压力泌水测定仪的检定证书模板,着急,谢谢!
试验室专用冷水机是目前机械仪器设备行业中比较火的设备之一,为此,特地整理了试验室专用冷水机相关压力说明来帮助大家更好的了解试验室专用冷水机。 试验室专用冷水机与管道系统部件耐压能力有关的参考数值,是指与管道元件的机械强度有关的设计给定压力,公称压力一般用PN表示。试验室专用冷水机公称压力——制品在基准温度下的耐压强度,用PN表示,单位:MPa ,基准温度:材料不同,其基准温度也不同,如,钢的基准温度为250°C,公称压力1.0Mpa,记为:PN 1.0 Mpa。 试验室专用冷水机工作压力是指为了管道系统的运行安全,根据管道输送介质的各级高工作温度所规定的大压力,工作压力一般用Pt表示。 试验室专用冷水机设计压力是指给水管道系统作用在管内壁上的大瞬时压力,一般采用工作压力及残余水锤压力之和,设计压力一般用Pe表示。 试验室专用冷水机试验压力是指管道、容器或设备进行耐压强度和气密性试验规定所要达到的压力,试验压力一般用Ps表示。 试验室专用冷水机公称压力是为了设计、制造和使用方便,而人为地规定的一种名义压力,这种名义上的压力的单位实际是压强,压力则是中文的俗称,单位是“Pa”而不是“N”。压力容器的公称压力指的是压力容器法兰的公称压力,压力容器法兰的公称压力一般分成7个等级,即0.25、0.60、1.00、1.60、2.50、4.00、6.40MPa。 一般来说,试验室专用冷水机的压力大小可以分为:试验压力>公称压力>设计压力>工作压力,所以,大家明白了吗?
今天我用乙腈与水做流动相压力非常高都达21兆帕了,用10%硝酸洗可以吗?洗后该注意什么?急啊谢谢
前天断电后,就开始不正常,先是界面显示语言错误,经过一番调整,语言对了,就是显示进水压力低,该怎么办啊,谢谢各位大侠了!
(1如何处理润滑油管线穿孔事故? 2润滑油中含水有何危容? 3.润滑油泵打不起压力的原因是什么?润滑油泵打不超压力应如何处理? 1、如何处理润滑油(润滑油真空滤油机)管线穿孔事故? 答:(1)润滑油管线穿孔部位位于地下供油管线或回流部分的处理:停产堵漏。 (2)润滑油管线穿孔部位位于单机供油部分的处理:①停止运行的注水泵.②关该泵的分油阀,看漏失量是否消失。若消失说明分油压阀严密性好,可做不停产检修。否则,就要停产检修。 2、润滑油中含水有何危容? 答:润滑油中含水规定不超过0.03%,若润滑油中含水超标,有以下危害: (1)严重破坏润滑油形成的油膜,影响润滑效果, (2)加速有机酸对金属的腐蚀作用, 3.润滑油泵打不起压力的原因是什么? 答:(1)油箱油位低,吸不上油或吸气较多, (2)吸油管路漏失严重, (3)泵体漏气不密封; (4)泵叶轮装反,两侧盖板间隙过大, (5)叶轮磨损,间隙过大. (6)油泵反转。 (7)出油管线穿孔漏油。 (8)分油压阀开得过大或漏油。 (9)回油阀门开得过大、安全阀失灵或回油量过大。 4.润滑油泵打不超压力应如何处理? 答:润滑油泵打不起压力首先查明原因,根据原因采取下列相应措施: (1)加润滑油,油位在1/2一2/3之间。 (2)处理渗漏, (3)调整叶轮与两侧盖板间隙, (4)检查调整电动机接线。 (5)控制回油阀及分油压阀开度。 (6)更换新泵或安全阀。来源——中国仪器仪表网
仪器:waters UPLC-TQD色谱柱:BEH C18流速:0.4ml/min在95%水+5%甲醇时,压力5670psi;在80%水+20%甲醇时,压力7246psi。一般,水相比例越高,压力越高,怎么我的结果是相反的,求解释。是柱子问题,还是流动相问题?或者是其他原因?
