推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询




公司现在要对塑料进行性能检测,需要开新模具,国内有哪些模具厂家在这方面比较厉害一点的,请大家给点建议!
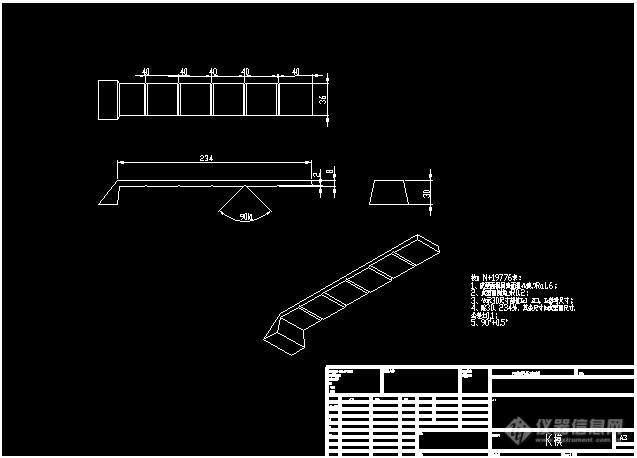
因为铝合金杂质含量会直接影响合金的力学性能,尤其是在拉伸试验中的抗拉强度和延伸率,试样极易从含杂质部位过早断裂。故GB/T8733由2007更新至2016版,增加了断面K值的要求。同时一些顾客也对铝合金断面有K值要求。我们也根据标准及顾客要求,准备进行铝合金断面K值检测,在通过对K值计算的解读及询问顾客,得到一致的信息是,要计算K值就得开一套K模。通过调查,K值断口分析的内容大致是:将液态铝合金,浇铸成尺寸为40mm×36mm×8mm的华夫( waffle)锭,再将华夫锭打成可观察20个断口的小块,求得含渣断口数量占被观察断口数量的百分数,同时每个K模可浇铸成5个小块。但无论是询问顾客还是查找网络,均未得到κ模的图纸,只是获取了一些K模浇铸出来的试样和模具图片。[img=,493,251]http://ng1.17img.cn/bbsfiles/images/2018/07/201807020934154315_9913_2462198_3.jpg!w493x251.jpg[/img]根据网上的图,只能自己硬着头皮啃标准和图片,一步一步的将尺寸和形状进行确认,再用CAD重新做下,好标定尺寸。[img=,637,458]http://ng1.17img.cn/bbsfiles/images/2018/07/201807020933489264_4743_2462198_3.jpg!w637x458.jpg[/img] 然后根据二维尺寸,通过三维建模修订。[img=,574,412]http://ng1.17img.cn/bbsfiles/images/2018/07/201807020936307150_672_2462198_3.jpg!w574x412.jpg[/img]试样确定好后,再制定浇铸模具设计方案,力求简单、方便,因为是第一次设计浇铸模具,还是比较忐忑。华夫锭本身厚度只有8mm,且断口部位厚度只有6mm,在保证进浇口尺寸具有充分排气的情况下:1,考虑模具排气几乎无意;2,在本次设计中进浇口既是进浇,同时也是浇铸铝液完成后的排气口,参照以往压铸模设计要求,进浇口面积为品截面的60-80%,进浇口高度60mm。[img=,629,280]http://ng1.17img.cn/bbsfiles/images/2018/07/201807020938289368_8065_2462198_3.jpg!w629x280.jpg[/img][img=,618,292]http://ng1.17img.cn/bbsfiles/images/2018/07/201807020938377867_6461_2462198_3.jpg!w618x292.jpg[/img]三维图确定后,就要着手模具开发了, 首先,因为是采取浇铸的形式,模具材料选择面很大,一般的45#钢就可以了,当然有那个啥的单位也可以选择H13或更好的材料来制作;通过与模具商联系,对我这套设计方案倒是没什么问题,且如果只用45#钢的话,五六百就可以搞定,这下倒是令我放心了不少[img]http://simg.instrument.com.cn/bbs/images/default/em09502.gif[/img],就算失败了也没多少钱嘛。剩下的事就完全交给模具厂了,毕竟他们有丰富的开发经验。[img=,690,517]http://ng1.17img.cn/bbsfiles/images/2018/07/201807021016503762_902_2462198_3.jpg!w690x517.jpg[/img][img=,690,517]http://ng1.17img.cn/bbsfiles/images/2018/07/201807021017106202_8079_2462198_3.jpg!w690x517.jpg[/img]上两张图片就是开好的模具,因为试模需求,已经刷过涂料和试验过了,看起来还不错哦。[img]http://simg.instrument.com.cn/bbs/images/default/em09503.gif[/img]下图是浇铸出来的形状,感觉还行,远端稍微有冷隔,抬高进浇口端和热模具进行浇铸时可以避免此问题。[img=,690,517]http://ng1.17img.cn/bbsfiles/images/2018/07/201807021017349976_4411_2462198_3.jpg!w690x517.jpg[/img]从V型口敲断,获得断面,结果还是令人满意的。[img=,690,517]http://ng1.17img.cn/bbsfiles/images/2018/07/201807021018312992_8227_2462198_3.jpg!w690x517.jpg[/img]通过上述验证,整个模具开发过程结束,开发结果令人满意。但因为是第一次做这种模具,也发现了一些不足: 1、经过试浇铸验证,发现水平浇铸的时候,远端成型较困难,需将模具进行倾斜并保证模具温度的情况下才行 2、进浇口设计不合理,没有遵循排气原则,将进浇口下方设计为圆弧:这个问题在模具水平状态下浇铸也可以看出 但是作为一般断口分析,这些问题都可以忽略,只是说,如果有机会再制作模具的话,可以进行修正,方便浇铸成型。。
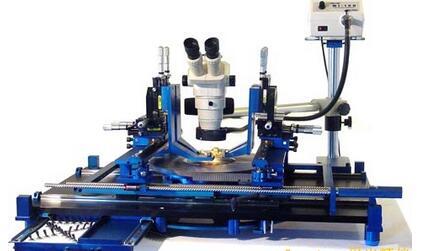
不知各位同行做压片时,使用的是怎么样的模具?我现在是用Thermo Nicolet ,但使用的是天津市光学仪器厂生产的HF-2型压片模具,每次使用时都很麻烦,而且今天给压断了!不知各位有怎么建议?哪种模具使用更方便!









 我要推广仪器
我要推广仪器
 下载APP
下载APP