求助“GB/T 1483.2-2008 灯头、灯座检验量规 第2部分:插脚式灯头、灯座的量规”
在测试螺栓类零件时,如把夹持端加工为圆柱形,那么,螺栓上的螺纹在试验过程中,是否在拉伸过程中受到了力的作用呢
螺纹的革命(一种防松螺纹) 前不久听说并亲眼看到了一种防松螺纹,称为唐氏螺纹,惊奇之余,也在网上查了很多相关资料,觉得很好,因此拿来与大家分享。 该螺纹系我国唐宗才先生发明(我为此感到骄傲),以下是它的相关介绍: 唐氏螺纹是由左旋和右旋两种螺旋线复合在同一段螺纹段上。唐氏螺纹既有左旋螺纹的特点又有右旋螺纹的特点,它既可以和左旋螺纹配合又可以和右旋螺纹配合。 唐氏螺纹利用螺纹自身特点解决防松问题。在联接时,须使用两只不同旋向的螺母:工件支撑面上的螺母成为紧固螺母,非支撑面上的螺母成为锁紧螺母,紧固螺母和锁紧螺母是两种不同旋向的螺母,使用时先将紧固螺母预紧,然后再将锁紧螺母预紧。在振动冲击的情况下,紧固螺母存在松动的趋势,但是,由于紧固螺母的松退方向是锁紧螺母的拧紧方向,锁紧螺母的拧紧恰恰阻止了紧固螺母的松退,导致紧固螺母无法松脱。 唐氏螺纹在很多方面对螺纹紧固件理论产生影响: (1)唐氏螺纹已经突破了传统螺纹的定义。传统螺纹定义所指螺纹是等截面完整螺纹,而唐氏螺纹采用的是变截面非完整螺纹,显然这种定义对唐氏螺纹不适用。 (2)国家标准“螺纹及螺纹紧固件画法”(GB4459.1-94)对螺纹紧固件的画法做出了规定,该标准只适用与单旋向螺纹,对唐氏螺纹紧固件是无法标注的。 (3)唐氏螺纹的防松方法是全新的。目前教科书中所提防松方法分三类,及摩擦防松、机械防松、铆冲防松。而唐氏螺纹的防松是依靠自身结构进行防松的,这种防松方法无疑是全新的。
[color=#0080ff]NPT,PT,G 都是管螺纹[/color][color=#080ff] NPT 是 National (American) Pipe Thread 的缩写,属于美国标准的 60 度锥管螺纹,用于北美地区.国家标准可查阅 GB/T12716 [/color][color=#080ff]PT 是 Pipe Thread 的缩写,是 55 度密封圆锥管螺纹,属惠氏螺纹家族,多用于欧洲及英联邦国家.常用于水及煤气管行业,锥度规定为 1:16. 国家标准可查阅 GB/T7306。[/color][color=#444444] [/color][color=#080ff]G 是 55 度非螺纹密封管螺纹,属惠氏螺纹家族.标记为 G 代表圆柱螺纹.国家标准可查阅 GB/T7307 另外螺纹中的1/4、1/2、1/8 标记是指螺纹尺寸的直径,单位是英吋.行内人通常用分来称呼螺纹尺寸,一吋等于8分,1/4 吋就是2分,如此类推. G 就是管螺纹的统称(Guan),55,60度的划分属于功能性的,俗称管圆。即螺纹由一圆柱面加工而成。[/color][color=#444444] [/color][color=#080ff] ZG俗称管锥,即螺纹由一圆锥面加工而成,一般的水管接头都是这样的,国标标注为Rc 公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示,这是它们最大的区别, 公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹60度。[/color][color=#444444] [/color][color=#080ff]公制螺纹用公制单位, 美英制螺纹用英制单位。 管螺纹主要用来进行管道的连接,其内外螺纹的配合紧密,有直管与锥管两种。公称直径是指所连接的管道直径,显然螺纹直径比公称直径大。1/4,1/2,1/8是英制螺纹的公称直径,单位是英寸。[/color][color=#080ff][/color][img=PT螺纹,NPT螺纹,G螺纹,公制螺纹的区别,值得学习!97 / 作者:sh1234 / 帖子ID:1632930,16810922]http://https://ng1.17img.cn/bbsfiles/images/2024/03/202403181710122992_8227_2898108_3.png[/img] 螺纹的角度:公制和美制螺纹都是60度,英制是55度,TM水管螺纹是30度、SM针车螺纹和BC螺纹也是60度、公制梯形螺纹30度、英制梯形螺纹29度、台形螺纹(TW29度 TR和TM30度)[color=#444444] [/color][color=#080ff]普通螺纹:公制螺纹 M;英制W;美制UNC、UNE、UNEF 管螺纹:英制PS、PT、PF ;美制NPS、NPT、NPTF、NPSM 风嘴螺纹:CTV、TV 1/4-20的外径尺寸是1A:0.2367-0.2489(6.012-6.322) 2A:0.2408-0.2489(6.116-6.322)3A:0.2419-0.2500(6.1443-6.350). 英制螺纹: 按照公称尺寸和每英寸牙数制定规格 如1/4"-20 ,3/4"-10, 1"-8 ,1/4"-20表示 公称尺寸1/4 即大径为6.35mm(25.4除4=6.35)每英寸20牙,依此类推。[/color][color=#080ff]NPT螺纹简要尺寸 [/color]