我用的是岛津LC-10AT的高效液相色谱仪。是A、B双泵10AT型号的,A泵进有机溶剂,B泵进二重水。我说下出现问题的情况:我在用纯甲醇冲洗管路的时候,A泵压力稳定在5MPA。(没出现问题以前,纯甲醇冲洗压力也是稳定在5MPA)冲洗了大概半个小时后停止,改为做样的方法走基线(甲醇和水各50%),这里就出现问题了,A、B两个泵的压力在6MPA--0.5MPA之间上下下浮动,(没出现问题以前,走基线的时候A、B双泵压力稳定在9.7MPA),运行了十几二十分钟,A、B泵的压力还是没上去,观察装二重水的瓶子,发现二重水基本上没有减少。打开B泵放空阀,有少量气泡流出,流出后有液体连续流出,关闭放空阀,压力还是不稳定,到了一定的压力就减下去了,然后压力又升上来,往复上升下降。我想大概是B泵的密封圈坏了,各位大大我的判断正确吗?我的这台仪器是哪出了问题?请各位大大指教!谢谢!我把B泵单向阀出口轻轻的旋转了三分之一圈(顺着流向的第一组单向阀),一开始发现有气泡和液体冒出,拧紧单向阀出口,B泵1ml/min走,压力稳定。A、B泵各50%纯甲醇冲洗1ml/min,压力稳定。然后用50%甲醇/水等梯度走基线,发现压力升高,大概在11MPA左右,以前同条件下压力位9.7MPA左右。基线稳定后进标准样,发现峰高降低,峰宽增加,三个峰没有像以前一样分开。这是什么回事呀?我哭!!我这台仪器是04年买的,使用得不是很勤,就只换过保护柱。用了7年了,需不需要请售后的来检查下,该换的换,做下保养?我去年大学毕业就接手了这台仪器,没有老师带,没去培训过,很悲惨的....各位大大有什么建议帮帮我!
单独走甲醇,乙腈,水,哪个压力最大,哪个最小
密理博水机在主机上加装一个进水的抽水泵需要多少银子?大家也给我点建议,由于我们先前是采用国产水机产出的水,流动入压力罐,在由压力罐把水压入密理博水机,现在我把前面的部分前丢了,但把密理博的进水口放在一级水里,密理博主机不吸水,最后一查才知道,密理博主机没有安装水泵,所以不能吸水进入主机
一、产品概述 SDM-2是最新的便携式燃气精密压力检测仪,测量瞬时压力及气密性检测压力,可以替代传统打压仪表及U型压力计。多个压力通道,具有气密性检测专用数显及打印设计,高精度,大大缩短了气密性检测时间,结果打印列表。 二、产品特点 ● 精度高±0.4% ● 重量轻485克,携带方便 ● 气密性实验确认快捷准确 ● 根据现场环境不同,测出瞬间压力并打印 (可适用于调压器等多种现场设备) ● 测压范围宽0-17kgf/cm2(最大过压值35kgf/cm2) ● 内置三支高精度压力传感器,分三个量程段精确测量 ● 可设定测压时间,并可连续24小时检测 ● 可现场打印压力数据 三、使用 SDM-2已广泛应用于燃气公司各工程部门、运行部门、质检部门等 ● 涵盖从微压到高压即0-1700KPa的压力范围 ● 户内管试压严密性检测 ● 灶前压力例行检查 ● 调压器出口压力例行检查 ● 工程公司严密性快速自检 ● 质检部门严密性检测抽查 ● 外管线管道严密性检测验收
请问气体(笑气、乙炔、氮气、氩气、氦气等)的压力表、微波消解仪(用于总量重金属前处理消解)、超声波清洗器(用于美泰样品测试Phthalates)、离心机、纯水机(制备三级水)等需要送计量院校准吗?ps:本实验室通过CNAS认证。

http://ng1.17img.cn/bbsfiles/images/2012/09/201209051016_388772_2571111_3.jpg 一、产品概述 SDM-2是最新的便携式燃气精密压力检测仪,测量瞬时压力及气密性检测压力,可以替代传统打压仪表及U型压力计。多个压力通道,具有气密性检测专用数显及打印设计,高精度,大大缩短了气密性检测时间,结果打印列表。 二、产品特点 ● 精度高0.4% ● 重量轻485克,携带方便 ● 气密性实验确认快捷准确 ● 根据现场环境不同,测出瞬间压力并打印 (可适用于调压器等多种现场设备) ● 测压范围宽0-17kgf/cm2(最大过压值35kgf/cm2) ● 内置三支高精度压力传感器,分三个量程段精确测量 ● 可设定测压时间,并可连续24小时检测 ● 可现场打印压力数据 三、使用 SDM-2已广泛应用于燃气公司各工程部门、运行部门、质检部门等 ● 涵盖从微压到高压即0-1700KPa的压力范围 ● 户内管试压严密性检测 ● 灶前压力例行检查 ● 调压器出口压力例行检查 ● 工程公司严密性快速自检 ● 质检部门严密性检测抽查 ● 外管线管道严密性检测验收http://ng1.17img.cn/bbsfiles/images/2012/09/201209051016_388772_2571111_3.jpg
