目前,检测表面粗糙度比较常用的方法是比较法、光切法、干涉法、触针法和印模法等,而其中触针法因其测量迅速方便、测量精度高、使用成本较低等良好特性而得到广泛使用。当采用触针法对加工工件表面进行表面粗糙度测量时,探测头上的触针在被测表面轻轻划过。由于存在轮廓峰谷的起伏,所以触针将在垂直与被测轮廓表面方向上产生上下起伏的移动。这种移动量虽然非常微细,但足以被敏感的电子装置捕捉并加以放大。放大之后的信息则通过指示表或其他输出装置以数据或图形的方式输出。这就是触针式表面粗糙度测量仪的工作方式。其中,按其传感器类型可以分:电感式、压电式、光电式等;按其指示方式又可分为:积分式、连续移动式。触针式表面粗糙度测量仪由传感器、驱动箱、指示表、记录器和工作台等主要部件组织。其中电感传感器的工作原理为:传感器测杆一端装有触针(由于金刚石耐磨、硬度高的特点,触针多选用金刚石材质),触针的尖端要求曲率半径很小,以便于全面的反映表面情况。测量时将触针尖端搭在加工工件的被测表面上,并使针尖与被测面保持垂直接触,利用驱动装置以缓慢、均匀的速度拖动,当触针在被测表面拖动滑行时,将随着被测面的轮廓峰谷表面作反向上下运动,并将运动幅度放大,从而使包围在磁芯外面的两个差动电感线圈的电感量发生变化,并将触针微笑的垂直位移转化为同步成比例的电信号。
大家有没有人用过表面粗糙度测量仪呢?或者你们那里有这个仪器?是怎么工作的能介绍一下吗?

http://ng1.17img.cn/bbsfiles/images/2017/01/201701111723_620778_3712_3.jpg1. 粗糙度轮廓测量仪表面轮廓评定:评定半径,角度, 距离, 坐标,圆,圆截面,确定各个点,相交各点,坐标轴,直线,垂直线,圆和圆截面,可对轮廓进行直线度、圆度分析等;同时实现下列功能:(1)建立回归直线和圆形(2)建立点、交点、自由点、中心点、最高点和最低点(3)建立坐标系统(4)计算半径、距离、角度、坐标及线性偏差(5)实际值与标称值比较(6)测量程序自动运行2. 粗糙度轮廓测量仪测量表面粗糙度参数:R粗糙度:Ra,Rq,Rz,Rmax,Rpc,Rz-JIS,Rt,Rp,Rv,R3z,RSm,Rs,Rsk,Rku, Rdq,Rlq,Rdc,RHSC,Rmr,Rz-L,Rp-L,R3z-L,Rdc-L,RMr-L,Pdc-L,PMr-L核心粗糙度:Rk,Rpk,Rvk,Rpkx,Rvkx,Mr1,Mr2,A1,A2,VoP轮廓参数:Pa,Pq,Pt,Pp,Pv,PSm,Psk,Pku,Pdq,Plq,Pdc,PHSC,PPc,PMr,W波度轮廓参数:Wa,Wq,Wt,Wp,Wv,WSm,Wsk,Wku,Wdg,Wdc,WMrMotif参数:R,Ar,W,Aw,Rx,Wx,Wte,Nr,Ncrx,Nw,Cpm,CR,CF,CLISO5436参数:Pt,D轮廓类型:支持D,P,W,R
主要术语及定义 (1)取样长度l 取样长度是用于判断和测量表面粗糙度时所规定的一段基准线长度,它在轮廓总的走向上取样。 (2)评定长度Ln 由于加工表面有着不同程度的不均匀性,为了充分合理地反映某一表面的粗糙度特性,规定在评定时所必须的一段表面长度,它包括一个或数个取样长度,称为评定长度Ln。 (3)轮廓中线m 轮廓中线m是评定表面粗糙度数值的基准线。 评定参数及数值 国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。 高度参数共有三个: (1)轮廓算术平均偏差Ra 在取样长度l内,轮廓偏距绝对值的算术平均值。[img]http://ng1.17img.cn/bbsfiles/images/2006/11/200611242145_33573_1634962_3.jpg[/img][img]http://ng1.17img.cn/bbsfiles/images/2006/11/200611242148_33579_1634962_3.jpg[/img](2)微观不平度十点高度Rz 在取样长度内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。 (3)轮廓最大高度Ry 在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。 间距参数共有两个: (4)轮廓单峰平均间距S 两相邻轮廓单峰的最高点在中线上的投影长度Si,称为轮廓单峰间距,在取样长度内,轮廓单峰间距的平均值,就是轮廓单峰平均间距。 (5)轮廓微观不平度的平均间距Sm 含有一个轮廓峰和相邻轮廓谷的一段中线长度Smi,称轮廓微观不平间距。 综合参数 (6)轮廓支承长度率tp 轮廓支承长度率就是轮廓支承长度np与取样长度l之比。 粗糙度代号及标注 表面粗糙度的代号见下表和图 [img]http://ng1.17img.cn/bbsfiles/images/2006/11/200611242146_33576_1634962_3.jpg[/img][img]http://ng1.17img.cn/bbsfiles/images/2006/11/200611242146_33578_1634962_3.jpg[/img]表面粗糙度的测量 表面粗糙度的测量方法有下述四种: (1)比较法 比较法是车间常用的方法。将被测表面对照粗糙度样板,用肉眼判断或借助于放大镜、比较显微镜比较;也可用手摸,指甲划动的感觉来判断被加工表面的粗糙度。此法一般用于粗糙度参数较大的近似评定。 (2)光切法 光切法是利用"光切原理"来测量表面粗糙度。 (3)干涉法 干涉法是利用光波干涉原理来测量表面粗糙度。 (4)针描法 针描法是利用触针直接在被测表面上轻轻划过,从而测出表面粗糙度的Ra值。