[align=center]螺栓扭矩系数测试仪的使用与维护[/align][align=center]西安国联质量检测技术股份有限公司[/align][align=center]材料室:张登辉[/align]如何使用和维护螺栓扭矩系数测试仪首先要了解仪器的工作原理,及注意事项,以及检测时会影响检测数据的因素。[align=center][img=,690,517]http://ng1.17img.cn/bbsfiles/images/2018/07/201807051533268951_9551_2904018_3.png!w690x517.jpg[/img][/align]一:螺栓扭矩系数是如何确定的。螺栓通过检测仪上配套的夹具进行固定,对螺母施加一个扭矩T(Nm),当螺栓轴向拉力P(kN)达到一定值时,用下面的公式计算得出螺栓的扭矩系数:[align=center][img=,105,61]http://ng1.17img.cn/bbsfiles/images/2018/07/201807051534154610_1069_2904018_3.png!w105x61.jpg[/img][/align]d为螺栓的公称直径,单位为(mm)由上面的公式可知当螺栓公称直径d一定时,主要影响螺栓扭矩系数的因素就是对螺母施加的扭矩T(Nm)和螺栓轴向拉力P(kN),接下来我们再来分析影响螺栓扭矩和轴向拉力的因素。螺纹精度、表面粗糙度、尺寸精度、表面处理等都会影响螺栓扭矩系数,但这些都在螺栓生产过程中已经产生。如何在检测过程中去消除和减小螺栓扭矩系数的影响因素。1. 仪器所测量的扭矩T(Nm)和螺栓轴向拉力P(kN)决定着检测结果,如果这些数值与实际数值有较大差异就会导致检测结果偏差较大。首先是要定期检定仪器上的扭矩和轴向拉力传感器,误差必须要在标准范围之内。并且在使用过程中检测所产生的的力值不允许超过传感器的量程范围。[align=center] [img=,690,517]http://ng1.17img.cn/bbsfiles/images/2018/07/201807051534536938_3130_2904018_3.png!w690x517.jpg[/img][/align]2. 仪器上的各种夹具要定期检查,查看夹具是否有变形,裂纹,断裂等情况,出现这种情况时要及时更换夹具,检测时所使用的夹具要与相应的螺栓配套,夹具过小时无法安装检测,夹具过大时会导致螺栓松动,螺栓头部变形,垫片转动变形等情况,造成检测结果不准确或无效。[align=center][img=,546,212]http://ng1.17img.cn/bbsfiles/images/2018/07/201807051600140700_4239_2904018_3.png!w546x212.jpg[/img][/align] 3. 在检测时要使用润滑剂对螺栓的头部螺纹处进行润滑,最好使用厂家提供或螺栓实际安装中所使用的润滑剂更能反映出使用中的实际数值,也可使检测偏差缩小。[align=center][img=,513,228]http://ng1.17img.cn/bbsfiles/images/2018/07/201807051601251971_4264_2904018_3.png!w513x228.jpg[/img][/align]4. 对垫片与螺母接触面也需要使用润滑剂进行适当润滑,以保证垫片在拧紧过程中不会出现转动,因为垫片转动不仅会导致检测结果无效,而且会损坏垫片挡板导致挡板出现划伤,也会影响以后螺栓扭矩系数的检测数据。[align=center][img=,611,407]http://ng1.17img.cn/bbsfiles/images/2018/07/201807051603458672_1985_2904018_3.png!w611x407.jpg[/img][/align]参考文件:GB/T 1231-2006《钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件》
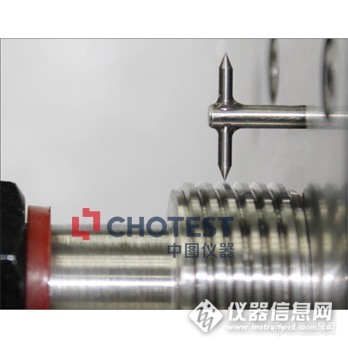
[b][color=#3366ff]SJ5300螺纹及轮廓综合测量机[/color][/b]为全自动测量,操作者只需装好被测螺纹,在检测软件上选择被测螺纹的标准和输入被测螺纹的规格、检测量程等参数后,点击“开始”按钮,系统立即进行全自动检测,系统可以实时显示螺纹轮廓的牙型曲线图,自动计算出大径、中径、小径、螺距、牙型角等各项螺纹参数,并根据系统内置的螺纹标准数据库对被测件螺纹的各项参数进行合格判定,整个测量过程不超过2分钟,检测结束后自动生成测量结果。[align=center][img=,690,466]http://ng1.17img.cn/bbsfiles/images/2017/05/201705021640_01_3712_3.jpg[/img][/align] 轮廓扫描功能模块同样为全自动测量,在轮廓扫描模式下,操作者只需选择扫描范围,装好被测零件,点击“开始”按钮,系统立即进行全自动检测,系统可以实时显示扫描轮廓的曲线图,通过计算,用户可以获得轮廓的尺寸、形位公差等参数的结果。用户完成所有参数的评定后,即可进行测量报告打印。系统带有数据库,所有评定参数都可以保存。1、 全自动检测螺纹综合参数测量中无需人工干预和计算,2分钟内即可完成所有被测参数的扫描测量,并显示所有测量结果,自动生成检测报告,大大简化了操作人员的工作强度,提高了测量效率和测量质量与精度。1) 客户选好螺纹类型、输入相关检测信息,点击“开始”后,计算机自动控制高精度伺服电机精确驱动测针与被测螺纹接触扫描,不需人工干预。 2) 高精度光栅测量系统自动记录扫描过程中的坐标变化,由计算机自动计算螺纹相关参数,自动形成分析图表。3) 检测软件自动生成检测报告。[align=center][img=,348,348]http://ng1.17img.cn/bbsfiles/images/2017/05/201705021641_01_3712_3.jpg[/img][/align]2、 单项、双向扫描轮廓功能能对物体的轮廓、二维尺寸、二维位移进行测试与检验,直接描绘出表面轮廓曲线的形状,对测量得到的零件轮廓形状数据可进行尺寸、形位公差等参数计算,测量速度快、结果可靠、操作方便。一机二用,大幅提高了仪器的性价比。3、 高精度、高稳定性、高重复性采用六大技术措施,保证仪器的高精度、高稳定性、高重复性。1) 领先的高速多路、高精度细分光栅系统:引进国际领先的高精度光栅测量系统,采用2000倍数字化细分算法和FPGA高速并行采样,实现分辨力达到0.01um和同时高速采样、处理多路光栅,完全满足被测件测量精度要求。同时设计非接触式光栅采集系统,彻底消除连接和传动带来的误差,精度更高,系统更灵敏、更可靠。