请问一下岛津的高效液相色谱它的泵在抽乙腈时压力上不去,但在乙腈里加点水就有压力,是什么原因?
purge时甲醇压力正常,纯水压力66bar左右,然后对水/甲醇/乙腈三个过滤头都用稀硝酸浸泡了两小时,再纯水冲洗清洗了一下,把看起来最干净的过滤头换在了纯水,然后再purge,甲醇和乙腈的压力正常,水在1ml/min流速下压力就已经达到了30bar,并且水相的空气柱前半段正常随流动相走,在接近脱气机入口处就不动了,有机相气柱很顺畅的进入脱气机了,不知道是什么原因导致的?求各位老师们给予帮助!
甲醇和水混合在什么比例时压力最大?甲醇和水混合,在不同的比例时压力都是不一样的,其中纯甲醇的压力最小,纯水的次之,混合液的最大,但到底什么比例最大呢?请高人指点!
防水型压力控制器:怎么防水呢?采用什么材质?(YWK-50/C)型防水型压力控制器是怎么输出的。具体资料有没有啊
[font=微软雅黑][size=10.5pt][color=#333333]超纯水设备是由反渗透系统与EDI系统组成,这两个系统都需要对其进行加压才能工作,这两个系统对压力都有一定的要求,尤其是对反渗透系统,压力不能过于太高,不然会对设备造成影响,那么超纯水设备的压力过高会出现哪些状况呢?[/color][/size][/font][font=微软雅黑][size=10.5pt][color=#333333]超纯水设备的反渗透系统在运行时对压力是一般需达到[/color][/size][/font][font=微软雅黑][size=10.5pt][color=#333333]0.2-0.5MPa之间,主要是因为了让再生性能再生发挥到较好的效果 压力小于0.5MPa是为了让吸盐效果可以得到保证。[/color][/size][/font][font=微软雅黑][size=10.5pt][color=#333333]1、在水压过高时进行反冲洗,若上边布水器的孔非常大,树脂膨胀的程度比较大,就很容易使树脂从上端进入到多路阀,导致树脂泄露。[/color][/size][/font][font=微软雅黑][size=10.5pt][color=#333333]2、阀门异常会造成水指标不稳定。当水压过高时,在多路阀一侧上会形成一种无法计算的压力,也可能在阀板上出现,在阀门运作,可能会特别不顺畅,也可能会引起阀门在开关时不到位,从而使水质达不到预期的效果。[/color][/size][/font][font=微软雅黑][size=10.5pt][color=#333333]3、当水压过高的时候,盐水需要重新注入时,这时需要向盐箱里注入很多的水,水位偏高,还有可能造成水的溢出。[/color][/size][/font][font=微软雅黑][size=10.5pt][color=#333333]4、超纯水设备的压力过高时,吸盐的速度会变得非常快,减短再生的时间,不能达到再生的效果。[/color][/size][/font][font=微软雅黑][size=10.5pt][color=#333333]关于超纯水设备的压力过高会出现哪些状况的介绍就到这里了,希望对大家有所帮助,超纯水设备的压力是有一定限制的不要过高也不要过低,不然都会影响到超纯水设备的正常使用,对产水也会产生影响。[/color][/size][/font]
仪器又出新问题。C18柱,用纯甲醇冲柱子时压力6.6MPa,随着水相比例加大,压力升高很快,到水相80%甲醇20%,0.8ml/min时,原来只有11-12MPa,现在有15-16MPa,但是冲回到纯甲醇,压力又正常了。标准品出峰不正常。请问是什么原因?会是柱子堵了么?
