推荐厂家
暂无
暂无
 留言咨询
留言咨询
 银牌1年
银牌1年
 400-860-5168转4799
留言咨询
留言咨询
400-860-5168转4799
留言咨询
留言咨询
 留言咨询
留言咨询
 400-860-5168转5905
留言咨询
400-860-5168转5905
留言咨询
 400-860-5168转3136
留言咨询
400-860-5168转3136
留言咨询



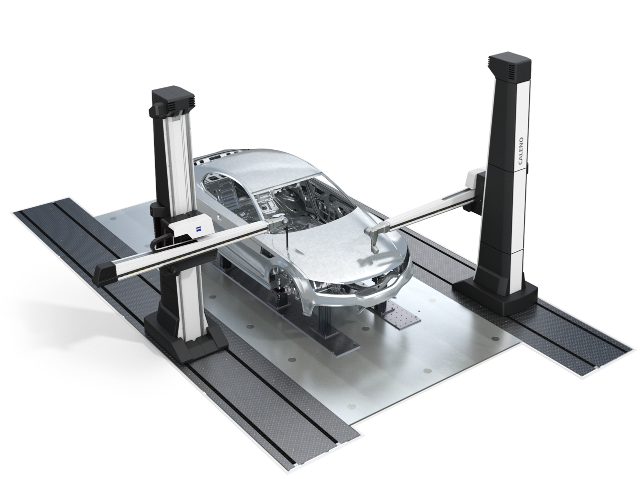
目前针对深圳壹兴佰8万元手动三坐标测量机的特价优惠销售,海克斯康也推出了相应的16万元优惠手动三坐标测量机销售.针对这一情况你将会选择16万元的还是8万元的呢? 我看过他们各自的配置和外形图片,从配置和精度来讲基本上没有什么区别,但就外形来讲个人喜欢海克斯康的外形.还有,就品牌知名度来讲,海克斯康品牌知名度高于壹兴佰.但价格却比壹兴佰贵了一倍多.如果你作为一个潜在顾客,你愿意选择哪一家的三坐标测量机呢? 大家可以登录两家公司的相应网站查看其详细信息和产品的图片配置
请问非接触型三坐标测量机的原理和具体应用请问磁栅尺的工作原理和具体应用
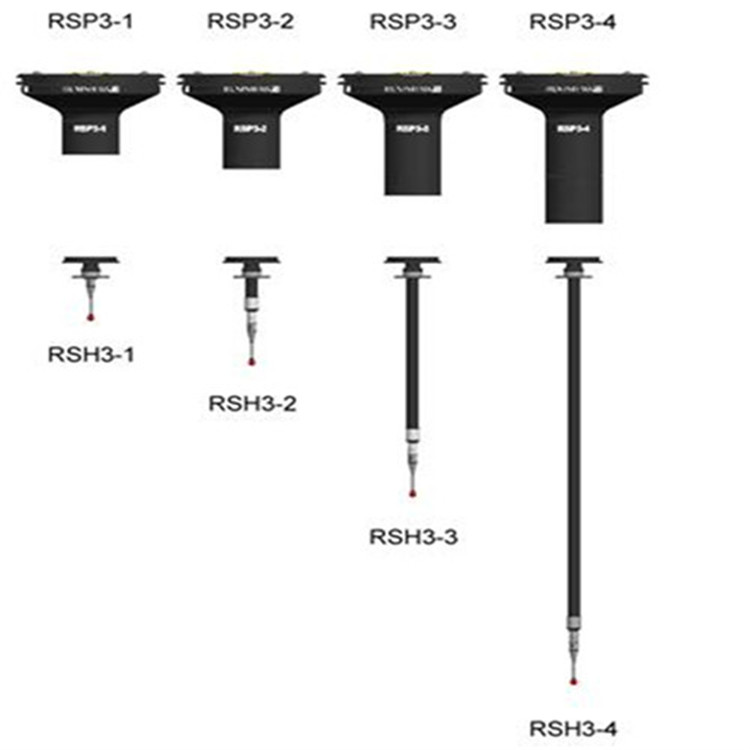
当测针接触到工件时 , 三坐标测量机接收的的坐标值应是红宝石球头中心点坐标 , 显然 , 三坐标测量软件将自动沿着测针从接触点回退的方向加上一个测球半径值作为测量值。但该测量值是一个与测头的机械惯性有关的动态值。实际上 , 测量作为一个动态过程 , 其测量值应该考虑到从测头采点到实际向系统传送该点坐标值时发生的机器空间移动距离。尽管这个距离极小 , 但对系统计算动态尺寸有一定影响 。 在实际测量时 , 每测量一个元素 , 系统都可以自动区分测球半径的补偿方向 , 计算正确的补偿半径。在采点开始后 , 测量软件将在沿着测针接触工件的方向上对测球进行半径补偿。但被补偿点并非真正的接触点 , 而是测头沿着测针接触工件方向的延长线上的一个点。这样就造成了补偿误差 。如图 1 、 图 2 所示产生误差的大小与测球的半径及该工件被测面与笛卡尔坐标轴的夹角有关 , 夹角越大 , 误差越大。










 我要推广仪器
我要推广仪器
 下载APP
下载APP



