_1037_3.jpg!w310x350.jpg[/img][/align] 一、由于大型恒温恒湿试验箱内壁构造不一样,所以使内壁温度也无法均匀,从而影响工作室内的对流,导致温度均与度出现偏差。 二、工作室的内壁前后存在六个面其传热系统不一样,有些存在穿线孔,检查孔等。致使局部出现散热,传热现象,导致试验箱的温度不均匀。 三、试验箱和门的密封性不好,例如:密封条出现缝隙以及大门漏气等现象。都会影响工作室内温度均匀性。 四、若试验样品体积太大,或者是试验样品放置在工作室内的位置不当,从而导致内部空气对流受到阻碍,也会产生很大温度均匀度偏差。 五、大型恒温恒湿试验箱工作室内试验样品的摆放:若工作室内放了影响热对流的试验样品,必然会影响一定程度温度均匀性。
根据标准要求,高低温交变试验箱对均匀度的要求是小于或等于2℃,如均匀度过大就表示试验箱不符合要求,这时就要和厂家联系,了解是什么在影响高低温交变试验箱的均匀度?一般情况下原因有以下几点: 1、箱体和门的密封性不严,比如:密封条非定制的有接缝,大门漏气等,从而影响工作空间的温场均匀性。 2、由于高低温交变试验箱内壁结构的不同,造成试验箱内壁的温度也会不均匀,进而影响工作室内的热对流,造成内部温度均匀度产生偏差。 3、如果高低温交变试验箱工作室内放置了足够影响内部整体热对流的试验样品,必然会在一定程度上影响内部温度的均匀性,即温度均匀度。 4、如果试验对象体积过大,或试验对象放置在高低温交变试验箱工作室内的位置或、方式不合适,使里面空气对流受阻,也会产生较大的温度均匀度的偏差。 5、由于工作室的箱壁前后左右上下6个面的传热系数不同,有的有穿线孔、检测孔、测试孔等导致局部有散热、传热,使箱体温度不均匀,从而使箱壁幅射对流传热也不均匀,影响温度均匀。 6、设计上的问题导致高低温交变试验箱在内部结构、空间的设计很难达到均匀的对称结构,而不对称的结构必然会导致内部温度均匀度产生偏差。
根据标准要求,高低温交变试验箱对均匀度的要求是小于或等于2℃,如均匀度过大就表示试验箱不符合要求,这时就要和厂家联系,了解是什么在影响高低温交变试验箱的均匀度?一般情况下原因有以下几点: 1、箱体和门的密封性不严,比如:密封条非定制的有接缝,大门漏气等,从而影响工作空间的温场均匀性。 2、由于高低温交变试验箱内壁结构的不同,造成试验箱内壁的温度也会不均匀,进而影响工作室内的热对流,造成内部温度均匀度产生偏差。 3、如果高低温交变试验箱工作室内放置了足够影响内部整体热对流的试验样品,必然会在一定程度上影响内部温度的均匀性,即温度均匀度。 4、如果试验对象体积过大,或试验对象放置在高低温交变试验箱工作室内的位置或、方式不合适,使里面空气对流受阻,也会产生较大的温度均匀度的偏差。 5、由于工作室的箱壁前后左右上下6个面的传热系数不同,有的有穿线孔、检测孔、测试孔等导致局部有散热、传热,使箱体温度不均匀,从而使箱壁幅射对流传热也不均匀,影响温度均匀。 6、设计上的问题导致高低温交变试验箱在内部结构、空间的设计很难达到均匀的对称结构,而不对称的结构必然会导致内部温度均匀度产生偏差。
纺织品国标方法中皂洗色牢度,天气凉的时候,皂液容易混合不均匀,大家有什么好办法?
做片剂含量均匀度时,标准写着:“取本品一片,置10ml容量瓶中”,但是片剂太大了,投不进去。是要掰成两半,还是研磨后转移呢?感觉两种方法都很容易引入误差,大神们有没有其他好的想法?
[color=#444444]本人将硫化氢和氮气分别冲入高压釜中,加热到150℃,同时搅拌4小时,然后将混合后的气体分三次打入[url=https://insevent.instrument.com.cn/t/Mp]气相色谱[/url],为什么一直不均匀呢?哪位高手有办法混匀,或者知道原因。跪求指点。[/color]