C18色谱柱冲纯甲醇压力正常,冲甲醇和水混合液是压力太高,仪器自动停止是什么原因?
液相色谱忽然压力就很低,检查了一下并没有漏夜的情况,水相和有机相分别测试了一下,有机相压力正常水相压力几乎为零,求个位大神帮忙解决一下,谢谢
前段时间翻看一些超纯水机的广告,有一个上面标明RO膜压力正常为0.5MPa,好奇之下,测了一下实验室的机器,发现RO膜压力只有0.38~0.40MPa, http://simg.instrument.com.cn/bbs/images/default/em09512.gif 翻了不少网页也没个具体的说法有老师能说说看这个压力值应为多少才是正常的吗?? 压力大和压力小有什么区别,会对产水情况造成什么的影响吗???
安捷伦的1260,purge时用1ml/min流速,水相压力30bar,甲醇和乙腈压力正常,并且水相管路的气泡在接近脱气机入口处就停住不动了,有机相的气泡排除正常,不知道时什么原因,求各位老师们帮助!流动相瓶中的溶剂过滤头刚用稀硝酸清洗过。

[size=16px][color=#339999][b]摘要:真空压力热成型技术作为一种精密成型工艺在诸如隐形牙套等制作领域得到越来越多的重视,其主要特点是要求采用高精度的正负压力控制手段来抵消重力对软化膜变形的影响以及精密控制成型膜厚度。本文提出了相应的改进解决方案,通过可编程的纯正压控制技术实现软化膜上下压差以及热成型压力的精密调节,在保证产品质量的同时可简化控制系统。[/b][/color][/size][align=center][size=16px] [img=精密热成型工艺中的正负压力控制解决方案,550,292]https://ng1.17img.cn/bbsfiles/images/2023/05/202305190914248981_6279_3221506_3.jpg!w690x367.jpg[/img][/size][/align][b][size=18px][color=#339999]1. 问题的提出[/color][/size][/b][size=16px] 热成型是一种将热塑性片材加工成各种制品的较特殊的加工方法。在具体成型过程中,片材夹在框架上加热到软化状态,在外力作用下,使其紧贴模具的型面,以取得与型面相仿的形状。冷却定型后,经修整即成制品。热成型方法有多种,但基本都是以真空和压力这两种方法为基础加以组合或改进而成。典型的真空和压力热成型原理如图1所示。[/size][align=center][size=16px][color=#339999][b][img=01.真空和压力热成型示意图,550,275]https://ng1.17img.cn/bbsfiles/images/2023/05/202305190917007981_2026_3221506_3.jpg!w690x345.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图1 真空和压力热成型原理示意图[/b][/color][/size][/align][size=16px] 如图1所示,真空成型最大的成型压力为一个大气压,这造成真空成型压力较低,这往往使得受热软化后的热塑材料很难在模具的拐角或坑洼处形成紧密贴合,如图2所示,这会造成整体的成型精度较差。因此,真空成型工艺一般用于对成型精度要求较低的通用性塑料件的生产。[/size][align=center][size=16px][color=#339999][b][img=02.真空热成型过程中的非紧密贴合现象示意图,550,198]https://ng1.17img.cn/bbsfiles/images/2023/05/202305190917280643_6456_3221506_3.jpg!w690x249.