粗糙度∶以前一般叫表面光洁度,是用来评定工件表面质量的专业术语,最早一般用对比样板来评定工件表面粗糙度,从▲1到▲14一共分为14个等级,随着科技的发展使用者对工件表面质量要求也越来越高,原来的检测手段已经不能满足我们的需求,这也就加快了表面粗糙度仪的诞生。粗糙度仪是检测工件表面粗糙度的数字化电子仪器,由于准确度高、稳定性好、便于操作等优点迅速普及开来。 粗糙度仪分类: 粗糙度仪又叫表面粗糙度仪、表面光洁度仪、表面粗糙度检测仪、粗糙度测量仪、粗糙度计、粗糙度测试仪等多种名称,国外先研发生产后来才引进国内,目前市场上粗糙度仪品牌主要有:英国泰勒粗糙度仪、德国马尔粗糙度仪、德国霍梅尔表面粗糙度仪、日本三丰粗糙度仪、东京精密粗糙度、瑞士泰萨粗糙度仪、英国易高粗糙度这些都是国外生产厂商品牌;国内生产厂家品牌主要有:北京时代粗糙度仪、哈量粗糙度仪、宁波联合、上海泰明、304、威尔逊、兰泰等。其中时代集团生产的粗糙度仪(时代粗糙度仪)在国内占有80%左右的市场份额。粗糙度仪从测量原理上主要分为两大类:接触式和非接触式,接触式粗糙度仪主要是主机和传感器的形式,非接触式粗糙度仪主要是光学原理例如激光表面粗糙度仪。从测量使用的方便性上说又可分为:袖珍式表面粗糙度仪(代表性产品主要有:时代TR100、TR101、TR110、TR150袖珍式表面粗糙度仪和现已停产的英国泰勒DUO袖珍式表面粗糙度仪)、手持式粗糙度仪(代表性产品主要有TR200/220手持式粗糙度仪、泰勒25粗糙度仪、M1/M2粗糙度仪等品牌型号,不一一列举)、便携式粗糙度仪(代表性产品主要有TR240便携式粗糙度仪和TR300粗糙度形状测量仪等)、台式粗糙度仪(品牌型号较多一一列举,有些手持式粗糙度仪和便携式粗糙度仪配上相应的测量平台即可以当台式粗糙度仪使用)。粗糙度仪从功能又可划分为:表面粗糙度仪、粗糙度形状测量仪(TR300粗糙度形状测量仪是界于表面粗糙度仪和表面粗糙度轮廓仪之间的一款测量表面粗糙度的仪器,也可说是微观表面粗糙度轮廓仪)和表面粗糙度轮廓仪(代表性产品主要有英国泰勒表面粗糙度轮廓仪、德国马尔粗糙度轮廓仪、德国霍梅尔表面粗糙度轮廓仪、日本三丰表面粗糙度轮廓仪)。 粗糙度仪测量原理 测量工件表面粗糙度时,将传感器放在工件被测表面上,由仪器内部的驱动机构带动传感器沿被测表面做等速滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏整流器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统,DSP芯片将采集的数据进行数字滤波和参数计算,测量结果在液晶显示器上读出,也可在打印机上输出,还可以与PC机进行通讯。
白光干涉仪目前在3D检测领域是精度最高的测量仪器之一,在同等系统放大倍率下检测精度和重复精度都高于共聚焦显微镜和聚焦成像显微镜,在一些纳米级和亚纳米级的超精密加工领域,除了[url=http://www.chotest.com/detail.aspx?cid=686][b][color=#333333]白光干涉仪[/color][/b][/url],其它的仪器无法达到其测量精度要求。[align=center][img]http://www.chotest.com/Upload/2018/3/201803076710554.jpg[/img][/align][align=center]中图仪器SuperView W1白光干涉仪[/align]白光干涉仪测量原理: 白光干涉仪是利用光学干涉原理研制开发的超精密表面轮廓测量仪器。照明光束经半反半透分光镜分威两束光,分别投射到样品表面和参考镜表面。从两个表面反射的两束光再次通过分光镜后合成一束光,并由成像系统在CCD相机感光面形成两个叠加的像。由于两束光相互干涉,在CCD相机感光面会观察到明暗相间的干涉条纹。干涉条纹的亮度取决于两束光的光程差,根据白光干涉条纹明暗度以及干涉条纹出现的位置解析出被测样品的相对高度。[align=center][img]http://www.chotest.com/Upload/2019/5/201905302500097.jpg[/img][/align]白光干涉仪的测量应用: 以测量单刻线台阶为倒,在检查仪器的各线路接头都准确插到对应插孔后,开启仪器电源开关,启动计算机,将单刻线台阶工件放置在载物台中间位置,先手动调整载物台大概位置,对准白光干涉仪目镜的下方。 在计算机上打开白光干涉仪测量软件,在软件界面上设置好目镜下行的最低点,再微调镜头与被测单刻线台阶表面的距离,调整到计算机屏幕上可以看到两到三条干涉条纹为佳,此时设置好要扫描的距离。按开始按钮,白光干涉仪可自动进行扫描测量,测量完成后,转件自动生成3D图像,测量人员可以对3D图像进行数据分析,获得被测器件表面线、面粗糙度和轮廓的2D、3D参数。[align=center][img]http://www.chotest.com/Upload/2019/5/201905303281565.png[/img][/align] 白光干涉仪具有测量精度高、操作便捷、功能全面、测量参数涵盖面广的优点,测量单个精密器件的过程用时2分钟以内,确保了高款率检测。白光干涉仪独有的特殊光源模式,可以广泛适用于从光滑到粗糙等各种精密器件表面的测量。
