推荐厂家
暂无
暂无
 留言咨询
留言咨询
 银牌6年
银牌6年
 400-860-5168转3814
留言咨询
留言咨询
400-860-5168转3814
留言咨询
留言咨询
 留言咨询
留言咨询
 400-860-5168转6117
留言咨询
400-860-5168转6117
留言咨询
 400-860-5168转6117
留言咨询
400-860-5168转6117
留言咨询






[b][color=#3366ff]SJ5300螺纹及轮廓综合测量机[/color][/b]为全自动测量,操作者只需装好被测螺纹,在检测软件上选择被测螺纹的标准和输入被测螺纹的规格、检测量程等参数后,点击“开始”按钮,系统立即进行全自动检测,系统可以实时显示螺纹轮廓的牙型曲线图,自动计算出大径、中径、小径、螺距、牙型角等各项螺纹参数,并根据系统内置的螺纹标准数据库对被测件螺纹的各项参数进行合格判定,整个测量过程不超过2分钟,检测结束后自动生成测量结果。[align=center][img=,690,466]http://ng1.17img.cn/bbsfiles/images/2017/05/201705021640_01_3712_3.jpg[/img][/align] 轮廓扫描功能模块同样为全自动测量,在轮廓扫描模式下,操作者只需选择扫描范围,装好被测零件,点击“开始”按钮,系统立即进行全自动检测,系统可以实时显示扫描轮廓的曲线图,通过计算,用户可以获得轮廓的尺寸、形位公差等参数的结果。用户完成所有参数的评定后,即可进行测量报告打印。系统带有数据库,所有评定参数都可以保存。1、 全自动检测螺纹综合参数测量中无需人工干预和计算,2分钟内即可完成所有被测参数的扫描测量,并显示所有测量结果,自动生成检测报告,大大简化了操作人员的工作强度,提高了测量效率和测量质量与精度。1) 客户选好螺纹类型、输入相关检测信息,点击“开始”后,计算机自动控制高精度伺服电机精确驱动测针与被测螺纹接触扫描,不需人工干预。 2) 高精度光栅测量系统自动记录扫描过程中的坐标变化,由计算机自动计算螺纹相关参数,自动形成分析图表。3) 检测软件自动生成检测报告。[align=center][img=,348,348]http://ng1.17img.cn/bbsfiles/images/2017/05/201705021641_01_3712_3.jpg[/img][/align]2、 单项、双向扫描轮廓功能能对物体的轮廓、二维尺寸、二维位移进行测试与检验,直接描绘出表面轮廓曲线的形状,对测量得到的零件轮廓形状数据可进行尺寸、形位公差等参数计算,测量速度快、结果可靠、操作方便。一机二用,大幅提高了仪器的性价比。3、 高精度、高稳定性、高重复性采用六大技术措施,保证仪器的高精度、高稳定性、高重复性。1) 领先的高速多路、高精度细分光栅系统:引进国际领先的高精度光栅测量系统,采用2000倍数字化细分算法和FPGA高速并行采样,实现分辨力达到0.01um和同时高速采样、处理多路光栅,完全满足被测件测量精度要求。同时设计非接触式光栅采集系统,彻底消除连接和传动带来的误差,精度更高,系统更灵敏、更可靠。2) 精确测力控制系统:精确控制的测力调节系统,实现扫描针对螺纹轮廓稳定、可靠的接触扫描测量,降低测力变化引起的测量误差。测力仅同类仪器的一半,甚至四分之一,提高了扫描针的耐用性(寿命超过1万多次),避免量规划伤。3) 高精度气浮导轨系统:掌握无磨损、超低摩擦力的高精度气浮导轨系统的核心制造工艺,保证导轨稳定、可靠地工作。4) 关键部件的特殊制作:进口特殊材料制作的高刚性、无变形测杆和刚性强、耐磨性好的扫描针,保证螺纹数据的真实采集。5) 精巧平衡臂技术:消除导轨的摆动,保证扫描时坐标系统的正交稳定性,奠定高精度测量的基础。6) 精密机械设计经验及加工、装配能力:公司拥有10多年的精密仪器设计制造经验,以及一批有丰富精密仪器设计制造经验的研发工程师和一批熟练的精密加工、装配技师,同时配有先进的检测、加工设备,保证制造工艺精良,进一步保证高精度、高稳定性。4、 SmartTouch智能扫描技术(专利一) 通过实时测力控制装置和智能测力传感装置有效解决测针磨损、大坡度螺纹不能直接扫描等问题。实时测力控制装置实现实时测力0.1~10gf可调,实现测力的精确控制。智能测力传感装置精度达到0.1gf,可以有效地保护测针。采用SmartTouch智能探针技术达到的突破性效果是:1) 突破性实现大幅提升爬坡能力。