推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 留言咨询
留言咨询
 400-860-5168转3685
留言咨询
400-860-5168转3685
留言咨询
 400-860-5168转0927
留言咨询
400-860-5168转0927
留言咨询





[align=center][font=宋体]焊接岗位的职业病危害因素的识别与检测[/font][/align][font=宋体] [font=宋体]焊接岗位在现代是工厂设置比较常见的一种岗位,尤其是工业制造业,当然也有一些其他企业设置的机修岗位在实际上也属于焊接岗位的一种。焊接是一种以加热、高温或者高压的方式接合金属或其他[/font][/font][url=https://baike.so.com/doc/467323-494856.html][font=宋体]热塑性[/font][/url][font=宋体]材料如塑料的制造工艺及[/font][url=https://baike.so.com/doc/10043547-10549019.html][font=宋体]技术[/font][/url][font=宋体]。焊接岗位在进行操作的时候,接触到的职业病危害因素的种类较多,很容易出现忽略重要的职业病危害因素,而对一些非主要的危害因素识别过多的现象。焊接有很多种类,常见的包括手工电弧焊,气体保护焊,激光焊等,而电焊条种类也比较多,接下来将不同种类的焊接方法产生的职业病危害因素识别和检测分别进行介绍。[/font][font=宋体] [/font][font=宋体] [font=Calibri]1[/font][font=宋体]、手工电弧焊[/font][/font][font=宋体]手工电弧焊是最常见的焊接方式,是以焊条与焊件两个电极之间产生电弧放电时产生热量使焊条和焊件融化。[/font][font=宋体][font=Calibri]1.1[/font][font=宋体]职业病危害因素的产生原因和识别:[/font][/font][font=宋体]物理因素:紫外辐射(电焊弧光)、噪声(高温产生电焊弧光,电弧会产生噪声)[/font][font=宋体][font=宋体]粉尘:电焊烟尘(主要成分[/font][font=Calibri]Fe[/font][/font][sub][font=宋体][font=Calibri]2[/font][/font][/sub][font=宋体][font=Calibri]O[/font][/font][sub][font=宋体][font=Calibri]3[/font][font=宋体]、[/font][/font][/sub][font=宋体][font=Calibri]Fe[/font][/font][sub][font=宋体][font=Calibri]3[/font][/font][/sub][font=宋体][font=Calibri]O[/font][/font][sub][font=宋体][font=Calibri]4[/font][/font][/sub][font=宋体]凝聚形成的气溶胶和一些非金属化合物[/font][font=宋体])。[/font][font=宋体][font=宋体]毒物:一氧化碳、氮氧化物、臭氧、金属烟(锰、铬、镍、铜等),其中金属烟的识别需要看焊条的[/font][font=Calibri]MSDS[/font][font=宋体]。[/font][/font][font=宋体][font=Calibri]1.2[/font][font=宋体]职业病危害因素的检测:首先确认焊条的性质,碱性还是酸性。如果焊条为碱性焊条,其中碱性焊条中含有较多的萤石,其在高温下会分解产生氟化氢气体,需要额外识别和检测氟化物。另外确定焊条和焊件的组分,尤其是焊条的[/font][font=Calibri]MSDS[/font][font=宋体],如果企业没法提供,可以根据焊条的型号进行查询。根据含量进行选择金属烟的识别和检测。另外判断作业地点是否空旷。如果作业地点空旷,那么臭氧、氮氧化物和一氧化碳不作为主要职业病危害因素,可以识别不检测。最后,如果该焊接岗位的每天接触时间不超过一个小时,可以根据相关规范,对其中的化学危害因素只进行定点测量。[/font][/font][font=宋体]2. [/font][font=宋体]气体保护焊[/font][font=宋体]气体保护焊是气焊和电弧焊结合的一种焊接方式,常见的有二氧化碳气体保护焊和氩弧焊。