表面粗糙度仪的工作原理 引 言表面质量的特性是零件最重要的特性之一,在计量科学中表面质量的检测具有重要的地位。最早人们是用标准样件或样块,通过肉眼观察或用手触摸,对表面粗糙度做出定性的综合评定。1929年德国的施马尔茨(G.Schmalz)首先对表面微观不平度的深度进行了定量测量。1936年美国的艾卜特(E.J.Abbott)研制成功第一台车间用的测量表面粗糙度的轮廓仪。1940年英国Taylor-Hobson公司研制成功表面粗糙度测量仪(3)测量方式不灵活,例如:评定长度的选取,滤波器的选择等;(4)测量结果的输出不直观。造成上述几个方面不足的主要原因是:系统的可靠性不高,模拟信号的误差较大且不便于处理等。图4 改进后的表面粗糙度测量仪工作原理框图要采用计算机系统对传统的表面粗糙度测量仪进行改进,就要编制相应的计算机软件,最好采用比较直观的菜单形式。可以按如图5所示的菜单使用流程图编制软件:图5 菜单使用流程框图3.2 改进后的表面粗糙度测量仪的功能及使用效果由于采用计算机系统,将模拟信号转换为数字信号进行灵活的处理,显著地提高了系统的可靠性,所以既大大增加了测量参数的数量,又提高了测量精度。例如:哈尔滨量具刃具厂制造的2205型表面粗糙度测量仪的测量参数多达二十六个,测量范围为0.001~50另一方面,若在表面粗糙度测量仪测量实验的教学过程中引入改进后的表面粗糙度测量仪,就实验的直观教学功能而言,也很有意义。改进后的电动输廓仪,通过计算机软件与硬件的结合(尤其是软件)大大加强了实验过程的直观性,这体现在以下几个方面:(1)整个实验过程非常直观地通过软件的各级菜单进行控制。操作简单、一目了然。(2)输入与显示同步,即在测量进行过程的同时,触针在被测表面上滑行的轨迹动态地显示在计算机屏幕上。(3)测量结果及相关图形能非常直观地、准确地输出在显示器、打印机或绘图仪上。很显然,以上这些直观的教学效果是其它传统的表面粗糙度测量实验方法所不具备的。它在得到正确的测量结果的同时,还充分运用了直观教学的原理,帮助学生加深对表面粗糙度的概念及其各种参数的直观理解。"FONT-FAMILY: " Courier New?;4 结 语(1)传统的表面粗糙度测量仪由传感器、驱动器、指零表、记录器和工作台等主要部件组成,从输入到输出全过程均为模拟信号。而在传统的表面粗糙度测量仪的基础上,采用计算机系统对其进行改进后,通过模-数转换将模拟量转换为数字量送入计算机进行处理,使得仪器在测量参数的数量、测量精度、测量方式的灵活性、测量结果输出的直观性等方面有了极大的提高。(2)从前面的分析知,整个改进方案并不复杂,因此对于目前仍广泛使用的传统的表面粗糙度测量仪的改进具有一定的意义。(3)随着电子技术的进步,某些型号的表面粗糙度测量仪还可将表面粗糙度的凹凸不平作三维处理,测量时在相互平行的多个截面上进行,通过模-数变换器,将模拟量转换为数字量,送入计算机进行数据处理,记录其三维放大图形,并求出等高线图形,从而更加合理的评定被测面的表面粗糙度。

显微干涉仪,可测量镀膜厚度和表面粗糙度,测量范围0.1-0.8微米。http://ng1.17img.cn/bbsfiles/images/2012/07/201207171613_378255_2353034_3.jpg
粗糙度仪又叫表面粗糙度仪、表面光洁度仪、表面粗糙度检测仪、粗糙度测量仪、粗糙度计、粗糙度测试仪等多种名称,国外先研发生产后来才引进国内。粗糙度仪测量工件表面粗糙度时,将传感器放在工件被测表面上,由仪器内部的驱动机构带动传感器沿被测表面做等速滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏整流器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统。 产品特点:· 清晰的大型易进行读数字符显示· 便携式设计,可用于任何场所· 检测器/驱动部可拆卸,可在很小的空间内进行测量· 探针行程达 350mm(-200mm~+150mm)· 粗糙度参数与 ISO,DIN,ANSI 和 JIS 兼容· 提供包括基础参数 Ra,Rq,Rz,Ry 在内的 19 个分析参数。· 用户自定义功能可屏蔽不需要的参数。· 对所需参数进行 GO/NG 判断。· 通过简单的增益调整进行自动校准。· 自动休眠功能可有效节约能源。· 断电后仍可在存槠器中存10组不同的测量条件。· 可为 SPC 操作输出数据。· 外部设备可通过RS-232C端口与电脑或其它装置进行数据传输· 双电源系统 (AC适配器/内置充电电池 )· 带有专用便携式仪器箱,可安全传输· 可提供高精度粗糙度标准片· 可通过打印机选件打印输出测量数据
干涉显微镜是将光波的干涉技术与显微镜结合起来,利用光的干涉可以精确测量试样表面上高度的微小差别.干涉显微镜主要应用在:1)表面光洁度的测定.精密加工过的试样表面粗糙度常用干涉显微镜进行测量.电解抛光、化学抛光过的试样表面质量也可以用干涉显微镜进行鉴定。2)相变浮凸的研究。材料中的马氏体、贝氏体转变的浮凸现象产生了微小高度差,在相衬显微镜下可以得到很好的衬度差别,易于观察,但不能测量浮凸的高度。利用干涉显微镜,可以根据干涉条纹测得浮凸的高度。3)用干涉显微镜可以研究材料塑性变形的程度。金属在应力作用下超过弹性极限要发生塑性变形。塑性变形过程中晶体要沿一定晶面发生滑移,利用干涉显微镜可以测量滑移台阶高度。干涉显微镜现主要用于高等教学实验中!