新型仪器测力只需3gf(甚至更小,1~2gf),即还不到一代仪器的一半,是进口仪器的四分之一(IAC仪器14gf)。通过微小测力,精细测力控制,实现扫描上坡85°,下坡87°。该新型技术是实现梯形螺纹、偏梯形螺纹、锯齿形螺纹等螺纹精确测量的基础,是一次突破性实现。2) 真正恒力扫描。实现保持任意位置、任意斜面为相同接触力,提高测量精度。3) 高效解决针尖磨损。实现实时监测测针受力,有效保护测针,突破性解决针尖磨损问题,测针基本不磨损。通过实时监测测力,设计智能障碍规避能力,更有效保护测针。4) 智能变速扫描。根据不同牙型,采取智能变速扫描,实现任意表面上的数据分布均匀,使分析算法更可靠。5、 简便、人性化设计螺纹装夹方便快捷,无需复杂调整过程,无需记录数据,仪器操作界面友好,操作者几分钟内即可基本掌握仪器操作,使用十分简便。1) 10多年积累的实用计量检测软件设计经验,向客户提供简洁、实用、快速的操作体验。2) 集成众多螺纹标准、规程,功能强大、自动处理数据、打印各种格式的检测报告,自动显示、打印、保存、查询测量记录。3) 测量范围广,可满足绝大多数螺纹类型的综合参数测量。4) 纯中文操作软件系统,更好的为国内用户服务。5) 打印格式正规、美观。测量数据可存档,或集中打印,不占用检测操作时间。6) 本仪器采用计算机大容量数据库储存,可自动记录保存所有测量结果。
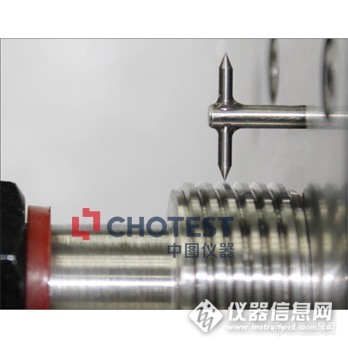
SJ5300螺纹及轮廓综合测量机采用进口高精度光栅测量系统、高精密气浮轴承驱动系统、进口伺服电机控制系统、高性能计算机控制系统及超大容量存储器技术,实现螺纹综合参数的全自动、高精度测量。通过高精密气浮轴承系统驱动测针与被测螺纹接触扫描,采用进口高精度光栅测量系统记录接触扫描过程中水平和垂直方向的坐标,由计算机将二维记录数据进行合成,按螺纹参数的相关定义进行分析,计算获得螺纹的各种参数。http://ng1.17img.cn/bbsfiles/images/2017/03/201703211110_01_3712_3.jpg 螺纹综合测量机为全自动测量,操作者只需装好被测螺纹,在检测软件上选择被测螺纹的标准和输入被测螺纹的规格、检测量程等参数后,点击“开始”按钮,系统立即进行全自动检测,系统可以实时显示螺纹轮廓的牙型曲线图,自动计算出大径、中径、小径、螺距、牙型角等各项螺纹参数,并根据系统内置的螺纹标准数据库对被测件螺纹的各项参数进行合格判定,整个测量过程不超过2分钟,检测结束后自动生成测量结果。 仪器测量原理符合《GB/T 28703-2012 圆柱螺纹检测方法》、《JJF 1345-2012 圆柱螺纹量规校准规范》的要求。 轮廓扫描功能模块同样为全自动测量,在轮廓扫描模式下,操作者只需选择扫描范围,装好被测零件,点击“开始”按钮,系统立即进行全自动检测,系统可以实时显示扫描轮廓的曲线图,通过计算,用户可以获得轮廓的尺寸、形位公差等参数的结果。用户完成所有参数的评定后,即可进行测量报告打印。系统带有数据库,所有评定参数都可以保存。1、 全自动检测螺纹综合参数测量中无需人工干预和计算,2分钟内即可完成所有被测参数的扫描测量,并显示所有测量结果,自动生成检测报告,大大简化了操作人员的工作强度,提高了测量效率和测量质量与精度。1) 客户选好螺纹类型、输入相关检测信息,点击“开始”后,计算机自动控制高精度伺服电机精确驱动测针与被测螺纹接触扫描,不需人工干预。 2) 高精度光栅测量系统自动记录扫描过程中的坐标变化,由计算机自动计算螺纹相关参数,自动形成分析图表。3) 检测软件自动生成检测报告。http://ng1.17img.cn/bbsfiles/images/2017/03/201703211111_01_3712_3.jpg2、 单项、双向扫描轮廓功能能对物体的轮廓、二维尺寸、二维位移进行测试与检验,直接描绘出表面轮廓曲线的形状,对测量得到的零件轮廓形状数据可进行尺寸、形位公差等参数计算,测量速度快、结果可靠、操作方便。一机二用,大幅提高了仪器的性价比。3、 高精度、高稳定性、高重复性采用六大技术措施,保证仪器的高精度、高稳定性、高重复性。1) 领先的高速多路、高精度细分光栅系统:引进国际领先的高精度光栅测量系统,采用2000倍数字化细分算法和FPGA高速并行采样,实现分辨力达到0.01um和同时高速采样、处理多路光栅,完全满足被测件测量精度要求。