2) 精确测力控制系统:精确控制的测力调节系统,实现扫描针对螺纹轮廓稳定、可靠的接触扫描测量,降低测力变化引起的测量误差。测力仅同类仪器的一半,甚至四分之一,提高了扫描针的耐用性(寿命超过1万多次),避免量规划伤。3) 高精度气浮导轨系统:掌握无磨损、超低摩擦力的高精度气浮导轨系统的核心制造工艺,保证导轨稳定、可靠地工作。4) 关键部件的特殊制作:进口特殊材料制作的高刚性、无变形测杆和刚性强、耐磨性好的扫描针,保证螺纹数据的真实采集。5) 精巧平衡臂技术:消除导轨的摆动,保证扫描时坐标系统的正交稳定性,奠定高精度测量的基础。6) 精密机械设计经验及加工、装配能力:公司拥有10多年的精密仪器设计制造经验,以及一批有丰富精密仪器设计制造经验的研发工程师和一批熟练的精密加工、装配技师,同时配有先进的检测、加工设备,保证制造工艺精良,进一步保证高精度、高稳定性。4、 SmartTouch智能扫描技术(专利一) 通过实时测力控制装置和智能测力传感装置有效解决测针磨损、大坡度螺纹不能直接扫描等问题。实时测力控制装置实现实时测力0.1~10gf可调,实现测力的精确控制。智能测力传感装置精度达到0.1gf,可以有效地保护测针。采用SmartTouch智能探针技术达到的突破性效果是:1) 突破性实现大幅提升爬坡能力。新型仪器测力只需3gf(甚至更小,1~2gf),即还不到一代仪器的一半,是进口仪器的四分之一(IAC仪器14gf)。通过微小测力,精细测力控制,实现扫描上坡85°,下坡87°。该新型技术是实现梯形螺纹、偏梯形螺纹、锯齿形螺纹等螺纹精确测量的基础,是一次突破性实现。2) 真正恒力扫描。实现保持任意位置、任意斜面为相同接触力,提高测量精度。3) 高效解决针尖磨损。实现实时监测测针受力,有效保护测针,突破性解决针尖磨损问题,测针基本不磨损。通过实时监测测力,设计智能障碍规避能力,更有效保护测针。4) 智能变速扫描。根据不同牙型,采取智能变速扫描,实现任意表面上的数据分布均匀,使分析算法更可靠。5、 简便、人性化设计螺纹装夹方便快捷,无需复杂调整过程,无需记录数据,仪器操作界面友好,操作者几分钟内即可基本掌握仪器操作,使用十分简便。1) 10多年积累的实用计量检测软件设计经验,向客户提供简洁、实用、快速的操作体验。2) 集成众多螺纹标准、规程,功能强大、自动处理数据、打印各种格式的检测报告,自动显示、打印、保存、查询测量记录。3) 测量范围广,可满足绝大多数螺纹类型的综合参数测量。4) 纯中文操作软件系统,更好的为国内用户服务。5) 打印格式正规、美观。测量数据可存档,或集中打印,不占用检测操作时间。6) 本仪器采用计算机大容量数据库储存,可自动记录保存所有测量结果。
[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=43732]GB2799-2001 插脚式灯头的型式和尺寸[/url]
[b]百检检测[/b]高压测试: 普通固定式灯具:1500V/1.0mA/1秒;可移动式灯具:1500V/0.5mA/1秒;B.EN规格: CLASS:2U+1000V/1mA/1秒;(U为电网电压值)CLASSIⅡ:4U+2750V/1mA/1秒;CLASSIIⅢ:500V/0.5mA/1秒;高压测试时,UL规格要求频率40~70Hz,泄露电流不超过0.5mA,而EN规格要求50/60Hz,泄露电流:O类Ⅱ灯具0.5mA;I类可移动式灯具1.0mA;I类固定式灯具1.0mA,额定输入功率大于1kVA的I类固定式每1kVA,泄露电流增加1.0mA,最大值5.0mA。采用的是等效测试值:CLASSI2000V/1mA/1秒;CLASSII4000V/1mA/1秒. 接地电阻测试: A.UL/cUL规格:用12V,25A电流,测得的地阻不大于0.1Q(100mΩ);B.EN规格:将空载电压不小于12V及不小于10A的电流加载于可触及金属及接地端子之间,测得的地阻不大于0.5Q(500mΩ)。 拉力测试(电源线离开灯体位置或分拆包装时内部接线的接线点)A.UL/cUL规格:35Lbs/1分钟,位移不能超过1.6mm。 防拉装置:拉力圈、UL结、压线码、迷宫结构B.EN规格:13.5Lbs,1分钟内拉25次,每次维持1秒,位移不能超过2mm。 防拉装置:拉力圈、压线码、迷宫结构 扭力测试 螺丝连接部位一定要保证相应之扭力以确保其功能及电器性能不受影响。 灯头要承受一定扭力1分钟。 E26、E27和B22灯头:2.0NmE14和B15灯头(蜡烛灯头除外)1.2NmE14和B15蜡烛灯头0.5Nm. 连接处有STOP位防止360旋转,承受2.5Nm每转的扭力;M10螺纹以下连接处承受扭力为2.5Nm,M10螺纹以上为5.0Nm扭力 电线号数: A.UL/cUL规格:最小为18AWG。 特例:1)被完全覆盖住的、 2)使用不会移动的、3)变压器次极接线、可以使用18AWG~24AWG电线。 轨道灯: 1)ADAPTOR(适配器)及灯身部分:18AWG。 2)CONNECTOR(连接器)及轨道部分:12AWG或截面积不小于3.3mm2。 B.EN规格:主体电源线: 1)普通灯具:至少0.75mm22)其它灯具:至少1.0mm2(户外灯、恶劣环境使用的灯具) 3)当带10/16A插座时,至少1.0mm2灯具内部引线: 1)正常工作电流大于2A:至少0.5mm2,绝缘层厚0.6mm。 2)正常工作电流小于2A:至少0.4mm2,绝缘层厚0.5mm。 电线的连接方式: A.UL/cUL规格:电源线与内部引线或内部引线之间的连接可以用闭端接线器(奶嘴)、旋入式接线器(牙膏盖)、焊锡连接,同一个旋入式接线器内接线不能超过5根。 B.EN规格:电源线与内部引线或内部引线之间的连接可以用接线座、闭端接线器(奶嘴)、焊锡(不接受牙膏盖)。 注:接线座固定在金属件上时,需能通过多股线之一股的8mm逃逸测试。通常在接线座和金属件之间加块青壳纸作为补充绝缘。接线座留给用户接线端,需标识L、N或L、N、接地符号。