粗糙度仪又叫表面粗糙度仪、表面光洁度仪、表面粗糙度检测仪、粗糙度测量仪、粗糙度计、粗糙度测试仪等多种名称。该仪器是传感器主机一体化的袖珍式仪器,具有手持式特点。1、工作原理当传感器在驱动机构的驱动下沿被测表面作匀速直线运动时,其内部垂直于工作表面的触针随工作表面的微观不平轮廓产生垂直方向的位移,再通过传感器将位移变化量转换成电量的变化,将该电信号进行放大,滤波,经A/D转换为数字信号,再经DSP处理,计算出Ra、Rz、Rq、Rt值并显示。2、产品用途本产品属于便携式表面粗糙度仪,具有测量精度高、测量范围宽、操作简便、便于携带、工作稳定等特点,可以广泛应用于各种金属与非金属的加工表面的检测,该仪器是传感器主机一体化的袖珍式仪器,具有手持式特点,更适宜在生产现场使用。3、产品特点◇机电一体化设计,体积小,重量轻,使用方便;◇采用 DSP 芯片进行控制和数据处理,速度快,功耗低;◇大量程,多参数 Ra,Rz,Rq,Rt。◇高端机器增加 Rp,Rv,R3z,R3y,RzJIS,Rs,Rsk,Rsm,Rku,Rmr 等参数;◇128×64 OLED 点阵显示器,数字/图形显示;高亮无视角;◇显示信息丰富、直观、可显示全部参数及图形;◇兼容 ISO、DIN、ANSI、JIS 多个国家标准;◇内置锂离子充电电池及充电控制电路,容量高、无记忆效应;◇有剩余电量指示图标,提示用户及时充电;◇可显示充电过程指示,操作者可随时了解充电程度◇连续工作时间大于 20 小时◇超大容量数据存储,可存储 100 组原始数据及波形。◇实时时钟设置及显示,方便数据记录及存储。◇具有自动休眠、自动关机等节电功能◇可靠防电机走死电路及软件设计◇显示测量信息、菜单提示信息、错误信息及开关机等各种提示说明信息;◇全金属壳体设计,坚固、小巧、便携、可靠性高。◇中/英文语言选择 ◇可连接电脑和打印机;◇可打印全部参数或打印用户设定的任意参数。◇可选配曲面传感器、小孔传感器、测量平台、传感器护套、接长杆等附件。[img=,300,463]https://ng1.17img.cn/bbsfiles/images/2022/11/202211241622452810_7413_5568994_3.png!w489x756.jpg[/img]【英徕铂】英徕铂ENLAB,物性检测仪器品牌,为国内市场提供数百种物性检测仪器,为科研工作者提供检测仪器解决方案与服务
[table][tr][td][align=left][color=#333333] 摩擦学是一门研究物体相对运动时其表面摩擦、润滑、磨损三者间相互关系的交叉学科,摩擦学实验研究的重点和难点之一在于对磨损量的定量分析。磨损量涵盖了磨损区的轮廓尺寸、粗糙度、体积这线、面、体三个维度方面的参数,量级从纳米到毫米不等,又由于不可破坏性测量,传统的低精度接触式轮廓仪和影像仪无法适用,而以白光干涉为原理、具备高精度、非接触式测量能力的[/color][url=http://www.chotest.com][b][color=#000000]白光干涉仪[/color][/b][/url][color=#333333]登上了摩擦学研究的舞台。[/color][/align][align=center][color=#333333][img=,658,496]http://www.chotest.com/Upload/2018/8/201808238760989.jpg[/img][/color][/align][align=center][color=#333333][img=,639,260]http://www.chotest.com/Upload/2018/8/201808231572145.jpg[/img][/color][/align][align=center][color=#333333]图1 工作中的CSM摩擦磨损测试仪[/color][/align][align=left][color=#333333] 上图展示的是一款工作中的CSM摩擦磨损测试仪,经过十数小时的摩擦,铜板表面出现了一圈圈摩擦痕迹,即为磨损区域,对磨损区域进行尺寸上的定量分析,是研究的重要组成部分,下面我们使用中图仪器白光干涉仪对一块经过摩擦试验处理的铜板进行线、面、体三个维度的定量分析。[/color][/align][align=left][color=#333333]一、一维:线_轮廓尺寸[/color][/align][align=left][color=#333333] 取一块摩擦处理过的铜板,使用白光干涉仪对其中未摩擦过的光滑区域和摩擦过的磨损区域进行扫描,获取其3D图像。[/color][/align][align=center][color=#333333][img=,621,240]http://www.chotest.com/Upload/2018/8/201808239913954.jpg[/img][/color][/align][align=center][color=#333333][img=,548,171]http://www.chotest.com/Upload/2018/8/201808234541029.jpg[/img][/color][/align][align=center][color=#333333]图5 磨损区的剖面轮廓曲线[/color][/align][align=left][color=#333333] 从图中可以看到,相对光滑区细致较浅的划痕,磨损区充满了坑坑洼洼的槽,在磨损区3D图像上提取一条剖面轮廓曲线,可以获取槽深和槽宽的轮廓尺寸数据。[/color][/align][align=left][color=#333333]二、二维:面_粗糙度[/color][/align][align=left][color=#333333] 分别在光滑区和磨损区选取若干点,测量分析显示经过摩擦磨损试验过的区域线粗糙度和面粗糙度均增大了至少十几倍。