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图2 真空热成型过程中的非紧密贴合现象示意图[/b][/color][/size][/align][size=16px] 正压热成型在真空(负压)基础上的发展演变而来,正压成型的压力往往可以达到4~5个大气压甚至更高,在压缩空气的正压作用下,贴合度大幅提高,产品外观质量和生产效率有了明显的提高,所以正压形式正逐步在高精度热成型工艺中得到广泛应用,特别是对于成型精密度有很高要求的隐形牙齿矫治器(隐形牙套、透明牙套),正压热成型已经成为一种标准工艺。采用正压热成型机器在3D打印模型上制造隐形牙齿矫正器,可以获得更均匀的塑料层,但产生均匀塑料层的理想正压水平需要根据以下几方面的影响因素进行确定和精密控制:[/size][size=16px] (1)牙模的结构比较复杂,表面沟壑较多,采用正压吸塑热成型工艺很难很好的控制牙套的厚度,要求正压压力控制精度极高。[/size][size=16px] (2)受热的热塑性材料呈软化状态,很容易受到重力影响而造成额外的形变,因此在正压热成型中受热软化片材的变形程度相差极大,必须消除重力带来的变形。[/size][size=16px] 为了解决上述问题,西安博恩生物科技有限公司在其发明专利CN112823761B中提出了正负压热成型工艺,首先控制平衡软化片材上下两侧的压强差,抵消重力带来的变形,然后在热成型时再通过压力变化来精确控制膜片的厚度。此发明专利仅提出了一种真空压力热成型工艺的新概念,并未给出压差和压力精密控制的具体实施方法描述,而具体真空压力控制的具体方式则是实现隐形牙套高精度热成型的关键技术之一。为此,本文针对诸如隐形牙齿矫正器正负压热成型工艺中的真空压力精密控制,提出相应的解决方案,以保证新型正负压热成型工艺的顺利实施。[/size][size=18px][color=#339999][b]2. 解决方案[/b][/color][/size][size=16px] 在专利CN112823761B中提出的正负压热成型过程如图3所示,固定有膜片的可上下移动的夹持器热成型设备分为上下两个独立的密闭腔室,每个独立腔室的真空和压力需要精密控制,只是真空压力的控制范围不同。[/size][align=center][size=16px][color=#339999][b][img=03.正负压加热成型过程示意图,385,113]https://ng1.17img.cn/bbsfiles/images/2023/05/202305190917482920_2081_3221506_3.jpg!w385x113.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图3 正负压加热成型过程示意图[/b][/color][/size][/align][size=16px] 在膜片被加热软化和随夹持器向下移动时,底部腔室相对于顶部腔室为正压,即顶部腔室内的压力要大于顶部腔室压力,底部腔室正压托起软化过程中的膜片以抵消重力的影响。[/size][size=16px] 当膜片贴附在牙模上后,撤掉底部腔室压力,并逐渐增大顶部腔室压力,使顶部腔室压力相对于底部腔室压力为正压,由此通过较大的正压压力使膜片与牙模紧密贴合。[/size][size=16px] 通过上述过程可以看出,正负压热成型中的压力控制具有以下两个重要特征:[/size][size=16px] (1)在压差控制阶段,底部腔室压力要始终大于顶部腔室,以托起软化中的膜片减少重力对膜片变形的影响。这种情况下,两个腔室压力都可以是正压,顶部腔室压力不一定非要是真空负压,顶部腔室也可以是正压,但只要底部腔室压力足够大并能形成相应的压差托起膜片极可。