推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询




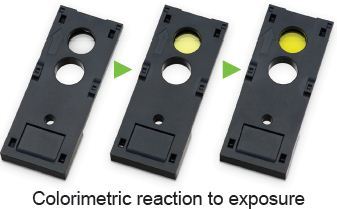
[font=&]【题名】: 基于近红外脉冲LED的中药浊度在线传感器研究[/font][font=&]【全文链接】: https://cdmd.cnki.com.cn/Article/CDMD-10109-1023647164.htm[/font]
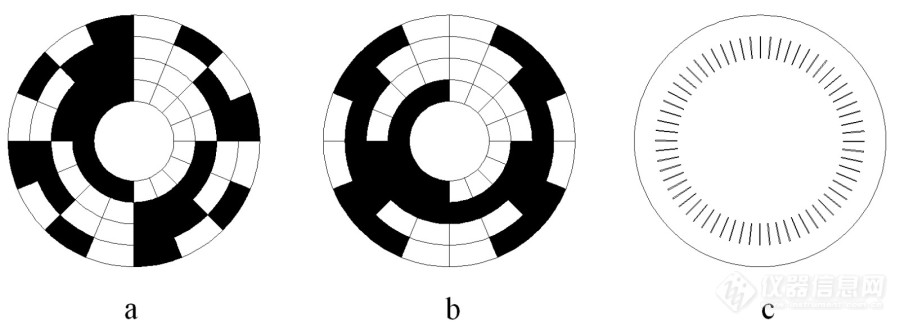
[align=center][font=宋体][font=宋体]分析仪器常用传感器[/font] [font=宋体]编码式位置和位移传感器[/font][/font][/align][align=center][font=宋体]概述[/font][/align][font=宋体]编码式位移传感器基于脉冲编码原理,用以测量运动部件的直线位置和速度变化、转轴旋转角度和速度变化等,其输出信号为电脉冲。[/font][align=center][font=宋体]简述[/font][/align][font=宋体][font=宋体]现代的[url=https://insevent.instrument.com.cn/t/Mp][color=#3333ff]气相色谱仪[/color][/url]或者[url=https://insevent.instrument.com.cn/t/5p][color=#3333ff]液相色谱仪[/color][/url]是一套复杂的精密机[/font][font=Calibri]-[/font][font=宋体]电[/font][font=Calibri]-[/font][font=宋体]光学[/font][font=Calibri]-[/font][font=宋体]化学系统,为保证其高性能的运行,需要精细控制机械部件的运动位置、运动距离、角度和速度。例如[url=https://insevent.instrument.com.cn/t/Mp][color=#3333ff]气相色谱仪[/color][/url]或者[url=https://insevent.instrument.com.cn/t/5p][color=#3333ff]液相色谱仪[/color][/url]需要精确控制进样针运行位置和速度、样品瓶的准确识别检测、柱温箱后开门控制、色谱进样阀和切换阀控制等,均需要使用位置和位移传感器。[/font][/font][font=宋体]期间需要使用到位置和位移传感器,一般需要确定部件运行的起点(原点),各个部件位置,或者部件相对于原点的移动位置以及运动速度。[/font][font=宋体]通常情况下,机械部件需要安装反射式或者透射式的码盘,与机械部件运动同步或者通过齿轮、齿条、皮带或者丝杆连接,随着机械部件的运动位置(位移)传感器会连续输出脉冲信号。色谱系统根据接收到脉冲的时间点、时间间隔和脉冲个数,可以确定机械部件的运行是否正确和实时。[/font][font=宋体]高精度的脉冲编码器每个旋转周期可以输出数百至数万个脉冲信号,以满足高精度位置(或位移)检测的需要。按码盘的读取方式,脉冲编码器可以分为光电式、电磁式和接触式,其中光电式脉冲编码器的可靠性和精密度较高。