粗糙度∶以前一般叫表面光洁度,是用来评定工件表面质量的专业术语,最早一般用对比样板来评定工件表面粗糙度,从▲1到▲14一共分为14个等级,随着科技的发展使用者对工件表面质量要求也越来越高,原来的检测手段已经不能满足我们的需求,这也就加快了表面粗糙度仪的诞生。粗糙度仪是检测工件表面粗糙度的数字化电子仪器,由于准确度高、稳定性好、便于操作等优点迅速普及开来。 粗糙度仪分类: 粗糙度仪又叫表面粗糙度仪、表面光洁度仪、表面粗糙度检测仪、粗糙度测量仪、粗糙度计、粗糙度测试仪等多种名称,国外先研发生产后来才引进国内,目前市场上粗糙度仪品牌主要有:英国泰勒粗糙度仪、德国马尔粗糙度仪、德国霍梅尔表面粗糙度仪、日本三丰粗糙度仪、东京精密粗糙度、瑞士泰萨粗糙度仪、英国易高粗糙度这些都是国外生产厂商品牌;国内生产厂家品牌主要有:北京时代粗糙度仪、哈量粗糙度仪、宁波联合、上海泰明、304、威尔逊、兰泰等。其中时代集团生产的粗糙度仪(时代粗糙度仪)在国内占有80%左右的市场份额。粗糙度仪从测量原理上主要分为两大类:接触式和非接触式,接触式粗糙度仪主要是主机和传感器的形式,非接触式粗糙度仪主要是光学原理例如激光表面粗糙度仪。从测量使用的方便性上说又可分为:袖珍式表面粗糙度仪(代表性产品主要有:时代TR100、TR101、TR110、TR150袖珍式表面粗糙度仪和现已停产的英国泰勒DUO袖珍式表面粗糙度仪)、手持式粗糙度仪(代表性产品主要有TR200/220手持式粗糙度仪、泰勒25粗糙度仪、M1/M2粗糙度仪等品牌型号,不一一列举)、便携式粗糙度仪(代表性产品主要有TR240便携式粗糙度仪和TR300粗糙度形状测量仪等)、台式粗糙度仪(品牌型号较多一一列举,有些手持式粗糙度仪和便携式粗糙度仪配上相应的测量平台即可以当台式粗糙度仪使用)。粗糙度仪从功能又可划分为:表面粗糙度仪、粗糙度形状测量仪(TR300粗糙度形状测量仪是界于表面粗糙度仪和表面粗糙度轮廓仪之间的一款测量表面粗糙度的仪器,也可说是微观表面粗糙度轮廓仪)和表面粗糙度轮廓仪(代表性产品主要有英国泰勒表面粗糙度轮廓仪、德国马尔粗糙度轮廓仪、德国霍梅尔表面粗糙度轮廓仪、日本三丰表面粗糙度轮廓仪)。 粗糙度仪测量原理 测量工件表面粗糙度时,将传感器放在工件被测表面上,由仪器内部的驱动机构带动传感器沿被测表面做等速滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏整流器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统,DSP芯片将采集的数据进行数字滤波和参数计算,测量结果在液晶显示器上读出,也可在打印机上输出,还可以与PC机进行通讯。
便携式粗糙度仪如何检定,Mahr M2 请高人指点
主要术语及定义 (1)取样长度l 取样长度是用于判断和测量表面粗糙度时所规定的一段基准线长度,它在轮廓总的走向上取样。 (2)评定长度Ln 由于加工表面有着不同程度的不均匀性,为了充分合理地反映某一表面的粗糙度特性,规定在评定时所必须的一段表面长度,它包括一个或数个取样长度,称为评定长度Ln。 (3)轮廓中线m 轮廓中线m是评定表面粗糙度数值的基准线。 评定参数及数值 国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。 高度参数共有三个: (1)轮廓算术平均偏差Ra 在取样长度l内,轮廓偏距绝对值的算术平均值。[img]http://ng1.17img.cn/bbsfiles/images/2006/11/200611242145_33573_1634962_3.jpg[/img][img]http://ng1.17img.cn/bbsfiles/images/2006/11/200611242148_33579_1634962_3.jpg[/img](2)微观不平度十点高度Rz 在取样长度内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。 (3)轮廓最大高度Ry 在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。 间距参数共有两个: (4)轮廓单峰平均间距S 两相邻轮廓单峰的最高点在中线上的投影长度Si,称为轮廓单峰间距,在取样长度内,轮廓单峰间距的平均值,就是轮廓单峰平均间距。 (5)轮廓微观不平度的平均间距Sm 含有一个轮廓峰和相邻轮廓谷的一段中线长度Smi,称轮廓微观不平间距。 综合参数 (6)轮廓支承长度率tp 轮廓支承长度率就是轮廓支承长度np与取样长度l之比。 粗糙度代号及标注 表面粗糙度的代号见下表和图 [img]http://ng1.17img.cn/bbsfiles/images/2006/11/200611242146_33576_1634962_3.jpg[/img][img]http://ng1.17img.cn/bbsfiles/images/2006/11/200611242146_33578_1634962_3.jpg[/img]表面粗糙度的测量 表面粗糙度的测量方法有下述四种: (1)比较法 比较法是车间常用的方法。将被测表面对照粗糙度样板,用肉眼判断或借助于放大镜、比较显微镜比较;也可用手摸,指甲划动的感觉来判断被加工表面的粗糙度。此法一般用于粗糙度参数较大的近似评定。 (2)光切法 光切法是利用"光切原理"来测量表面粗糙度。 (3)干涉法 干涉法是利用光波干涉原理来测量表面粗糙度。 (4)针描法 针描法是利用触针直接在被测表面上轻轻划过,从而测出表面粗糙度的Ra值。