[/font][font=宋体][font=Calibri]2.1[/font][font=宋体]职业病危害因素的产生原因和识别:[/font][/font][font=宋体][font=宋体]物理因素:紫外辐射(电焊弧光)、噪声、高频电场(钨极氩弧焊)、[/font][font=宋体]α射线等放射性物质(钍钨极氩弧焊)[/font][/font][font=宋体][font=宋体]粉尘:电焊烟尘(主要成分[/font][font=Calibri]Fe[/font][/font][sub][font=宋体][font=Calibri]2[/font][/font][/sub][font=宋体][font=Calibri]O[/font][/font][sub][font=宋体][font=Calibri]3[/font][font=宋体]、[/font][/font][/sub][font=宋体][font=Calibri]Fe[/font][/font][sub][font=宋体][font=Calibri]3[/font][/font][/sub][font=宋体][font=Calibri]O[/font][/font][sub][font=宋体][font=Calibri]4[/font][/font][/sub][font=宋体]凝聚形成的气溶胶和一些非金属化合物[/font][font=宋体])。[/font][font=宋体][font=宋体]毒物:一氧化碳、氮氧化物、臭氧、金属烟(锰、铬、镍、铜等),其中金属烟的识别需要看焊条的[/font][font=Calibri]MSDS[/font][font=宋体]。[/font][/font][font=宋体][font=Calibri]2.2[/font][font=宋体]职业病危害因素的检测:因为高频电场存在时间较短,所以一般不识别。即使识别了,也可以不进行检测。而由于考虑到检测机构自身的风险,建议只识别不进行检测。作业地点的氩弧焊的放射性测定浓度较低,可以不进行识别。但如果该工厂有大量的氩弧焊设备,又存放或修理了钍钨极,这些地点应该考虑放射性的危害,进行识别和检测。氩弧焊产生的臭氧和氮氧化物浓度较高,所以一般氩弧焊无论作业地点空旷与否,都要进行臭氧和氮氧化物的识别和检测。而二氧化碳保护焊因为焊接时产生的一氧化碳浓度较高,所以此为二氧化碳保护焊的主要危害因素之一,无论作业地点空旷与否,都应进行一氧化碳的识别和检测。除以上几个特例,其余均和电弧焊的识别和检测一致。[/font][/font][font=宋体][font=Calibri]3[/font][font=宋体]埋弧焊[/font][/font][font=宋体]埋弧焊是以焊剂埋住电弧,自动将焊丝送入电弧燃烧的焊接。[/font][font=宋体][font=Calibri]3.1[/font][font=宋体]职业病危害因素的产生原因和识别:[/font][/font][font=宋体]物理因素:噪声[/font][font=宋体]粉尘:电焊烟尘[/font][font=宋体][font=宋体]毒物:一氧化碳、氮氧化物、臭氧、金属烟(锰、铬、镍、铜等),其中金属烟的识别需要看焊丝和焊剂的[/font][font=Calibri]MSDS[/font][font=宋体]。[/font][/font][font=宋体][font=Calibri]3.2[/font][font=宋体]职业病危害因素的检测:由于埋弧焊在操作过程中不会暴露电焊弧光,所以不识别紫外辐射(电焊弧光),其余的危害因素的识别和检测与手工电弧焊一致。[/font][/font][font=宋体][font=Calibri]4[/font][font=宋体]等离子焊[/font][/font][font=宋体]等离子焊就是利用等离子弧在气体保护的焊接过程,属于气焊的一种。。[/font][font=宋体][font=Calibri]4.1[/font][font=宋体]职业病危害因素的产生原因和识别:[/font][/font][font=宋体]物理因素:噪声、高频电磁场、射线[/font][font=宋体]粉尘:电焊烟尘[/font][font=宋体]毒物:一氧化碳、氮氧化物、臭氧、金属烟(锰、铬、镍、铜等)、三氯乙烯、四氯化碳、光气[/font][font=宋体][font=Calibri]4.2[/font][font=宋体]职业病危害因素的检测:高频电磁场和射线在使用钍钨极时会产生,识别是否存在时需要仔细确认,三氯乙烯四氯化碳以及光气等的产生和使用的清洗剂有关,需向企业进行确认。其余的危害因素的识别和检测与手工电弧焊一致。[/font][/font][font=宋体] [/font][font=宋体][font=Calibri]5[/font][font=宋体]其他的焊接例如电阻焊、电子束焊接等焊接方式都相对比较简单,这里不在进行讨论。[/font][/font][font=宋体][font=Calibri]6[/font][font=宋体]结论:焊接属于一个常见且比较复杂的岗位,在进行职业病危害识别时应对各种条件进行评价,综合考虑后才能进行比较有效的职业病危害因素识别和检测。[/font][/font][font=Calibri] [/font]
温度远传监测仪具有多路输入一路输出的特点,该系列产品有2路、3路、4路、5路和6路输入,它能同时对多个测温点进行测量,并自动将多个被测点中温度最高一个点作为输出,输出信号为4~20mA的标准电流。温度远传监测仪可以同时显示几个温度点吗。XTRM-4215AG温度远传监测仪测量范围是多少?