根据编码类型,脉冲编码器可以分为绝对式编码器和增量式编码器。[/font][font=宋体][font=宋体]脉冲编码器使用的码盘的常见形式如图[/font][font=Calibri]1[/font][font=宋体]所示,图[/font][font=Calibri]1-a[/font][font=宋体]、[/font][font=Calibri]b[/font][font=宋体]为反射方式码盘,分别为二进制码盘和格雷码盘,码盘表面有黑色和白色不同区域组成,需要反射式光电开关配合工作,可用于绝对式编码器;图[/font][font=Calibri]1-c[/font][font=宋体]为透射式码盘,码盘上面均匀制作刻槽,需要透射式光电开关配合工作,可以用于绝对或者增量式编码器。[/font][/font][align=center][img=,467,170]https://ng1.17img.cn/bbsfiles/images/2022/11/202211300833063950_3062_1604036_3.jpg!w690x249.jpg[/img][font=宋体] [/font][/align][font=宋体][font=宋体]图中所示的二进制码盘或格雷码盘旋转一周,即可以产生[/font][font=Calibri]0000-1111[/font][font=宋体]共计[/font][font=Calibri]16[/font][font=宋体]个二进制数字,可以将圆盘分成[/font][font=Calibri]16[/font][font=宋体]等份。某些型号[url=https://insevent.instrument.com.cn/t/Mp][color=#3333ff]气相色谱仪[/color][/url]或[url=https://insevent.instrument.com.cn/t/5p][color=#3333ff]液相色谱仪[/color][/url]圆盘状自动进样器样品架采用此种码盘,用以确定样品瓶位置。[/font][/font][font=宋体][font=宋体]图[/font][font=Calibri]1-a[/font][font=宋体]所示的二进制形式码盘,如果传感器发生位置偏差,可能会出现较大的定位差异。例如[/font][font=Calibri]7[/font][font=宋体]号位置([/font][font=Calibri]0111[/font][font=宋体])向[/font][font=Calibri]8[/font][font=宋体]号位置([/font][font=Calibri]1000[/font][font=宋体])运行时,由于传感器位置发生偏差,可能会导致实际运行为[/font][font=Calibri]8[/font][font=宋体]([/font][font=Calibri]1000[/font][font=宋体])号位置至[/font][font=Calibri]15[/font][font=宋体]([/font][font=Calibri]1111[/font][font=宋体])号位置,一般称此类误差为非单值性误差。