多数情况下是根据热老化试验箱性能参数来挑选,例如溫度范畴、均匀度、起伏度、提温速度和减温速度等是不是配对自身所需做到的试验标准。在其中均匀度是一定要去高度重视的一个主要参数,可是在应用热老化试验箱的过程中一直会产生均匀度过大的故障。那麼是什么危害了热老化试验箱均匀度?[align=center][img=,302,302]https://ng1.17img.cn/bbsfiles/images/2021/02/202102011415393354_9406_1037_3.jpg!w302x302.jpg[/img][/align] 1、密闭性 热老化试验箱体的密闭性不太好.例如大门口漏汽,进而危害热老化试验箱工作室的溫度匀称。 2、样品容积过大 假如检验溫度误差规定工作中房间内置放样品,当样品容积过大,或置放的方法或部位不适当,使气体热对流遇阻.也会造成很大的溫度误差。 3、箱壁的导热 因为热老化试验箱箱壁的导热,而造成高温箱漏热或低温箱漏冷等热损害,以便赔偿热损害必定会有排风温度差,高温箱的排风溫度高过箱里操作温度,低温箱的排风溫度则小于箱里操作温度。因为必定存有的排风温度差使工作中房间内造成了溫度不匀称。 4、构造 热老化试验箱的构造在挺大水平上危害工作中正中间溫度匀称。因为构造难以彻底对称性,进而对溫度匀称导致不好危害。大门口在前,空调室在箱后侧,上排风下回风。这类构造上下对称好,可容易做到左、右溫度匀称。

原文来源:温湿度试验箱之温度均匀度的影响因素 编辑:林频仪器 [b]温湿度试验箱[/b]的温度指标有温度范围、温度均匀度以及温度波动度,在试验进行温度调整时往往有着众多因素来影响着温度均匀度的平衡状态,为了达到数据的最小误差,小编在此文中为用户总结了几点常见的影响因素: [img=,310,350]http://ng1.17img.cn/bbsfiles/images/2017/06/201706050917_01_1037_3.jpg[/img] 1)热负载因素→如果试验箱工作室内放置了足够影响内部整体热对流的试验样品,就必然会在一定的程度上来影响内部温度的均匀性,比如说放置LED照明产品,其产品自身就存在着发光发热的情况,成为热负载,那么对于温度均匀度的就存在很大的影响 2)热传递→由于工作室的箱壁前后左右上下6个面的传热系数不同,因有的有穿线孔、检测孔、测试孔等小细节的设计会导致局部有散热、传热,使设备箱体有温度不均匀现象,而使箱壁幅射的对流传热也会不均匀,影响温度均匀 3)热辐射→设计上的问题导致试验箱在内部结构、空间的设计很难达到均匀的对称结构,温湿度试验箱而不对称的结构必然会导致内部温度均匀度产生偏差,这个层面它最主要的是反映在钣金设计与它的处理两方面,比如风道的设计、发热管的放置位置、风机功率的大小等原因
客户在选购高低温箱时不能一味的是看价格,还要查看设备的技术参数,例如:均匀度、波动度、温度范围以及升降温速率等,其中均匀度是我们需要引起重视的一个参数,在使用设备的过程中难免会有均匀度过大的现象,所以小编以这个原因来为大家进行分析。 一、密封性差: 高低温箱的密封性能不好,例如大门漏气会影响设备工作室的温度均匀。 二、试验样品体积过大: 试验设备在进行试验时,箱内肯定会有试验样品 但如果试验样品体积过大或放置方式不恰当,就会使空气对流受阻而导致温度的均匀性有偏差。 三、箱壁的热传导不均匀:由于该试验箱内部有热传导,所以产生高温箱漏热或低温箱漏冷等热损失现象。为了补偿热传导的损失,那么肯定会有送风温差 高温箱的送风温度高于箱内工作温度 而低温箱的送风温度低于箱内工作温度。由于送风温差所以致使工作室内产生了温度不均匀。
含量均匀度A+2.2S合格,有一个点含量值低于限度一点,是否要启动调查
压片法试样和粘结剂用什么可以混合均匀?
乙腈与二氯甲烷按60:40比例如何混合均匀
唉 做出来的含量均匀度比含量高出5,6个点,含量均匀度和含量的重复性都很好,想不通啊??







 我要推广仪器
我要推广仪器
 下载APP
下载APP