【金秋计划】螺纹环规、塞规 检验检测实验室很少用到螺纹环规、塞规;[font=SF-Pro-Text, sans-serif][size=13px][color=#ba0000]螺纹环规、塞规[/color][/size][/font]是一种用于检验螺纹尺寸和形状的测量工具,通常用于检查螺纹的外径、内径、轴向跳动等参数。购买一款螺纹环规、塞规可以从以下几个方面去考虑:[font=SF-Pro-Text, sans-serif][color=rgba(0, 0, 0, 0.8)][back=#f5f5f5]精度和可靠性,使用的便捷性、产品的耐久性、售后服务水平、用户评论等方面综合考虑。常见的螺纹环规,M32*3.0 螺纹的直径是32mm,螺距3.0mm,T表示通端螺纹,Z表示止端螺纹。 螺纹环规、塞规安全注意事项:非量规检查的请勿使用。螺纹部及量规部的边角因为存在功能性尖锐部分,因此容易造成操作人员受伤,请加以注意,需要检查的产品或量规处于运动状态时去请勿检查量规。 使用前的注意事项:请用轻油或白油灯油侵袭量规及产品或以干净的布擦拭,确认量规是否存在的锈迹、伤痕、毛刺等。 使用时的注意事项:以抗锈润滑油充分涂抹。勿对了量规施加冲击。 保管时的注意事项:保管量规时,应先去除灰尘、切屑等,以防生锈,将量规存放在湿度小且温度变化不大的场所。 定期点检:无论使用情况如何,都应定期进行检查。 [img=,690,516]https://ng1.17img.cn/bbsfiles/images/2024/09/202409131134155405_4350_1980346_3.jpg!w690x516.jpg[/img][/back][/color][/font]
摘要: 石油螺纹规是石油机械中经常使用到的量具,在整个石油机械中起着非常重要的作用,并且是出口国外的重要保证。国内目前也拥有众多的石油螺纹规的制造商,但是很多都是未经过API生产认证的企业。 石油螺纹规是石油机械中经常使用到的量具,在整个石油机械中起着非常重要的作用,并且是出口国外的重要保证。国内目前也拥有众多的石油螺纹规的制造商,但是很多都是未经过API生产认证的企业。 API螺纹规是美国起草设立的标准,是用于石油机械中的规范之一,在美国可以生产石油螺纹量规的企业并不多,主要是美国PMC LONE STAR、美国GSG石油螺纹规、美国hemco gage石油螺纹规,他们生产能力也不一样,主要是以PMC为主,生产的种类和型号最全面,且最具权威性,PMC很多石油螺纹规的标准是API石油规标准的起源。 PMC Lone Star是世界顶级石油量规制造商,API量规的很多标准源自于PMC lone star企业标准,可以生产Spec Q1, Spec 5B, Spec 7-2 & Spec 11B系列量规.具体如下:API (American Petroleum Institute) Thread Gages – Working Gages, Reference Master Gages, Regional Master Gages & Grand Master GagesAPI Specification 5B8 Round Casing Plug & Ring GagesShort Thread Casing (STC)Long Thread Casing (LTC)Line Pipe Plug & Ring Gages8 Round & 10 Round Tubing Plug & Ring GagesExternal-Upset Tubing (EUT) (EUE)Non-Upset Tubing (NUT) (NUE)Buttress Casing Plug & Ring GagesExtreme Line Casing Plug & Ring GagesAPI Specification 7-2Preferred ConnectionsRegular Rotary (REG) Plug & Ring GagesNumbered Connection (NC) Plug & Ring GagesFull Hole (FH) Plug & Ring GagesInternal Flush (IF) Plug & Ring GagesNon-Preferred ConnectionsAmerican Open Hole (AOH) Plug & Ring GagesBeco Plug & Ring GagesPAC Plug & Ring GagesHughes Slim Hole (SH) Plug & Ring GagesHughes Xtra Hole (XH) Plug & Ring GagesHughes H-90 (H-90) Plug & Ring GagesHughes Slimline H-90 (SL H90) Plug & Ring GagesHughes External Flush (HEF) Plug & Ring GagesAPI Specification 11BSucker Rod Plug & Ring GagesPolished Rod Plug & Ring GagesMisc. ConnectionsDI 22 & DI 42 Plug & Ring GagesMod Acme & Mod Square Plug & Ring GagesImproved Buttress Tubing Plug & Ring GagesNegative Flank Angle Plug & Ring Gages 苏州斯文克精密测量设备有限公司专业代理销售各类进口石油螺纹规,包括BCSG螺纹规、sharp vee螺纹规、BPV螺纹规、LCSG螺纹规等等。标签:进口螺纹规 进口石油螺纹规 美国PMC石油量规代理商
求助“内螺纹铜管组合式游动芯头结构设计理念”( 机械设计与制造 2005年 第11期 )
求助JIS B 0254圆柱管螺纹量规和JIS B 0255统一粗牙螺纹极限量规,谢谢!