采用图[/font][font=Calibri]1-b[/font][font=宋体]所示的格雷码盘可以消除此类问题,格雷码盘的特点是相邻两个二进制数值仅有一位数字不同,运行偏差不超过一个单位,可以提高可靠性。[/font][/font][font=宋体][font=宋体]图[/font][font=Calibri]1-c[/font][font=宋体]为平动码盘,码盘可以选用透明或者不透明材质,对应制作不透明或透明的精密刻线或者刻槽,可以用作多位自动进样器样品瓶位置的位置传感器。[/font][/font][font=宋体]平动码盘还可以用作位移传感器,色谱系统通过识别码盘输出脉冲的数量和时间间隔,用以确定机械部件的移动距离和移动速度。多位样品盘的定位误差要求较高,采用精密刻线的码盘可以协助完成此项工作。[/font][font=宋体]色谱仪器较多部件的运动方式为直线型,一般需要采用皮带、齿轮齿条或丝杆将电机的旋转运动转换成直线运动,码盘一般与电机同步旋转工作。与普通光电开关相同,需要保持光路的清洁,避免严重灰尘或者油污的干扰。[/font][font=宋体] [/font][align=center][font=宋体]小结[/font][/align][font=宋体]简单说明光电编码器的原理。[/font][font=宋体] [/font][font=宋体] [/font][font=宋体] [/font][font=宋体] [/font][font=宋体] [/font][font=宋体] [/font][font=Calibri] [/font]
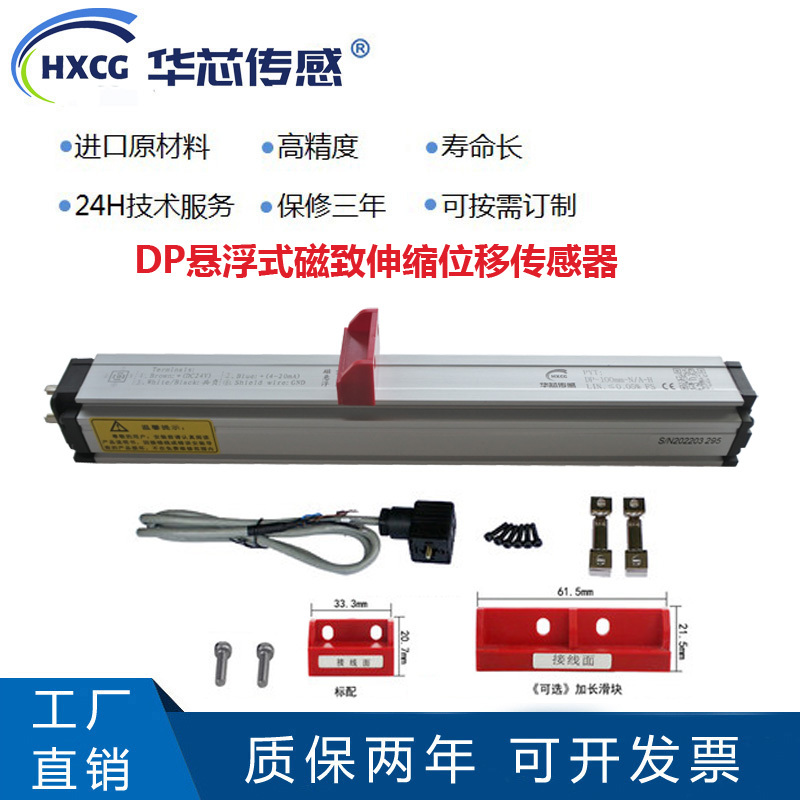
光栅尺,也称为光栅尺位移传感器(光栅尺传感器),是利用光栅的光学原理工作的测量反馈装置。光栅尺经常应用于数控机床的闭环伺服系统中,可用作直线位移或者角位移的检测。其测量输出的信号为数字脉冲,具有检测范围大,检测精度高,响应速度快的特点。例如,在数控机床中常用于对刀具和工件的坐标进行检测,来观察和跟踪走刀误差,以起到一个补偿刀具的运动误差的作用。 光栅尺线位移传感器的安装比较灵活,可安装在机床的不同部位。 一般将主尺安装在机床的工作台(滑板)上,随机床走刀而动,读数头固定在床身上,尽可能使读数头安装在主尺的下方。其安装方式的选择必须注意切屑、切削液及油液的溅落方向。如果由于安装位置限制必须采用读数头朝上的方式安装时,则必须增加辅助密封装置。另外,一般情况下,读数头应尽量安装在相对机床静止部件上,此时输出导线不移动易固定,而尺身则应安装在相对机床运动的部件上(如滑板)。 1、光栅尺线位移传感器安装基面 安装光栅尺传感器时,不能直接将传感器安装在粗糙不平的机床身上,更不能安装在打底涂漆的机床身上。光栅主尺及读数头分别安装在机床相对运动的两个部件上。用千分表检查机床工作台的主尺安装面与导轨运动的方向平行度。千分表固定在床身上,移动工作台,要求达到平行度为0.1mm/1000mm以内。如果不能达到这个要求,则需设计加工一件光栅尺基座。 基座要求做到:(1)应加一根与光栅尺尺身长度相等的基座(最好基座长出光栅尺50mm左右)。(2)该基座通过铣、磨工序加工,保证其平面平行度0.1mm/1000mm以内。另外,还需加工一件与尺身基座等高的读数头基座。读数头的基座与尺身的基座总共误差不得大于±0.2mm。