[/color][/align][align=center][color=#333333][img=,495,157]http://www.chotest.com/Upload/2018/8/201808235791766.jpg[/img][/color][/align][align=center][color=#333333]图6 光滑区域粗糙度[/color][/align][align=center][color=#333333][img=,472,143]http://www.chotest.com/Upload/2018/8/201808237197020.jpg[/img][/color][/align][align=center][color=#333333]图7 磨损区域粗糙度[/color][/align][align=left][color=#333333]三、三维:体_体积[/color][/align][align=center][color=#333333][img=,642,234]http://www.chotest.com/Upload/2018/8/201808238604911.jpg[/img][/color][/align][align=center][color=#333333]图8 磨损区3D图像&孔洞体积测量[/color][/align][align=left][color=#333333] 如右上图,利用分析工作“孔洞体积”对磨损区进行区域体积分析。在选择的分析区域中,位于基准面(蓝色方框)上面的顶点区域显示为红色,位于基准面下方显示为绿色,利用“孔洞体积”分析工具可直接获取该区域内上下两部分的面积、体积、深度数据。[/color][/align][align=left][color=#333333] 一线二面三体,白光干涉仪能让研究人员掌握三个维度精确的数据信息,从而对摩擦磨损区进行全面的分析判断,如同穿上了酷炫的滑板鞋,在摩擦学研究这个舞台秀出华丽的舞步。[/color][/align][/td][/tr][/table]
[font=宋体]在实际应用中,尽管光学计量仪器多种多样,但它们的光学原理却[color=blue]都基于四种基本原[/color][/font][font=宋体][color=blue]理[/color][/font][font=宋体],它们是:[color=blue]望远光学原理、显微光学原理、投影光学原理、干涉光学原理。[/color][/font][font=宋体]基于应用不同的光学原理,光学计量仪器可分为[color=blue]:自准直类光学计量仪器、显微镜类光学计量仪器、投影类光学计量仪器、光干涉类光学计量仪器四大类。[/color][/font][font=宋体]望远系统主要性能是视角放大率,在观察时用来扩大眼睛对远处物体的视角,用以观察物体。在测量时常被用来产生平行光以进行各种用途的测量,应用此原理的光学计量仪器有:自准直光管、测角仪、立[/font]([font=宋体]卧[/font])[font=宋体]式光学计等。[/font][font=宋体]显微系统的主要性能是较高的放大率。它与放大镜相比,有较高的放大率和分辨本领。可清楚地观察和分辨微小物体和物体的细小部位。应用此原理的光学计量仪器有:工具显微镜、光学分度头、测长仪、测长机、双管显微镜等;[/font][font=宋体]投影系统的主要性能:是较高的、准确的横向放大率。[/font][font=宋体]被测量的形状复杂、细小的物体或物体表面缺陷等经强投射光或强反射光照射,再经投影物镜放大成像在影屏上后进行测量。应用此原理的光学计量仪器有:大、中、小型投影仪、专用的公差带投影仪等。[/font][font=宋体]光干涉系统主要性能是有很高的检测精度。它是以光波波长作:“尺子”,实现了对表面粗糙度、长度微小变化等几何量的高精度测量。应用此原理的光学计量仪器有平面平晶等厚干涉仪、接触式干涉仪、干涉显微镜等。[/font]
本资料给出的参数符合GB/T3505-2000《产品几何技术规范表面结构 轮廓法 表面结构的述语、定义及参数》 、符合GB/T6062-2002《产品几何量技术规范(GPS)表面结构 轮廓法接触(触针)式仪器的标称特性》。表面粗糙度关键技术术语: (1)表面粗糙度: 取样长度L 取样长度是用于判断和测量表面粗糙度时所规定的一段基准线长度,它在轮廓总的走向上取样。 (2)表面粗糙度: 评定长度Ln 由于加工表面有着不同程度的不均匀性,为了充分合理地反映某一表面的粗糙度特性,规定在评定时所必须的一段表面长度,它包括一个或数个取样长度,称为评定长度Ln。 (3)表面粗糙度: 轮廓中线(也有叫曲线平均线)M 轮廓中线M是评定表面粗糙度数值的基准线。 评定参数及数值: 国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。 表面粗糙度高度参数共有三个: (1)轮廓算术平均偏差Ra : 在取样长度L内,轮廓偏距绝对值的算术平均值。 (2)微观不平度十点高度Rz 在取样长度L内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。 (3)轮廓最大高度Ry 在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。 表面粗糙度间距参数共有两个: (4)轮廓单峰平均间距S 两相邻轮廓单峰的最高点在中线上的投影长度Si,称为轮廓单峰间距,在取样长度L内,轮廓单峰间距的平均值,就是轮廓单峰平均间距。 (5)轮廓微观不平度的平均间距Sm 含有一个轮廓峰和相邻轮廓谷的一段中线长度Smi,称轮廓微观不平间距。 表面粗糙度综合参数: (6)轮廓支承长度率tp 轮廓支承长度率就是轮廓支承长度np与取样长度L之比。 另附: 中美表面粗糙度对照表中国旧标准( 光洁度)中国新标准( 粗糙度)Ra美国标准(微米 )Ra美国标准( 微英寸),Ra▽46.38.003206.30250▽53.25.002004.001603.20125▽61.62.501002.00801.6063▽70.81.25501.00400.8032▽80.40.6325[/al
粗糙度测试仪标准?
本人欲购粗糙度仪,请各位指点,哪家的物美价廉?