[/size][size=16px] (2)在加压贴附阶段,使顶部腔室的压力足够大就可实现软化膜片的紧密贴合,这也意味着底部腔室的压力也不一定非要是真空负压,只要是顶部腔室的压力足够大,底部腔室为常压时也完全能够实现高压贴合。[/size][size=16px] 由此两个特征可以得出结论:所谓的正负压热成型,完全可以只采用正压控制予以实现,但前提是能够精密和可程序控制上下两个腔室的正压压力。[/size][size=16px] 通过上述分析可知,对上下两个腔室进行正压精密控制,通过压差和高压可很好的实现膜片紧密贴合和保证厚度的均匀性,这样可以减少真空控制的环节和相应装置,简化了控制系统。[/size][size=16px] 依此,本文提出的解决方案就是两个腔室的精密正压压力控制解决方案,通过两套压力控制装置分别实现上下两个腔室的压力可编程控制,具体结构如图4所示。[/size][align=center][b][size=16px][color=#339999][img=04.隐形牙齿矫治器热成型精密压力程序控制系统结构示意图,690,321]https://ng1.17img.cn/bbsfiles/images/2023/05/202305190918023454_1832_3221506_3.jpg!w690x321.jpg[/img][/color][/size][/b][/align][align=center][b][size=16px][color=#339999]图4 隐形牙齿矫治器热成型精密压力程序控制系统结构示意图[/color][/size][/b][/align][size=16px] 在膜片被加热软化和随夹持器向下移动时,底部腔室相对于顶部腔室为正压,即顶部腔室内的压力要大于顶部腔室压力,底部腔室正压托起软化过程中的膜片以抵消重力的影响。[/size][size=16px] 当膜片贴附在牙模上后,撤掉底部腔室压力,并逐渐增大顶部腔室压力,使顶部腔室压力相对于底部腔室压力为正压,由此通过较大的正压压力使膜片与牙模紧密贴合。[/size][size=16px] 通过上述过程可以看出,正负压热成型中的压力控制具有以下两个重要特征:[/size][size=16px] (1)在压差控制阶段,底部腔室压力要始终大于顶部腔室,以托起软化中的膜片减少重力对膜片变形的影响。这种情况下,两个腔室压力都可以是正压,顶部腔室压力不一定非要是真空负压,顶部腔室也可以是正压,但只要底部腔室压力足够大并能形成相应的压差托起膜片极可。[/size][size=16px] (2)在加压贴附阶段,使顶部腔室的压力足够大就可实现软化膜片的紧密贴合,这也意味着底部腔室的压力也不一定非要是真空负压,只要是顶部腔室的压力足够大,底部腔室为常压时也完全能够实现高压贴合。[/size][size=16px] 由此两个特征可以得出结论:所谓的正负压热成型,完全可以只采用正压控制予以实现,但前提是能够精密和可程序控制上下两个腔室的正压压力。[/size][size=16px] 通过上述分析可知,对上下两个腔室进行正压精密控制,通过压差和高压可很好的实现膜片紧密贴合和保证厚度的均匀性,这样可以减少真空控制的环节和相应装置,简化了控制系统。[/size][size=16px] 依此,本文提出的解决方案就是两个腔室的精密正压压力控制解决方案,通过两套压力控制装置分别实现上下两个腔室的压力可编程控制,具体结构如图4所示。[/size][size=16px] 如图4所示,两套压力控制装置配置完全相同,都是由压力传感器、压力调节阀和真空压力控制器构成,两套装置公用一套高压气源。为了保证高精度压力的程序控制,具体配置如下:[/size][size=16px] (1)压力传感器采用超高精度压力计,压力测量范围为0~0.8MPa(表压),精度为满量程的0.05%。