瓶盖扭矩测试仪功能:HB瓶盖扭矩测试仪是为测试和检测各种瓶盖开合扭矩而设计制造的一种智能化多功能计量仪器.专用于检测各种瓶盖、灯头等产品的开合扭矩。装夹方便、快速、最大装夹直径可达200mm,附有USB串口输出,可将数据传送至电脑做分析、打印等相关处理。瓶盖扭矩测试主要特点 :高精度,高稳定性,高分辨率。采样速度可设置 上下限值可设定,具有声光报警装置 点阵式液晶显示器,背光灯可设置 扭矩方向.三种单位N·m,kgf·cm,lb·in自动换算 多种锋值保持。 电源电量显示和低电量提示。 无操作自动关机,关机时间可设定。 存储并打印100条测试数据,可任意清除。 采用USB接口与PC连接,可实时检测,测量曲线,并对数据进行处理:如打印,统计等 技术参数:型号Model(不带打印机) HB-10 HB-20 HB-50 HB-100 HB-200分度值Resolation 0.0001 0.0001 0.0001 0.0001 0.0001 传感器安装方式Sensor conformation 传感器内置Sensor Inside 精度Accuracy ±1% 量程Capacity 1N.m 2N.m 5N.m 10N.m 20N.m
[url=http://www.ldteq.com/article/3014.html]Glenair[/url][font=宋体][font=Calibri] 801[/font][font=宋体]系列双头短截线[/font][font=Calibri]ACME[/font][font=宋体]螺纹配合连接器特别适合用作传统式军工用圆形连接器太大或太重的高密度封装应用。[/font][font=Calibri]801[/font][font=宋体]系列双头短截线[/font][font=Calibri]ACME[/font][font=宋体]螺纹配合连接器能够在[/font][font=Calibri]1[/font][font=宋体]?圈中实现完全配合,而且插座具备防脱钩弹黄以避免震动。独特的总体定型[/font][font=Calibri]/[/font][font=宋体]带系统容许直接屏蔽连接和电缆线覆盖定型。[/font][font=Calibri]801[/font][font=宋体]系列双头短截线[/font][font=Calibri]ACME[/font][font=宋体]螺纹配合连接器配备印刷线路板接触点。插座具备防脱钩波形弹簧,或特定棘轮机构以增强安全系数。[/font][/font][font=宋体]特征[/font][font=宋体][font=宋体]带防脱钩弹黄或棘轮的双头[/font][font=Calibri]ACME[/font][font=宋体]螺纹[/font][/font][font=宋体]压接后释放接触点[/font][font=宋体]整体化乐团系统[/font][font=宋体][font=宋体]提供规格[/font][font=Calibri]#12[/font][font=宋体]、[/font][font=Calibri]#16[/font][font=宋体]、[/font][font=Calibri]#20[/font][font=宋体]、[/font][font=Calibri]#20HD[/font][font=宋体]和[/font][font=Calibri]#23[/font][font=宋体]隐形眼镜[/font][/font][font=宋体]环境密封性[/font][font=Calibri]Glenair[/font][font=宋体]连接器是全球知名的高端品牌,广泛应用于航天航空、军用、舰载、精密制造等场合。深圳市立维创展科技有限公司,授权代理销售[/font][font=Calibri]Glenair[/font][font=宋体]产品,并提供技术支持。欢迎咨询。[/font][font=宋体]详情了解[/font][font=Calibri]Glenair[/font][font=宋体]请点击:[/font][url=http://www.ldteq.com/brand/72.html][font=Calibri]http://www.ldteq.com/brand/76.html[/font][/url][font=Calibri] [/font][table][tr][td][font=Calibri]801-007[/font][/td][td][font=Calibri]801-114[/font][/td][td][font=Calibri]801-069-26[/font][/td][td][font=Calibri]801-010[/font][/td][td][font=Calibri]801-011[/font][/td][/tr][tr][td][font=Calibri]801-052[/font][/td][td][font=Calibri]801-075[/font][/td][td][font=Calibri]801-123[/font][/td][td][font=Calibri]801-023[/font][/td][td][font=Calibri]801-140?[/font][/td][/tr][tr][td][font=Calibri]801-012[/font][/td][td][font=Calibri]801-105[/font][/td][td][font=Calibri]801-106[/font][/td][td][font=Calibri]801-124[/font][/td][td][font=Calibri]801-059[/font][/td][/tr][tr][td][font=Calibri]801-125[/font][/td][td][font=Calibri]801-126[/font][/td][td][font=Calibri]801-074[/font][/td][td][font=Calibri]801-121[/font][/td][td][font=Calibri]801-017[/font][/td][/tr][/table]