安装时,调整读数头位置,达到读数头与光栅尺尺身的平行度为0.1mm左右,读数头与光栅尺尺身之间的间距为1-1.5mm左右。 2、光栅尺线位移传感器主尺安装 将光栅主尺用M4螺钉上在机床安装的工作台安装面上,但不要上紧,把千分表固定在床身上,移动工作台(主尺与工作台同时移动)。用千分表测量主尺平面与机床导轨运动方向的平行度,调整主尺M4螺钉位置,使主尺平行度满足0.1mm/1000mm以内时,把M2螺钉彻底上紧。 在安装光栅主尺时,应注意如下三点: (1)在装主尺时,如安装超过1.5M以上的光栅时,不能象桥梁式只安装两端头,尚需在整个主尺尺身中有支撑。(2)在有基座情况下安装好后,最好用一个卡子卡住尺身中点(或几点)。(3)不能安装卡子时,最好用玻璃胶粘住光栅尺身,使基尺与主尺固定好。 3、光栅尺线位移传感器读数头的安装 在安装读数头时,首先应保证读数头的基面达到安装要求,然后再安装读数头,其安装方法与主尺相似。最后调整读数头,使读数头与光栅主尺平行度保证在0.1mm之内,其读数头与主尺的间隙控制在1-1.5mm以内。 4、光栅尺线位移传感器限位装置 光栅线位移传感器全部安装完以后,一定要在机床导轨上安装限位装置,以免机床加工产品移动时读数头冲撞到主尺两端,从而损坏光栅尺。另外,用户在选购光栅线位移传感器时,应尽量选用超出机床加工尺寸100mm左右的光栅尺,以留有余量。 5、光栅尺线位移传感器检查 光栅线位移传感器安装完毕后,可接通数显表,移动工作台,观察数显表计数是否正常。 在机床上选取一个参考位置,来回移动工作点至该选取的位置。数显表读数应相同(或回零)。另外也可使用千分表(或百分表),使千分表与数显表同时调至零(或记忆起始数据),往返多次后回到初始位置,观察数显表与千分表的数据是否一致。 高创传感器公司生产的高精度位移传感器具有良好的电磁兼容性,技术指标优于国家标准,处于国内绝对领先地位。 通过以上工作,光栅尺线位移传感器的安装就完成了。但对于一般的机床加工环境来讲,铁屑、切削液及油污较多。因此,传感器应附带加装护罩,护罩的设计是按照传感器的外形截面放大留一定的空间尺寸确定,护罩通常采用橡皮密封,使其具备一定的防水防油能力。 使用注意事项 (1)光栅尺传感器与数显表插头座插拔时应关闭电源后进行。 (2)尽可能外加保护罩,并及时清理溅落在尺上的切屑和油液,严格防止任何异物进入光栅尺传感器壳体内部。 (3)定期检查各安装联接螺钉是否松动。 (4)为延长防尘密封条的寿命,可在密封条上均匀涂上一薄层硅油,注意勿溅落在玻璃光栅刻划面上。 (5)为保证光栅尺传感器使用的可靠性,可每隔一定时间用乙醇混合液(各50%)清洗擦拭光栅尺面及指示光栅面,保持玻璃光栅尺面清洁。 (6)光栅尺传感器严禁剧烈震动及摔打,以免破坏光栅尺,如光栅尺断裂,光栅尺传感器即失效了。 (7)不要自行拆开光栅尺传感器,更不能任意改动主栅尺与副栅尺的相对间距,否则一方面可能破坏光栅尺传感器的精度;另一方面还可能造成主栅尺与副栅尺的相对摩擦,损坏铬层也就损坏了栅线,以而造成光栅尺报废。 (8)应注意防止油污及水污染光栅尺面,以免破坏光栅尺线条纹分布,引起测量误差。 (9)光栅尺传感器应尽量避免在有严重腐蚀作用的环境中工作,以免腐蚀光栅铬层及光栅尺表面,破坏光栅尺质量。










 我要推广仪器
我要推广仪器
 下载APP
下载APP