压力调节阀采用数控电子减压阀,外部模拟控制信号0~10V对应的压力调节范围为表压0~0.8MPa,综合精度为满量程的0.2%。[/size][size=16px] (2)压力控制器采用超高精度可编程PID调节器,具有24位AD、16位DA和0.01最小输出百分比,具有PID参数自整定功能,并可设计20条程序曲线进行调用和控制,具有标准MODBUS协议的RS485通讯接口。压力控制器自带计算机软件,通过软件可在计算机上直接对控制器进行设置、运行、过程参数显示和存储。[/size][size=18px][color=#339999][b]3. 总结[/b][/color][/size][size=16px] 综上所述,本文对相关的正负压热成型工艺进行了分析,特别是针对隐形牙齿矫正器这类高精度热成型制作工艺,本文提出了改进的解决方案,即不采用正负压控制方式,而是采用纯正压控制方式。在具体热成型过程中,通过对上下腔室的压力进行不同的程序控制形成可控压差来抵消重力对受热膜片变形的影响,然后再对上腔室进行高压控制,由此可实现高精度的热成型厚度控制,可大幅提高热成型产品的质量和一致性。[/size][size=16px] 新的解决方案可通过两路压力的精确控制,同样可实现正负压热成型过程中的压力成型功能和精密制作能力,但避开了正压和负压同时控制所造成的装置的复杂性和较高成本,这使得新的解决方案更具有实用性。[/size][align=center][b][color=#339999][/color][/b][/align][align=center][size=16px][color=#339999][b]~~~~~~~~~~~~~~~~[/b][/color][/size][/align]
[b][color=#ff0000]继:[/color][/b]请教燃气表出口管上用丝堵堵着的该孔起什么什用哦?_仪器检定/校准/计量仪器社区_仪器信息网论坛 https://bbs.instrument.com.cn/topic/8148844~~~~~~~~~~~~~~~~[align=left][font='微软雅黑',sans-serif][color=black][back=white] 通过围观了解些燃气表密封性检测过程:工作人员通过该孔连接着一介质为水的U形压力表,并进行了一些操作,因为表在厨柜内,空间狭小,我不便观察。现在联想来,是在燃气表安装后,通过该孔连接着一介质为水的U形压力表,将进、出口阀门均打开,使表后均达到正常燃气压力后,关闭进口阀并观测保压时长,从而实现检测密封性。[/back][/color][/font][/align][align=left][font='微软雅黑',sans-serif][color=black][back=white] 让我困惑的是,该工作人员说压力计应该指示2600~2800,不知什么意思?因为自已已不是相应检测机构的人了,不便打听,所以我很想了解燃气表现场检测密封性用U形压力计结构及原理。恳请相关专家赐教![/back][/color][/font][/align]
[url=https://insevent.instrument.com.cn/t/Wp][color=#3333ff]原子吸收[/color][/url]用的纯水机出现压力不稳,也就是前面的压力表上的指针,像摆球一样摆动!
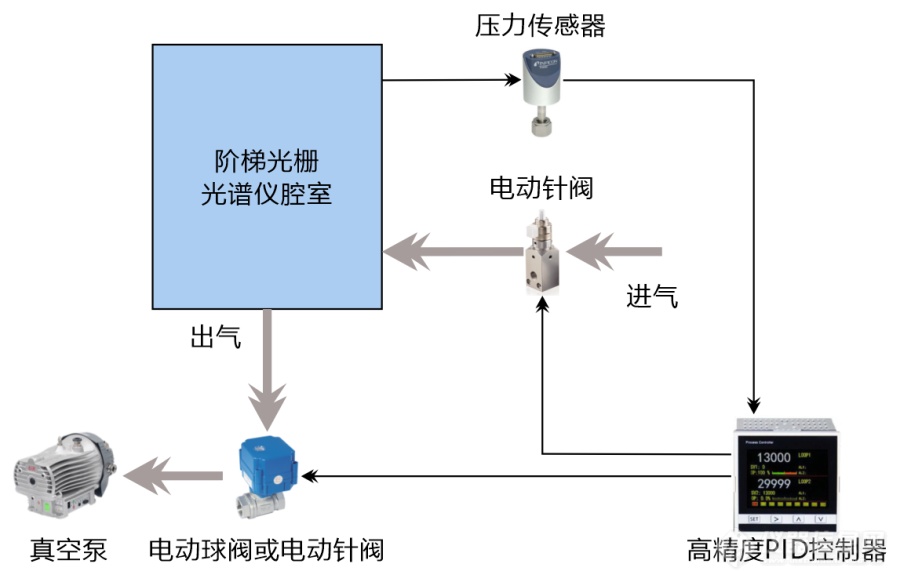