各位大侠请赐教,有何仪器可以直接测出粗糙度仪的Rpm值,RA值=?P
表面粗糙度仪(光洁度)的国家标准主要术语及定义 本资料给出的参数符合GB/T3505-2000《产品几何技术规范表面结构轮廓法表面结构的述语、定义及参数》、符合GB/T6062-2002《产品几何量技术规范(GPS)表面结构轮廓法接触(触针)式仪器的标称特性》。 图一:放大n倍后的工件截面/表面粗糙度及轮廓: /uppic/11-08/30/30121811.jpg图二:各种加工方法能得到的表面光度: /uppic/11-08/30/30121920.jpg图三:常见的表面粗糙度仪的工件测量: /uppic/11-08/30/30122201.jpg表面粗糙度关键技术术语: (1)表面粗糙度:取样长度L 取样长度是用于判断和测量表面粗糙度时所规定的一段基准线长度,它在轮廓总的走向上取样。 (2)表面粗糙度:评定长度Ln 由于加工表面有着不同程度的不均匀性,为了充分合理地反映某一表面的粗糙度特性,规定在评定时所必须的一段表面长度,它包括一个或数个取样长度,称为评定长度Ln。 (3)表面粗糙度:轮廓中线(也有叫曲线平均线)M /uppic/11-08/30/30122607.jpg 轮廓中线M是评定表面粗糙度数值的基准线。 评定参数及数值: 国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。 表面粗糙度高度参数共有三个: (1)轮廓算术平均偏差Ra : /uppic/11-08/30/30122654.jpg 在取样长度L内,轮廓偏距绝对值的算术平均值。 (2)微观不平度十点高度Rz /uppic/11-08/30/30122743.jpg 在取样长度L内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。 (3)轮廓最大高度Ry /uppic/11-08/30/30122822.jpg 在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。 表面粗糙度间距参数共有两个: (4)轮廓单峰平均间距S 两相邻轮廓单峰的最高点在中线上的投影长度Si,称为轮廓单峰间距,在取样长度L内,轮廓单峰间距的平均值,就是轮廓单峰平均间距。 (5)轮廓微观不平度的平均间距Sm 含有一个轮廓峰和相邻轮廓谷的一段中线长度Smi,称轮廓微观不平间距。 表面粗糙度综合参数: (6)轮廓支承长度率tp [align=lef
有谁有用过粗糙度仪,有经验的人过来谈谈?国内的和国外的有什么区别,现在的粗糙度仪有哪些优缺点?
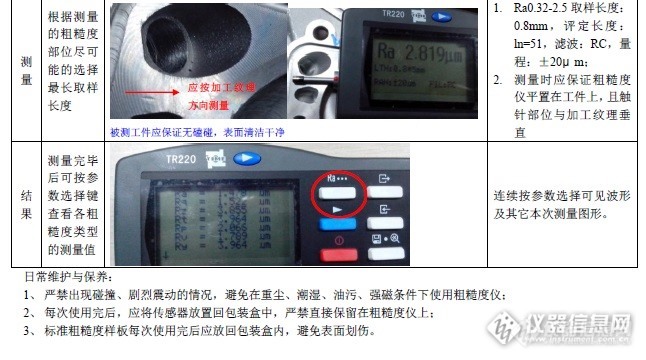
粗糙度仪在硬度试验和拉伸试验中的应用其实还是挺广的,包括布氏硬度试验表明的粗糙度确认,拉伸试样表明粗糙度是否合格等都会用上,特此分享粗糙度仪的作业指导书,供大家参考。http://ng1.17img.cn/bbsfiles/images/2015/11/201511121031_573195_2462198_3.jpghttp://ng1.17img.cn/bbsfiles/images/2015/11/201511121031_573196_2462198_3.jpghttp://ng1.17img.cn/bbsfiles/images/2015/11/201511121031_573197_2462198_3.jpghttp://ng1.17img.cn/bbsfiles/images/2015/11/201511121031_573198_2462198_3.jpg
[table][tr][td][align=left][color=#333333] “摩擦,摩擦,在这光滑的地上摩擦…..”还记得庞麦郎的一首《我的滑板鞋》风靡大街小巷,广场上卷起了一股溜滑板鞋的浪潮。尔今浪潮已退,但摩擦声却未消失,作为一柄对社会发展起着双刃剑作用的武器,各大高校和科研机构一直都在对摩擦学进行着持续的研究,而中图仪器[b]SuperView W1白光干涉仪[/b],就是该领域最时尚的滑板鞋,载着研究人员疾驰,手持武器,所向披靡。[/color][/align][align=left][color=#333333] 摩擦学是一门研究物体相对运动时其表面摩擦、润滑、磨损三者间相互关系的交叉学科,摩擦学实验研究的重点和难点之一在于对磨损量的定量分析。磨损量涵盖了磨损区的轮廓尺寸、粗糙度、体积这线、面、体三个维度方面的参数,量级从纳米到毫米不等,又由于不可破坏性测量,传统的低精度接触式轮廓仪和影像仪无法适用,而以白光干涉为原理、具备高精度、非接触式测量能力的白光干涉仪登上了摩擦学研究的舞台。[/color][/align][align=center][color=#333333][img=,658,496]http://bbs.21ic.com/data/attachment/forum/201908/20/173108zmy3uxwyyf44pvay.jpg[/img][/color][/align][align=center][color=#333333][img=,639,260]http://bbs.21ic.com/data/attachment/forum/201908/20/173108wggtggagt4vy684g.jpg[/img][/color][/align][align=center][color=#333333]图1 工作中的CSM摩擦磨损测试仪[/color][/align][align=left][color=#333333] 上图展示的是一款工作中的CSM摩擦磨损测试仪,经过十数小时的摩擦,铜板表面出现了一圈圈摩擦痕迹,即为磨损区域,对磨损区域进行尺寸上的定量分析,是研究的重要组成部分,下面我们使用中图仪器[b]SuperView W1白光干涉仪[/b]对一块经过摩擦试验处理的铜板进行线、面、体三个维度的定量分析。