推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-860-5168转6117
留言咨询
400-860-5168转6117
留言咨询
 400-860-5168转0355
留言咨询
400-860-5168转0355
留言咨询
 留言咨询
留言咨询





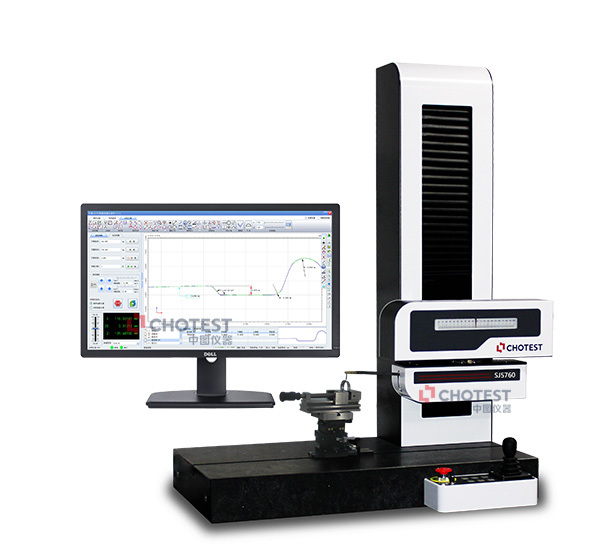
在许多的制造业领域如汽配、轴承、航空航天以及一些精密零部件生产企业等,在产品的生产过程中都离不开轮廓测量仪的检测。中图仪器的[b][color=#3333ff]SJ5760轮廓测量仪[/color][/b]改善了国内轮廓测量仪稳定性差、精度低等不足,减小与国外轮廓测量仪的差距,改变因高精度轮廓测量仪被国外高价格垄断的局面。在今年的北京机床展会现场上,SJ5760轮廓测量仪受到来自国内外许多参观者的驻足观赏,甚至有些公司的老板亲自带着自家公司生产的工件,来到展会现场请中图仪器的技术人员进行现场测量。我们通过对展会现场为用户测量工件的实例,来讲解轮廓测量仪的使用方法。[align=center][img]http://www.chotest.com/Upload/2017/6/201706127435008.jpg[/img][/align][img]file:///C:/Users/ztxs006/AppData/Local/Temp/msohtmlclip1/01/clip_image002.jpg[/img] 在测量工件之前,先做好准备工作,确定轮廓测量仪的正常启动运行,SJ5760轮廓测量仪为全自动测量设备,所以操作人员在测量时不需要太多的手工作业。[align=center][img]http://www.chotest.com/Upload/2017/6/201706124153674.jpg[/img][/align][img]file:///C:/Users/ztxs006/AppData/Local/Temp/msohtmlclip1/01/clip_image004.jpg[/img] 只需要装好被测工件,用中图仪器专用的万向工作台对工件进行固定,在计算机检定软件上设置扫描的起点、终点位置。然后点击“开始”按钮,测量系统会自动驱动测针接触工件表面,并按照事先设置好的位置进行扫描。[align=center][img]http://www.chotest.com/Upload/2017/6/201706125560160.jpg[/img][/align][img]file:///C:/Users/ztxs006/AppData/Local/Temp/msohtmlclip1/01/clip_image006.jpg[/img] 在进行测量的过程中,检定软件会实时将测针获取的参数,在计算机屏幕上以二维图形的方式描绘出轮廓曲线。扫描完成以后,操作人员可以通过轮廓分析工具对生成的轮廓曲线进行评定,得出圆度、角度、距离、间距、直线度等轮廓参数。[align=center][img]http://www.chotest.com/Upload/2017/6/201706127747739.jpg[/img][/align][img]file:///C:/Users/ztxs006/AppData/Local/Temp/msohtmlclip1/01/clip_image008.jpg[/img] SJ5760轮廓测量仪操作便捷,功能广泛,可对各种工件轮廓的几何参数进行测量,可评定的表面轮廓参数包括:角度、半径、坐标、距离、圆、圆截面,确定各个点、相交各点、坐标轴、直线、垂直线、圆和圆截面,可对轮廓进行直线度、圆度分析等;并可同时实现:1.建立回归直线和圆形;2.建立点、交点、自由点、中心店、最高点和最低点;3.建立坐标系统;4.计算半径、距离、角度、坐标及线性偏差;5.实际值与标称值比较;6.测量程序自动运行。