螺纹规又称螺纹通止规、螺纹量规,通常用来检验判定螺纹的尺寸是否正确。 螺纹尺寸由螺纹直径与螺距组成。通常在选用螺纹规时要知道检验的螺纹规格。
为了验证公司加工部门对铝合金产品的螺纹孔是否满足图纸要求,所以想导入一台螺纹综合测量机,测量螺纹最小径,螺距,角度等等数据,求专业人士推荐品牌和型号;
SJ5300螺纹及轮廓综合测量机采用进口高精度光栅测量系统、高精密气浮轴承驱动系统、进口伺服电机控制系统、高性能计算机控制系统及超大容量存储器技术,实现螺纹综合参数的全自动、高精度测量。通过高精密气浮轴承系统驱动测针与被测螺纹接触扫描,采用进口高精度光栅测量系统记录接触扫描过程中水平和垂直方向的坐标,由计算机将二维记录数据进行合成,按螺纹参数的相关定义进行分析,计算获得螺纹的各种参数。http://ng1.17img.cn/bbsfiles/images/2017/03/201703211110_01_3712_3.jpg 螺纹综合测量机为全自动测量,操作者只需装好被测螺纹,在检测软件上选择被测螺纹的标准和输入被测螺纹的规格、检测量程等参数后,点击“开始”按钮,系统立即进行全自动检测,系统可以实时显示螺纹轮廓的牙型曲线图,自动计算出大径、中径、小径、螺距、牙型角等各项螺纹参数,并根据系统内置的螺纹标准数据库对被测件螺纹的各项参数进行合格判定,整个测量过程不超过2分钟,检测结束后自动生成测量结果。 仪器测量原理符合《GB/T 28703-2012 圆柱螺纹检测方法》、《JJF 1345-2012 圆柱螺纹量规校准规范》的要求。 轮廓扫描功能模块同样为全自动测量,在轮廓扫描模式下,操作者只需选择扫描范围,装好被测零件,点击“开始”按钮,系统立即进行全自动检测,系统可以实时显示扫描轮廓的曲线图,通过计算,用户可以获得轮廓的尺寸、形位公差等参数的结果。用户完成所有参数的评定后,即可进行测量报告打印。系统带有数据库,所有评定参数都可以保存。1、 全自动检测螺纹综合参数测量中无需人工干预和计算,2分钟内即可完成所有被测参数的扫描测量,并显示所有测量结果,自动生成检测报告,大大简化了操作人员的工作强度,提高了测量效率和测量质量与精度。1) 客户选好螺纹类型、输入相关检测信息,点击“开始”后,计算机自动控制高精度伺服电机精确驱动测针与被测螺纹接触扫描,不需人工干预。 2) 高精度光栅测量系统自动记录扫描过程中的坐标变化,由计算机自动计算螺纹相关参数,自动形成分析图表。3) 检测软件自动生成检测报告。http://ng1.17img.cn/bbsfiles/images/2017/03/201703211111_01_3712_3.jpg2、 单项、双向扫描轮廓功能能对物体的轮廓、二维尺寸、二维位移进行测试与检验,直接描绘出表面轮廓曲线的形状,对测量得到的零件轮廓形状数据可进行尺寸、形位公差等参数计算,测量速度快、结果可靠、操作方便。一机二用,大幅提高了仪器的性价比。3、 高精度、高稳定性、高重复性采用六大技术措施,保证仪器的高精度、高稳定性、高重复性。1) 领先的高速多路、高精度细分光栅系统:引进国际领先的高精度光栅测量系统,采用2000倍数字化细分算法和FPGA高速并行采样,实现分辨力达到0.01um和同时高速采样、处理多路光栅,完全满足被测件测量精度要求。同时设计非接触式光栅采集系统,彻底消除连接和传动带来的误差,精度更高,系统更灵敏、更可靠。2) 精确测力控制系统:精确控制的测力调节系统,实现扫描针对螺纹轮廓稳定、可靠的接触扫描测量,降低测力变化引起的测量误差。测力仅同类仪器的一半,甚至四分之一,提高了扫描针的耐用性(寿命超过1万多次),避免量规划伤。3) 高精度气浮导轨系统:掌握无磨损、超低摩擦力的高精度气浮导轨系统的核心制造工艺,保证导轨稳定、可靠地工作。4) 关键部件的特殊制作:进口特殊材料制作的高刚性、无变形测杆和刚性强、耐磨性好的扫描针,保证螺纹数据的真实采集。5) 精巧平衡臂技术:消除导轨的摆动,保证扫描时坐标系统的正交稳定性,奠定高精度测量的基础。6) 精密机械设计经验及加工、装配能力:公司拥有10多年的精密仪器设计制造经验,以及一批有丰富精密仪器设计制造经验的研发工程师和一批熟练的精密加工、装配技师,同时配有先进的检测、加工设备,保证制造工艺精良,进一步保证高精度、高稳定性。4、 SmartTouch智能扫描技术(专利一)通过实时测力控制装置和智能测力传感装置有效解决测针磨损、大坡度螺纹不能直接扫描等问题。实时测力控制装置实现实时测力0.1~10gf可调,实现测力的精确控制。智能测力传感装置精度达到0.1gf,可以有效地保护测针。采用SmartTouch智能探针技术达到的显著性效果是:1) 独家性实现大幅提升爬坡能力。新型仪器测力只需3gf(甚至更小,1~2gf),即还不到一代仪器的一半,是进口仪器的四分之一(IAC仪器14gf)。