[color=#990000]摘要:为了实现阶梯光栅光谱仪的高精度测量,要在全过程中对温度和压力进行长时间的精密恒定控制。本文将针对阶梯光栅光谱仪中压力的精密控制,介绍压力的自动化控制技术,并详细介绍了具体实施方案,其中特别介绍了控制效果更好的双向控制模式。[/color][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align][size=18px][color=#990000]一、问题提示[/color][/size] 阶梯光栅光谱仪作为一种全谱直读的光谱仪器广泛应用于天文、地矿、化工、冶金、医药、环保、农业、食品卫生、生化、商检和国防等诸多领域,但阶梯光谱仪的灵敏度会受到环境温度和压力的严重影响,因此阶梯光谱仪普遍要求对工作温度和压力进行精密控制,特别是压力控制要求达到很高精度,如果控制精度不够,则会带来以下几方面的影响: (1)压力波动会使得阶梯光谱仪内的气体折射率发生改变。 (2)压力波动也会造成光谱仪内外压差不同而造成光谱仪光路(特别是光学窗口处)的微小变形。同时,温度变化也会直接造成气压随之改变。 总之,为了实现阶梯光栅光谱仪的高精度测量,要在全过程中对温度和压力进行长时间的精密恒定控制。本文将针对阶梯光栅光谱仪中压力的精密控制,介绍压力的自动化控制技术,并详细介绍了具体实施方案。[size=18px][color=#990000]二、实施方案[/color][/size] 阶梯光栅光谱仪的压力控制系统结构如图所示。在具体实施过程中,需要根据具体情况需要注意以下几方面的内容:[align=center][color=#990000][img=阶梯光谱仪压力控制,550,355]https://ng1.17img.cn/bbsfiles/images/2022/01/202201211541151559_1872_3384_3.png!w690x446.jpg[/img][/color][/align][align=center][color=#990000]阶梯光栅光谱仪压力控制系统示意图[/color][/align] (1)阶梯光谱仪的工作压力一般在一个大气压760torr附近,因此要选择在此压力下测量精度能满足设计要求的压力传感器。 (2)压力自动控制采用24位高精度PID控制器,如果24位测量精度还是无法匹配压力传感器精度,则需要更高精度控制器。 (3)压力控制采用双向模式,即同时调节进气和出气流量,但对于一个大气压附近的压力控制,一般是固定进气流量后自动调节排气流量实现压力恒定控制。 (4)针对不同尺寸的阶梯光谱仪工作腔室大小,需选择不同的出气流量控制阀。对于大尺寸空间工作室,出气流量控制可选用出气口径较大的电动球阀;而对于小尺寸空间工作室,出气流量控制则需要选择出气口径较小和更精密的电动针阀。抽气用的真空泵也是如此。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]
最近用安捷伦液相1100发现压力过高问题,C18的分析柱,流速1min/L,流动相为甲醇:水=60:40压力就超过400bar,一直以为是色谱柱堵塞,然而把色谱柱换到另外一台waters的液相显示压力正常,差不多可以确认是仪器有问题,请问确定以上情况是仪器那个地方出现问题,是四元泵的问题还是什么问题,谢谢!
国标法测废水总氮要用到压力锅 需要考压力容器操作证吗
如题,我最近刚使用了一个新的C18柱,乙腈:水=55:45时压力13.6MPa,乙腈:0.03mol/L醋酸铵溶液=55:45时压力只有12.4MPa。可能是什么原因会造成这种现象呢?这种现象会有何影响?色谱柱是新的,流动相是仪器混的。想跟大家讨论的是,为什么等比例的缓冲盐要比水压力要低,通常不是会略微高一点才对吗?已经做了几天实验,先后顺序也有调换过。压力呈现的现象都是这样的。
C18色谱柱冲纯甲醇压力正常,冲甲醇和水混合液是压力太高,仪器自动停止是什么原因?一般都受什么影响?







 我要推广仪器
我要推广仪器
 下载APP
下载APP