[align=center][img=,482,388]http://ng1.17img.cn/bbsfiles/images/2017/05/201705161531_01_3712_3.jpg[/img][/align] [b][color=#3333ff]SJ5760轮廓测量仪[/color][/b]采用进口高精度光栅测量系统、高精度研磨导轨、高性能非接触直线电机、音圈电机测力系统、高性能计算机控制系统技术,实现对各种工件表面轮廓进行测量和分析。通过高精度研磨导轨、高性能直线电机保证测量的高稳定性及直线度,采用进口高精度光栅测量系统建立工件表面轮廓的二维坐标,计算机通过修正算法对光栅数据进行修正,最终还原出工件轮廓信息并以曲线图显示出来,通过软件提供的分析工具可对轮廓进行各种参数分析。[align=center][img=,690,398]http://ng1.17img.cn/bbsfiles/images/2017/05/201705161531_02_3712_3.jpg[/img][/align] 轮廓仪为全自动测量设备,操作者只需装好被测工件,在检定软件上设定扫描的开始、结束位置,点击“开始”按钮,测针会自动接触工件表面,并按设定的位置扫描;在进行轮廓扫描的过程中,软件界面会实时描绘轮廓曲线;扫描结束后,操作者可通过轮廓分析工具对生成的轮廓曲线进行分析,得到如直线度、圆度、角度、距离、间距等轮廓参数。[align=center][img=,690,398]http://ng1.17img.cn/bbsfiles/images/2017/05/201705161532_01_3712_3.jpg[/img][/align] 性能特点:1、 高精度、高稳定性、高重复性:分辨力0.01μm,完全满足被测件测量精度要求。1) 国际领先的高精度光栅测量系统,分辨力达到0.01μm,测量精度高;2) 自主研发高精度研磨导轨系统,导轨直线度达到2μm/200mm,导轨材料耐磨性好、保证系统稳定可靠工作;3) 高性能直线电机驱动系统,保证测量稳定性高、重复性好。2、 智能化管理与检测软件系统:仪器操作界面友好,操作者很容易即可基本掌握仪器操作,使用十分简便。1) 10多年积累的实用检定软件设计经验,向客户提供简洁、实用、快速的操作体验;2) 功能强大、自动处理数据、打印各种格式的检定报告,自动显示、打印、保存、查询测量记录;3) 测量范围广,可满足绝大多数类型的工件轮廓测量;4) 强大的CNC自动测量标注功能;5) 纯中文操作软件系统,更好的为国内用户服务;6) 打印格式正规、美观。检定数据可存档,或集中打印,不占用检定操作时间;7) 本仪器采用计算机大容量数据库储存,可自动记录保存所有检定结果。[align=center][img=,690,398]http://ng1.17img.cn/bbsfiles/images/2017/05/201705161532_02_3712_3.jpg[/img][/align]3、 测量力系统: 采用音圈电机测力系统,测力可实现从10~150mN连续可调,测力分辨力可达0.2mN;避免了老式砝码加载因周围环境振动带来的测力误差,降低了测力变化引起的测量误差。4、 智能保护系统:一旦出现主机与被测工件或夹具相撞、或测针在扫描过程中出现拉力过大,仪器会停止扫描保护测量系统和测针,极大的保护测针的损坏。5、 灵活手动控制:仪器配置了操作杆,可在测量工件前对测针进行粗定位;在脱离电脑的情况下,让测针左右、上下快速移动。6、 成熟的标定技术通过简单的操作,能对仪器的参数进行误差补偿,对测针磨损进行针尖补偿,使其满足高精度测量。
在4月份 CIMT2017北京国际机床展上,几位神秘观众来到我公司展台前拿出一份图纸,面带焦虑的询问道:“我们工件的这个沟槽凸台非常重要,之前咨询过国内外一些仪器厂家得到的答复是不能测量或者需要破坏式测量。为此公司的领导已经下了军令状,一定要找到好的解决方案,请问你们公司的仪器能否测量?”[align=center][img]http://www.chotest.com/Upload/2017/8/201708058075979.jpg[/img][/align][align=center]图 1工件图纸[/align] 我公司技术人员接过图纸一看:图纸上的沟槽较狭小,一侧是盲边且角度小,用传统仪器测量是有很大的难度。技术人员经过分析评估后,告知客户我们的[color=#3366ff][b]轮廓测量仪[/b][/color]可以测量,但需要定制测针,随后向客户讲解我司轮廓测量仪的工作原理、测量过程及相关技术参数,客户听后十分认可我们的方案,后期将工件邮寄至我司测量。[align=center][img]http://www.chotest.com/Upload/2017/8/201708054168013.jpg[/img][/align][align=center]图 2工件实物[/align] 技术人员收到客户的工件后,先是对其特征进行分析,模拟测针在测量工件沟槽内的着力点和面时,测针需满足哪些要求与突破哪些限制。然后设计制作测针,我公司拥有完全自主的设计和加工制造能力,很快定制的测针及连接装置就迎刃而解,经过品质检测符合设计要求。[align=center][img]http://www.chotest.com/Upload/2017/8/201708053543905.jpg[/img][/align][align=center]图 3扫描过程模拟[/align][align=center][img]http://www.chotest.com/Upload/2017/8/201708059325952.jpg[/img][/align][align=center]图 4定制的测针[/align] 紧接着就是实物测量过程,把定制的测针安装到SJ5760轮廓测量仪上,并对测针进行相关参数调试后,实物测量就正式开启,随着测针在工件的沟槽内有条不紊地行进扫描,检定软件将测针扫描的相关数据绘制在计算机屏幕中,形成一幅精美的二维效果分析图。[align=center][img]http://www.chotest.com/Upload/2017/8/201708055731400.jpg[/img][/align][align=center]图 5测量过程[/align]检测结果如下:[align=center][img]http://www.chotest.com/Upload/2017/8/201708055418522.jpg[/img][/align][align=center]图 6测量结果[/align] 将工件测量结果提供给客户后,客户惊讶的同时感慨道:“没想到是国内的厂家替我们解决了棘手难题,中图仪器快速响应客户需求的能力让我们对国产测量仪器设备厂家刮目相看。”附:SJ5760轮廓测量仪技术参数1.X轴1) 测量范围:0~200mm;2) 示值误差:±(1.2+2L/100)μm,其中L为水平测量长度,单位:mm;3) 分辨率:0.01μm;4) 直线度:2μm/200mm5) 测量速度:0.1~5mm/s;6) 移动速度:0~80mm/s;2.Z轴1) 测量范围:0~450mm;2) 移动速度:0~30mm/s;3.Z0轴1) 测量范围:±25mm;2) 示值误差:±(2+|2H|/40)μm,其中H为垂直测量高度,单位:mm;3) 分辨率:0.01μm;4.测量力:10~150mN;5.爬坡能力:上坡77o,下坡83o;[align=center][img]http://www.chotest.com/Upload/2017/8/201708052450577.jpg[/img][/align][align=center]图7 SJ5760轮廓测量仪[/align]









 我要推广仪器
我要推广仪器
 下载APP
下载APP