同时设计非接触式光栅采集系统,彻底消除连接和传动带来的误差,精度更高,系统更灵敏、更可靠。2) 精确测力控制系统:精确控制的测力调节系统,实现扫描针对螺纹轮廓稳定、可靠的接触扫描测量,降低测力变化引起的测量误差。测力仅同类仪器的一半,甚至四分之一,提高了扫描针的耐用性(寿命超过1万多次),避免量规划伤。3) 高精度气浮导轨系统:掌握无磨损、超低摩擦力的高精度气浮导轨系统的核心制造工艺,保证导轨稳定、可靠地工作。4) 关键部件的特殊制作:进口特殊材料制作的高刚性、无变形测杆和刚性强、耐磨性好的扫描针,保证螺纹数据的真实采集。5) 精巧平衡臂技术:消除导轨的摆动,保证扫描时坐标系统的正交稳定性,奠定高精度测量的基础。6) 精密机械设计经验及加工、装配能力:公司拥有10多年的精密仪器设计制造经验,以及一批有丰富精密仪器设计制造经验的研发工程师和一批熟练的精密加工、装配技师,同时配有先进的检测、加工设备,保证制造工艺精良,进一步保证高精度、高稳定性。4、 SmartTouch智能扫描技术(专利一)通过实时测力控制装置和智能测力传感装置有效解决测针磨损、大坡度螺纹不能直接扫描等问题。实时测力控制装置实现实时测力0.1~10gf可调,实现测力的精确控制。智能测力传感装置精度达到0.1gf,可以有效地保护测针。采用SmartTouch智能探针技术达到的显著性效果是:1) 独家性实现大幅提升爬坡能力。新型仪器测力只需3gf(甚至更小,1~2gf),即还不到一代仪器的一半,是进口仪器的四分之一(IAC仪器14gf)。通过微小测力,精细测力控制,实现扫描上坡85°,下坡87°。该新型技术是实现梯形螺纹、偏梯形螺纹、锯齿形螺纹等螺纹精确测量的基础,是一次显著性实现。2) 真正恒力扫描。实现保持任意位置、任意斜面为相同接触力,提高测量精度。3) 显著性解决针尖磨损。实现实时监测测针受力,有效保护测针,独家解决针尖磨损问题,测针基本不磨损。通过实时监测测力,设计智能障碍规避能力,更有效保护测针。4) 智能变速扫描。根据不同牙型,采取智能变速扫描,实现任意表面上的数据分布均匀,使分析算法更可靠。5、 简便、人性化设计螺纹装夹方便快捷,无需复杂调整过程,无需记录数据,仪器操作界面友好,操作者几分钟内即可基本掌握仪器操作,使用十分简便。1) 10多年积累的实用计量检测软件设计经验,向客户提供简洁、实用、快速的操作体验。2) 集成众多螺纹标准、规程,功能强大、自动处理数据、打印各种格式的检测报告,自动显示、打印、保存、查询测量记录。3) 测量范围广,可满足绝大多数螺纹类型的综合参数测量。4) 纯中文操作软件系统,更好的为国内用户服务。5) 打印格式正规、美观。测量数据可存档,或集中打印,不占用检测操作时间。6) 本仪器采用计算机大容量数据库储存,可自动记录保存所有测量结果。6、 3D导航功能(专利二) 引入3D图形技术,建立测针、夹具、工件的3D实景导航系统,多视角实时显示,将撞针可能性减少到最低。具有直观、精确、方便的优点。极大提高操作方便性、精确性、安全可靠性。7、 测针更换精确方便(专利三)创新测针安装结构,针座采用竖直平面定位,该平面即为螺纹测量截面,基本完全消除测针重复安装带来的误差,重复性极好,确保高精度测量。8、 组合夹具(专利四)二合一或三合一集成夹具,常用夹具由4个精简为2个,省去垫片、垫块,既可以安装检测螺纹环规,也可以安装检测螺纹塞规,减少了不同夹具的拆装和标定,操作更便利,提高工作效率。并且夹具具有自动识别功能,免除繁琐的夹具选择,降低仪器误操作风险,提高仪器的便利性。9、 精巧平衡臂技术(专利五)采用平衡臂技术,设计精巧配重机构,完全解决X轴移动时Z轴的摆动问题,保证扫描时坐标系统的稳定性。保证X全行程移动,Z轴导轨的摆动控制在0.5um以下,奠定高精度测量的基础。10、 精确、灵敏的测量力系统在两个方向上的计算机自动控制。测量力范围: 0.01~0.07N,远小于进口仪器的0.14N,测针基本不磨损,测针的使用寿命无限长,同时保护量规。并且小测量力对实现大坡度扫描功能和高精度检测普通螺纹工件的贡献尤其巨大。
JJG (石油) 36-1994 螺纹轮廓仪[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=50876]JJG (石油) 36-1994 螺纹轮廓仪[/url]










 我要推广仪器
我要推广仪器
 下载APP
下载APP