通过微小测力,精细测力控制,实现扫描上坡85°,下坡87°。该新型技术是实现梯形螺纹、偏梯形螺纹、锯齿形螺纹等螺纹精确测量的基础,是一次显著性实现。2) 真正恒力扫描。实现保持任意位置、任意斜面为相同接触力,提高测量精度。3) 显著性解决针尖磨损。实现实时监测测针受力,有效保护测针,独家解决针尖磨损问题,测针基本不磨损。通过实时监测测力,设计智能障碍规避能力,更有效保护测针。4) 智能变速扫描。根据不同牙型,采取智能变速扫描,实现任意表面上的数据分布均匀,使分析算法更可靠。5、 简便、人性化设计螺纹装夹方便快捷,无需复杂调整过程,无需记录数据,仪器操作界面友好,操作者几分钟内即可基本掌握仪器操作,使用十分简便。1) 10多年积累的实用计量检测软件设计经验,向客户提供简洁、实用、快速的操作体验。2) 集成众多螺纹标准、规程,功能强大、自动处理数据、打印各种格式的检测报告,自动显示、打印、保存、查询测量记录。3) 测量范围广,可满足绝大多数螺纹类型的综合参数测量。4) 纯中文操作软件系统,更好的为国内用户服务。5) 打印格式正规、美观。测量数据可存档,或集中打印,不占用检测操作时间。6) 本仪器采用计算机大容量数据库储存,可自动记录保存所有测量结果。6、 3D导航功能(专利二) 引入3D图形技术,建立测针、夹具、工件的3D实景导航系统,多视角实时显示,将撞针可能性减少到最低。具有直观、精确、方便的优点。极大提高操作方便性、精确性、安全可靠性。7、 测针更换精确方便(专利三)创新测针安装结构,针座采用竖直平面定位,该平面即为螺纹测量截面,基本完全消除测针重复安装带来的误差,重复性极好,确保高精度测量。8、 组合夹具(专利四)二合一或三合一集成夹具,常用夹具由4个精简为2个,省去垫片、垫块,既可以安装检测螺纹环规,也可以安装检测螺纹塞规,减少了不同夹具的拆装和标定,操作更便利,提高工作效率。并且夹具具有自动识别功能,免除繁琐的夹具选择,降低仪器误操作风险,提高仪器的便利性。9、 精巧平衡臂技术(专利五)采用平衡臂技术,设计精巧配重机构,完全解决X轴移动时Z轴的摆动问题,保证扫描时坐标系统的稳定性。保证X全行程移动,Z轴导轨的摆动控制在0.5um以下,奠定高精度测量的基础。10、 精确、灵敏的测量力系统在两个方向上的计算机自动控制。测量力范围: 0.01~0.07N,远小于进口仪器的0.14N,测针基本不磨损,测针的使用寿命无限长,同时保护量规。并且小测量力对实现大坡度扫描功能和高精度检测普通螺纹工件的贡献尤其巨大。
公司内螺纹规越来越多,每年的检定费用都是一笔不小的开支,而且不同厂商生产的同规格螺纹规总是会出现数据上的偏差。所以想购买一台螺纹规的检测仪,请大家帮忙推荐一下,哪个厂家的,哪个型号的设备比较好,价格大概在多少,谢谢了。
JJG (石油) 51-2000 圆螺纹和油管螺纹校对量规检定规程[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=50891]JJG (石油) 51-2000 圆螺纹和油管螺纹校对量规检定规程[/url]
我国齿轮行业测试仪器和设备十分缺少,由此造成我国年产2000多万台的齿轮箱总成质量缺乏可靠的测试数据。为彻底改变我国齿轮行业零部件内在质量的落后状况,必须重视和加强测试仪器和设备的发展。 目前,我国齿轮行业内大约只有300家齿轮生产厂具有仪器基本配套的计量室,总计约有三坐标测量仪200多台,这些仪器大多是从国外进口的。各类(机械、光电、数控)齿轮测量仪器1000余台,其中齿轮测量中心30余台,这些仪器的制造厂有国外的MAAG、Klingelnberg、Hofler、CarlMahr、M&M等公司,还有TaylorHobsom、CarlMahr、Zeiss、SIP等公司的圆度仪、测长仪、光学分度头、粗糙度仪、投影仪、万工显等各类测量仪器500余台。其余约200家齿轮生产厂很少有精密测量仪器,部分工厂除了万能量具外,没有一台测量仪器。在测量仪器中,其中总成测试仪器、蜗轮付检查仪约10余台,变速箱总成试验台和驱动桥试验台全国不超过50台。许多厂没有噪声仪、扭振仪等必备的仪器。在齿轮制造过程中必须对产品零件、部件和总成的要求质量进行严格的检测和控制,因而先进适用的测量技术和仪器是必备的条件。在各类机械厂内不管齿轮传动件是自制或外购,均应装备齿轮、螺纹、花键测量仪器,否则无法控制传动件的制造质量。目前,齿轮、螺纹、花键测量仪器国内成都工具研究所、哈量精密量仪厂等基本可满足要求。即使是齿轮测量中心、齿轮刀具测量中心、齿轮副和蜗轮副检查仪、激光动态丝杠测量仪等国内也可供货。但对于技术要求很高而财力充裕的用户,也可以考虑引进国外齿轮测量中心。 齿轮、蜗杆、螺杆等传动件必须有精度很高、结构复杂的铸铁、铝合金或焊接箱体支承,这些箱体有大量精密孔系和平面需要测量尺寸精度和相互位置精度。因此每个齿轮厂都应该配备不同规格、精度的三坐标测量仪为进一步提高我国齿轮行业的产品质量,提高行业竞争力,应尽快配备相应的各类精密测试仪器。在今后的几年中,我国大中型齿轮企业应配备三坐标测量机、齿轮测量中心和其他精密测量仪及配套完整的中心计量室,小型企业也要配备必要的精密测量仪器,从而保证我国齿轮产品的质量。
螺纹种类,各种螺纹详图~~~~~~[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=35646]螺纹种类[/url]注意版权哦,可不能随便原创!
