推荐厂家
暂无
暂无
 留言咨询
留言咨询
 银牌19年
银牌19年
 400-860-5168转0766
留言咨询
留言咨询
400-860-5168转0766
留言咨询
留言咨询
 留言咨询
留言咨询
 400-860-5168转0766
留言咨询
400-860-5168转0766
留言咨询
 留言咨询
留言咨询





齿轮双面啮合综合检查仪是一款纯机械结构测量仪,具有结构简单、体积小、重量轻、操作方便的优点。齿轮双面啮合综合检查仪的测量精度稳定,既可测量带轴圆柱齿轮,也可测量带孔圆柱齿轮,具有方便、经济、实用、结构简单、合理操作维修方便等特征,比较适合生产现场使用。 齿轮双面啮合综合检查仪采用高级合金钢滚动测量导轨,精心的加工和特殊工艺处理,是仪器具有长期稳定的精度;仪器测量滑板在滚动导轨上运动灵活,将齿轮放于测量架上,选定齿轮型号、设定参数,只需几秒钟用户就可知该齿轮是否合格并定位缺陷,齿轮双面啮合综合检查仪可以利用统计功能来记录最大、最小和测量的平均值。根据测量的统计值,有图表显示,直观反映缺陷、是否超差等。 齿轮双面啮合综合检查仪可用于测量圆柱齿轮一转径向综合总偏差和一齿径向综合偏差和蜗轮副的一转中心距变动量和一齿中心距变动量,也可以用于测量两轴夹角为90°的圆锥齿轮锥齿锥顶点的偏移量,齿轮双面啮合综合检查仪可广泛应用于汽车、农机、摩托车等机械制造行业。
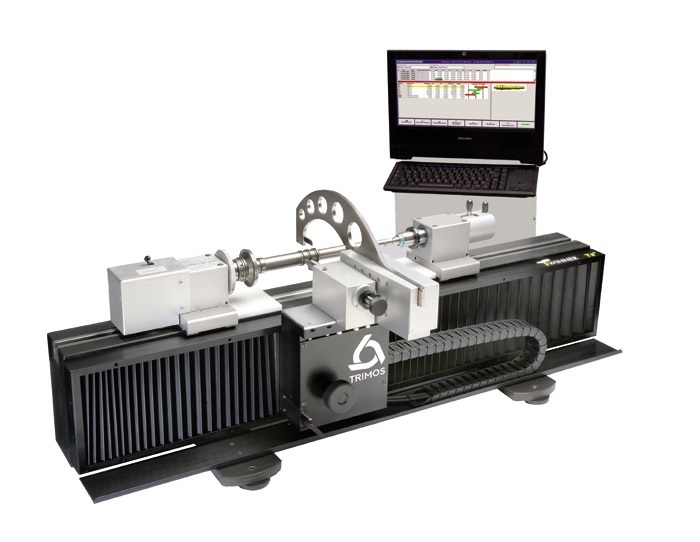
齿轮测量机又称为齿轮测量仪,是用于测量圆柱齿轮或齿轮刀具的渐开线齿形误差和螺旋线齿向误差的测量仪器。齿轮测量机的主机结构、部件先进,测量精度高。主机外形美观,结构稳定。齿轮测量机采用大理石平台、美观不变形。采用高精度测头、示值稳定,用户可根据实际情况选择测量项目。齿轮测量机可以进行齿廓公差带、齿廓凸度、螺旋线公差带、齿向鼓度等项目的评定。 齿轮测量机采用基圆分级调整式测量原理,包流量单盘式仪器传动链短、精度稳定可靠和对环境温度要求不高的特点,测量主机采用四坐标测量系统,主轴采用力矩式直驱电机、进口长光栅、圆光栅传感器作为位置传感器,形成全闭环反馈控制,提高了系统的测量精度。齿轮测量机采用了电子测量记录系统将误差记录成曲线图,图形清晰、准确。操作方便,由计算机控制测量过程自动完成,测量效率高。 齿轮测量机可测量渐开线圆柱齿轮的齿廓偏差、螺旋线偏差、齿距偏差、径向跳动,以及剃齿刀、插齿刀的齿廓偏差、齿距偏差、径向跳动。齿轮测量机可广泛适用于汽车、航空航天、拖拉机、通用机械、机床工具、仪器仪表、机器制造、国防工业等科研部门及工厂计量室、车间检查站。
我国齿轮行业测试仪器和设备十分缺少,由此造成我国年产2000多万台的齿轮箱总成质量缺乏可靠的测试数据。为彻底改变我国齿轮行业零部件内在质量的落后状况,必须重视和加强测试仪器和设备的发展。 目前,我国齿轮行业内大约只有300家齿轮生产厂具有仪器基本配套的计量室,总计约有三坐标测量仪200多台,这些仪器大多是从国外进口的。各类(机械、光电、数控)齿轮测量仪器1000余台,其中齿轮测量中心30余台,这些仪器的制造厂有国外的MAAG、Klingelnberg、Hofler、CarlMahr、M&M等公司,还有TaylorHobsom、CarlMahr、Zeiss、SIP等公司的圆度仪、测长仪、光学分度头、粗糙度仪、投影仪、万工显等各类测量仪器500余台。其余约200家齿轮生产厂很少有精密测量仪器,部分工厂除了万能量具外,没有一台测量仪器。在测量仪器中,其中总成测试仪器、蜗轮付检查仪约10余台,变速箱总成试验台和驱动桥试验台全国不超过50台。许多厂没有噪声仪、扭振仪等必备的仪器。在齿轮制造过程中必须对产品零件、部件和总成的要求质量进行严格的检测和控制,因而先进适用的测量技术和仪器是必备的条件。在各类机械厂内不管齿轮传动件是自制或外购,均应装备齿轮、螺纹、花键测量仪器,否则无法控制传动件的制造质量。目前,齿轮、螺纹、花键测量仪器国内成都工具研究所、哈量精密量仪厂等基本可满足要求。即使是齿轮测量中心、齿轮刀具测量中心、齿轮副和蜗轮副检查仪、激光动态丝杠测量仪等国内也可供货。但对于技术要求很高而财力充裕的用户,也可以考虑引进国外齿轮测量中心。 齿轮、蜗杆、螺杆等传动件必须有精度很高、结构复杂的铸铁、铝合金或焊接箱体支承,这些箱体有大量精密孔系和平面需要测量尺寸精度和相互位置精度。因此每个齿轮厂都应该配备不同规格、精度的三坐标测量仪为进一步提高我国齿轮行业的产品质量,提高行业竞争力,应尽快配备相应的各类精密测试仪器。在今后的几年中,我国大中型齿轮企业应配备三坐标测量机、齿轮测量中心和其他精密测量仪及配套完整的中心计量室,小型企业也要配备必要的精密测量仪器,从而保证我国齿轮产品的质量。










 我要推广仪器
我要推广仪器
 下载APP
下载APP