[/color][/align][align=left][color=#333333]一、一维:线_轮廓尺寸[/color][/align][align=left][color=#333333] 取一块摩擦处理过的铜板,使用[b]SuperView W1白光干涉仪[/b]对其中未摩擦过的光滑区域和摩擦过的磨损区域进行扫描,获取其3D图像。[/color][/align][align=center][color=#333333][img=,621,]http://bbs.21ic.com/data/attachment/forum/201908/20/173109uq6666gog6pg2h8q.jpg[/img][/color][/align][align=center][color=#333333][img=,548,]http://bbs.21ic.com/data/attachment/forum/201908/20/173109tzxq34yyc522tj4j.jpg[/img][/color][/align][align=center][color=#333333]图5 磨损区的剖面轮廓曲线[/color][/align][align=left][color=#333333] 从图中可以看到,相对光滑区细致较浅的划痕,磨损区充满了坑坑洼洼的槽,在磨损区3D图像上提取一条剖面轮廓曲线,可以获取槽深和槽宽的轮廓尺寸数据。[/color][/align][align=left][color=#333333]二、二维:面_粗糙度[/color][/align][align=left][color=#333333] 分别在光滑区和磨损区选取若干点,测量分析显示经过摩擦磨损试验过的区域线粗糙度和面粗糙度均增大了至少十几倍。[/color][/align][align=center][color=#333333][img=,495,]http://bbs.21ic.com/data/attachment/forum/201908/20/173109n3blb9399tawzdkk.jpg[/img][/color][/align][align=center][color=#333333]图6 光滑区域粗糙度[/color][/align][align=center][color=#333333][img=,472,]http://bbs.21ic.com/data/attachment/forum/201908/20/173109itiu8uaizt5ti8f5.jpg[/img][/color][/align][align=center][color=#333333]图7 磨损区域粗糙度[/color][/align][align=left][color=#333333]三、三维:体_体积[/color][/align][align=center][color=#333333][img=,642,]http://bbs.21ic.com/data/attachment/forum/201908/20/173110iuynrork3en0offq.jpg[/img][/color][/align][align=center][color=#333333]图8 磨损区3D图像&孔洞体积测量[/color][/align][align=left][color=#333333] 如右上图,利用分析工作“孔洞体积”对磨损区进行区域体积分析。在选择的分析区域中,位于基准面(蓝色方框)上面的顶点区域显示为红色,位于基准面下方显示为绿色,利用“孔洞体积”分析工具可直接获取该区域内上下两部分的面积、体积、深度数据。[/color][/align][align=left][color=#333333] 一线二面三体,[b]SuperView W1白光干涉仪[/b]能让研究人员掌握三个维度精确的数据信息,从而对摩擦磨损区进行全面的分析判断,如同穿上了酷炫的滑板鞋,在摩擦学研究这个舞台秀出华丽的舞步。[/color][/align][/td][/tr][/table]
一直想研究这个问题,通常我们做硬度试验的时候,要检测的试样是检测面要求粗糙度呢,还是检测面和支撑面都要求粗糙度,另外布氏、洛氏、维氏这三种试验分别又是怎样规定的呢
想了解以下几类仪器设备,若合适会购买,求推荐1)FRP复合材料无损探伤的仪器2)漆膜厚度 干膜、湿膜都要 最好是不损坏涂层的3)表面粗糙度便携测试仪器多谢各位大神啦啦啦

TR200粗糙度仪如何保养?TR200粗糙度仪的日常维护保养应注意以下几个方面:1、每天开机后,用酒精(无水乙醇,99.97%)清洁大理石工作台及立柱大理石部分。注意:不要用酒精擦拭驱动箱外壳,因为,外壳部分表面是喷涂油漆的,容易起化学反应,用酒精擦拭后容易影响外观的美观。2、注意大理石工作台的T型槽、立柱的丝杆及立柱导轨(立柱后面金属部分)的防锈,定期涂防锈油特别是放长假时一定要注意。3、在不使用时,应将TR200粗糙度仪探针拆下放置在专用的探针盒里。4、需要定期检查TR200粗糙度仪供电电源的电压,请用户设备维护专业人员配合,具体方法:检查电压值是否在110~~240Vac之间?电压的波动是否在允许范围之内?L–火线、N–零线、E–接电线的相序及电压是否正确?5、外部供电有无UPS不间断电源保护装置?(必须安装),为了防止当电源送电和突然断电引起的峰值电压对控制箱内电路板、电脑及电子元件的损坏。6、TR200粗糙度仪的环境温度及湿度是否在允许范围之内?操作环境温度的范围:15~~30摄氏度,温度梯度变化允许范围:小于2摄氏度(一般环境要求,如加工现场);操作环境温度的范围:18~~22摄氏度,温度梯度变化允许范围:小于2摄氏度(标准计量室);湿度要求:45%~~75%之间。http://ng1.17img.cn/bbsfiles/images/2012/08/201208180850_384364_1813720_3.jpg