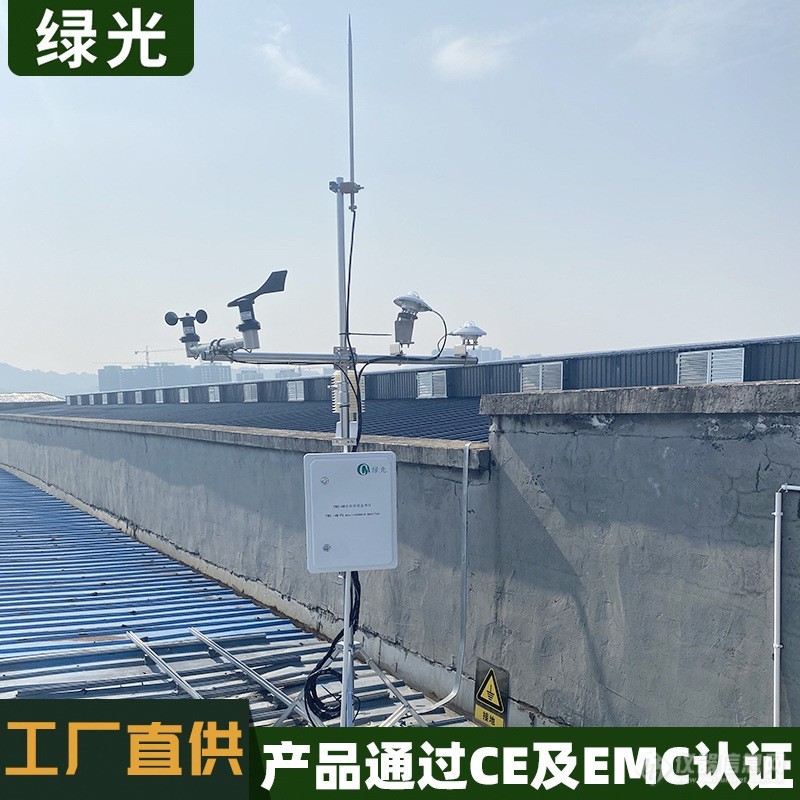
光伏环境在线监测仪电站运维配置光伏环境在线监测仪是为光伏电站配套的气象站,系统可采集风向,风速,大气温度,大气湿度,太阳总辐射,和电池板组件温度等多项参数数据。该类型气象站被广泛用于光伏发电行业。对于太阳能光伏发电系统或太阳能应用研究来说,精确的气象参数数据测量相当重要的。光伏环境在线监测仪需要监测的指标除了太阳辐射之外,还包括许多产生影响的环境因素,例如,光伏环境在线监测仪的基本供应量,环境温度、组件温度、风速、风向、太阳光辐射,以及其他对光能转换产品影响的气象参数。这些因素影响了电池板对环境及光照吸取的能量。以此才能确保光伏电站的正常运行。[img=光伏环境在线监测仪,400,400]https://ng1.17img.cn/bbsfiles/images/2022/08/202208180905154845_8768_4136176_3.jpg!w690x690.jpg[/img]光伏环境在线监测仪是按照国际气象WMO组织气象观测标准,研究生产的一款全自动气象站,适合野外工作,适应各种不同安装环境的多要素自动观测站。系统由硬件和软件两部分组成,硬件由集成一体化的高精度数据采集器、多种传感器、支架及防护箱、太阳能供电控制系统四部分组成,软件包括数据接收平台和移动客户端软件。光伏环境在线监测仪拥有监测空气温度、空气湿度、风向、风速、雨量等常规气象要素功能,可在无人值守的恶劣环境下全天候全自动正常运行,组成中尺度气象监测网络。每一个气象站作为子站,向中心站传送数据,而且可通过灵活的移动端APP方式进行参数设置和读取,或者采用气象要素显示终端进行数据读取,具有自动记录、超限和数据通讯等功能。[img=光伏环境在线监测仪,400,400]https://ng1.17img.cn/bbsfiles/images/2022/08/202208180905353325_7903_4136176_3.jpg!w690x690.jpg[/img]








 我要推广仪器
我要推广仪器
 下载APP
下载APP