JJG (石油) 41-1996 圆螺纹工作量规及石油油管螺纹工作量规[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=50882]JJG (石油) 41-1996 圆螺纹工作量规及石油油管螺纹工作量规[/url]
螺纹塞规的规格分为粗牙、细牙、管子螺纹三种。螺距为0.35毫米或更小的2级精度及高于2级精度的螺纹环规和螺距为0.8毫米或更小的3级精度的螺纹环规都没有止端。螺纹塞规检修方法:假如被测螺纹能够与螺纹通规旋合通过,且与螺纹止规不完全旋合通过(螺纹止规只答应与被测螺纹两段旋合,旋合量不得超过两个螺距),就表明被测螺纹的作用中径没有超过其最大实体牙型的中径,且单一中径没有超出其最小实体牙型的中径,那么就可以保证旋合性和连接强度,则被测螺纹中径合格。1. 米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角); 2. 米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种; 2.1. 粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必需标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。 2.2. 普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比统一公称直径的粗牙螺纹强度略高,自锁机能较好。 3. 米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度; 3.1. 常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):表1 常用米制普通粗牙螺纹的直径/螺距 公称直径 螺距P 铸铁底孔 碳钢底孔 外螺纹光杆直径 公称直径 螺距P 铸铁底孔 碳钢底孔 外螺纹光杆直径 M5 0.8 4.1 4.2 4.9 M24 3 20.8 21 23.7 M6 1 4.9 5 5.9 M27 3 23.8 24 26.7 M8 1.25 6.6 6.7 7.9 M30 3.5 26.3 26.5 29.6 M10 1.5 8.3 8.5 9.8 M33 3.5 29.3 29.5 32.6 M12 1.75 10.3 10.4 11.8 M36 4 31.7 32 35.5 M14 2 11.7 12 13.7 M42 4.5 37.2 37.5 41.5 M16 2 13.8 14 15.7 M48 5 42.5 43 47.5 M18 2.5 15.3 15.5 17.7 M56 5.5 50 50.5 55.5 M20 2.5 17.3 17.5 19.7 M64 6 57.5 58 63.5 3.2.米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。
螺杆断裂,现要求测量螺杆的螺纹螺牙是否符合标准要求,测量标准是什么?判定应该遵循哪个标准?
我们要探测螺纹外部裂纹,请问有什么仪器可以测量,是不是有类似磁粉探伤设备(因为裂纹可能发生在螺纹头部,磁粉探伤看不清楚),是否有更合适的设备,比如超声波什么的?不胜感谢。
ASTM F606 2009决定内外螺纹紧固件、垫圈、直接拉伸显示及铆钉之机械性质的标准测试方法
请问一下有人做过螺纹钢的金相组织吗,帮忙看一下我这个螺纹钢的金相组织,感觉应该是铁素体和珠光体,白色发黄的应该是珠光体吧,可是看书上珠光体一般都是黑色的,请教????? http://ng1.17img.cn/bbsfiles/images/2015/01/201501080858_531530_2967683_3.bmphttp://ng1.17img.cn/bbsfiles/images/2015/01/201501080857_531529_2967683_3.bmp
1.文献“空调与制冷用内螺纹铜管的高频焊接”焊接技术 Welding Technology 2007年 06期 胡瑞玲 刘景平 冯必容 2.新冷媒空调用内螺纹铜管新产品与传热试验研究作者: 张金利, 3.瘦齿型内螺纹铜管传热性能试验分析2004年 第4卷 第05期 作者: 桑希前, 唐永立, 李风丽, 吕慧玲, 4.新齿型内螺纹传热管蒸发性能研究2007年 第28卷 第04期 作者: 邓斌, 王凯, 陶文铨, 5.齿形参数对内螺纹铜管换热及阻力性能的影响【作者中文名】 王凯 王学印 【作者英文名】 Wang Kai Wang Xueyin(Golden Dragon Precise Copper Tube Inc.) 【作者单位】 金龙精密铜管集团股份有限公司 【文献出处】 制冷与空调, Refrigeration and Air-Conditioning, 编辑部邮箱 2006年 02期6.冷拔外螺纹铜管延伸系数计算公式的推导及验证 在线阅读 下载全文 刘赣华[1] 杨贵平[2] [1]南方冶金学院,江西赣州341000 [2]江西省科学技术厅,江西南昌330046 [em09504]
[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=61783]GB-T4459(1).1-1995(螺纹及螺纹紧固件的表示方法)[/url]
大家好,我们公司生产中使用的螺纹环规(公制和英制的)目前都是送到计量部门进行外部校准,但我们想自己用螺纹塞规进行内部校准,请问大家可以吗?要是可以,相应塞规需要使用特殊的吗(比如校对规)?塞规的精度等级应该比环规高几个等级?有定性的规定吗?请大家不吝赐教,多谢了。[em54]







 我要推广仪器
我要推广仪器
 下载APP
下载APP