手持式粗糙度仪适用于冷轧钢生产现场,科研实验室和工厂计量室。手持式粗糙度仪可测量多种机加工零件的表面粗糙度,根据选定的测量条件计算相应的参数,在液晶显示器上清晰地显示全部测量结果及图形,并可在打印机上输出,亦可与PC机进行通讯。具有测值存储及存储数据查询功能。表面粗糙度仪功能特点:● 高精度电感传感器;● 可测量显示19个粗糙度参数;● 采用DSP(数字信号处理器)进行数据处理和控制,速度快,功耗低;● 高品质锂离子充电电池,容量高,无记忆效应,连续工作大于20小时;● 连接时代TA220S打印机,可以打印测量参数及轮廓图形; ● 标准RS232接口,可与PC机通讯; ● 中英文菜单式操作界面;● LCD图形显示功能;● 传感器触针位置指示;● 带存储功能的自动关机;● 带有测值存储功能及存储数据查询功能;● 带有系统自检功能;● 可自定义系统时钟,开机时显示当前时钟,存储测量值时显示时间;● 可测量Rk参数及显示Rk曲线图。粗糙度仪技术参数:测量参数Ra、Rz(ISO)、Ry、Rq、Rt、Rp、Rv、Rz(JIS)、Rmax、R3z、RSk、RS、RSm、RPc、Rk、Rpk、Rvk、Mr1、Mr2测量范围Ra:0.025-12.5μm显示范围Ra、Rq:0.005-16μm,Rz、Ry、Rt、Rp、Rv、Rmax、R3z、Rz(JIS):0.02-160μm,RS、RSm:1mm,Rmr:0-100%(%Rt),Rsk:0-100%量程范围±20μm、±40μm、±80μm最高显示分辨率0.001μm滤波方式RC、PC-RC、GAUSS、D-P取样长度0.25mm、0.8mm、2.5mm、自动评定长度1L-5L(可选),L为取样长度测量行程长度3L-7L(可选)最大驱动行程长度17.5mm/0.71inch最小驱动行程长度1.3mm/0.052inch示值误差≤±10%示值变动性≤6%针尖角度90°显示方式128×64点阵液晶(带背光)工作环境温度:0oC- 40oC,相对湿度:<90%重量440g外型尺寸140×52×48mm表面粗糙度仪标准配置:主机、TS100标准传感器、电源适配器、多刻线样板、传感器护套、支架便携式粗糙度仪可选附件:TS110曲面传感器、TS120小孔传感器、TS130沟槽传感器、TS131深槽传感器、TA610测量平台、TA620测量平台、TA630微调平台、TA631微调平台、TA230微型打印机、侧向转接杆、接长杆、V型块、连接体部件、驱动器连接轴、PC软件
近期仔细看了下gb228-2010,发现最新版本竟然没有对粗糙度有规定,只是对试样的尺寸公差和形状公差有定义,大家可以讨论一下,这是对普通加工精度很放心了吗?
两种表面的差异及测量喷涂表面机加工表面应用表面需喷涂防腐漆层零件配合面粗糙度的影响粗糙度差,则波峰突出,漆层易薄、产生腐蚀点; 粗糙度太好,则漆层附着效果差、影响防腐效果。粗糙度差、突出的波峰意味着容易磨损; 粗糙度太好,则油膜附着效果差,也影响配合效果。测量方法对于粗糙度差的表面,采用“压针法”,进行量化测量; 对于粗糙度较好的表面,采用“针描法”。无压针法的应用。只有“针描法”。两种方法的差异压针法针描法单点测量 通过计算压针压入的深度来表示粗糙度(即Rmax值) 测量孤立的多点,计算各点深度的绝对平均值 适合粗糙的表面(肉眼即可辨别)线轮廓测量 通过测针的自动滑行,将粗糙度曲线描绘下来,并进行计算,既可获得这条粗糙度曲线的算术平均值(Ra),也可同时获得深度值(Rmax) 一次测量不是一个孤点,而是一条线 适合较为光滑的表面(肉眼难以辨别) 相对而言,测量更为全面和精细代表产品压针法针描法国外某品牌123\223\224 实际上并不是真正意义上的粗糙度仪,不符合现行ISO标准中关于粗糙度R(roughness)参数及测量方法的定义符合现行ISO标准中关于粗糙度R(roughness)参数及测量方法的定义针描法产品的比较国外某品牌7061国产某品牌1、直量程(即,可测深度) 350μm 2、统分辨力(即,对粗糙度曲线描绘的精细度) 满量程350μm条件下,分辨力为32nm(纳米)1、直量程(即,可测深度) 400μm 2、系统分辨力(即,对粗糙度曲线描绘的精细度) 满量程400μm条件下,分辨力为6nm(纳米)压针法原理图http://www.shidaiyiqi.com.cn/upload/201404251.jpg针描法原理图http://www.shidaiyiqi.com.cn/upload/201404252.jpg特别说明 压针法和针描法并非简单的取代关系,而是取决于实际工况 打个比方: 如果是红砖地面或者是水泥地面,比较适合使用扫帚清扫;如果是瓷砖地面或者是地板底面,比较适合吸尘器清扫。就钢板的测量而言,针描法是一个合理的应用。
用途:测试黑色橡胶辊粗糙度,直径5~15mm,粗糙度在零点几个微米到2微米之间。要求:径向运动测试(不是轴向),价格20万以下。
明克斯SRT-6210粗糙度仪可以广泛适用于生产现场,可测量多种机加工零件的表面粗糙度,根据选定的测量条件计算出相应的参数,在液晶显示器上清晰地显示出全部测量参数。 SRT-6210粗糙度仪具有多参数测量的功能,能够测量Ra.Rz.Rq.Rt等多种参数,并且具有高精度电感传感器和RC.PC-RC.GAUSS.D-P四种滤波方式;其内置鋰离子充电电池及充电控制电路,容量高;外观机电一体化设计,体积小,重量轻,使用方便,内置标准RS232接口可与PC机通讯;本身也具有自动关机功能。此表有两种关机方式:一种为手动关机,另外一种为键盘操作5分钟关机。此表能记忆7组测量数据及测量条件以备下次查看或连机处理和具有公英制转换功能。总体净重约为420克左右,外型尺寸为140×52×48mm。
寻找粗糙度测试产线标准!







 我要推广仪器
我要推广仪器
 下载APP
下载APP