表面粗糙度仪的工作原理 引 言表面质量的特性是零件最重要的特性之一,在计量科学中表面质量的检测具有重要的地位。最早人们是用标准样件或样块,通过肉眼观察或用手触摸,对表面粗糙度做出定性的综合评定。1929年德国的施马尔茨(G.Schmalz)首先对表面微观不平度的深度进行了定量测量。1936年美国的艾卜特(E.J.Abbott)研制成功第一台车间用的测量表面粗糙度的轮廓仪。1940年英国Taylor-Hobson公司研制成功表面粗糙度测量仪(3)测量方式不灵活,例如:评定长度的选取,滤波器的选择等;(4)测量结果的输出不直观。造成上述几个方面不足的主要原因是:系统的可靠性不高,模拟信号的误差较大且不便于处理等。图4 改进后的表面粗糙度测量仪工作原理框图要采用计算机系统对传统的表面粗糙度测量仪进行改进,就要编制相应的计算机软件,最好采用比较直观的菜单形式。可以按如图5所示的菜单使用流程图编制软件:图5 菜单使用流程框图3.2 改进后的表面粗糙度测量仪的功能及使用效果由于采用计算机系统,将模拟信号转换为数字信号进行灵活的处理,显著地提高了系统的可靠性,所以既大大增加了测量参数的数量,又提高了测量精度。例如:哈尔滨量具刃具厂制造的2205型表面粗糙度测量仪的测量参数多达二十六个,测量范围为0.001~50另一方面,若在表面粗糙度测量仪测量实验的教学过程中引入改进后的表面粗糙度测量仪,就实验的直观教学功能而言,也很有意义。改进后的电动输廓仪,通过计算机软件与硬件的结合(尤其是软件)大大加强了实验过程的直观性,这体现在以下几个方面:(1)整个实验过程非常直观地通过软件的各级菜单进行控制。操作简单、一目了然。(2)输入与显示同步,即在测量进行过程的同时,触针在被测表面上滑行的轨迹动态地显示在计算机屏幕上。(3)测量结果及相关图形能非常直观地、准确地输出在显示器、打印机或绘图仪上。很显然,以上这些直观的教学效果是其它传统的表面粗糙度测量实验方法所不具备的。它在得到正确的测量结果的同时,还充分运用了直观教学的原理,帮助学生加深对表面粗糙度的概念及其各种参数的直观理解。"FONT-FAMILY: " Courier New?;4 结 语(1)传统的表面粗糙度测量仪由传感器、驱动器、指零表、记录器和工作台等主要部件组成,从输入到输出全过程均为模拟信号。而在传统的表面粗糙度测量仪的基础上,采用计算机系统对其进行改进后,通过模-数转换将模拟量转换为数字量送入计算机进行处理,使得仪器在测量参数的数量、测量精度、测量方式的灵活性、测量结果输出的直观性等方面有了极大的提高。(2)从前面的分析知,整个改进方案并不复杂,因此对于目前仍广泛使用的传统的表面粗糙度测量仪的改进具有一定的意义。(3)随着电子技术的进步,某些型号的表面粗糙度测量仪还可将表面粗糙度的凹凸不平作三维处理,测量时在相互平行的多个截面上进行,通过模-数变换器,将模拟量转换为数字量,送入计算机进行数据处理,记录其三维放大图形,并求出等高线图形,从而更加合理的评定被测面的表面粗糙度。
[color=#000000]粗糙度轮廓仪为粗糙度及轮廓的复合机。轮廓传感器对工件的宏观表面轮廓、二维尺寸进行测量 与检验,粗糙度传感器对工件的微观表面进行测量与检测[/color][b]特点[/b][color=#000000]1、高精度摩擦式导轨结构,具有优异稳定的运动精度。经专用算法修正后,具有极高的直线度精度。精度保持长久,只需简单的修正操作即可修复成出厂的高精度状态;[/color][color=#000000]2、轮廓测针测杆采用快速的磁吸结构,具有定位精度高、更换快捷的特点。软件对不同类型的测针测杆进行校正并保存校正参数,更换测针测杆时,因磁吸结构具有定位精度高的特点,而无需再次校正,大大提高仪器的使用便利性和测量效率;[/color][color=#000000]3、原始数据自动保存,便于多次标注,软件标注与 CAD 同理;[/color][color=#000000]4、可将测量的图形结果转化为 DXF 格式,可将测量结果以 Excel 表格格式输出;[/color][color=#000000]5、可以对操作进行无限次的撤销及恢复操作;[/color][color=#000000]6、采用独立的轮廓、粗糙度测量传感器,即保持大量程轮廓测量需求,亦能高精度测量粗糙度;[/color][color=#000000]7、粗糙度采用触针式无导头测量,残值轮廓可低于 5nm!实现高精度的粗糙度测量,特别在测量零件的圆弧面、斜面、窄槽的槽底、槽侧面的粗糙度时,具有带导头式粗糙度测量无法比拟的精度和测量便利性。[/color][img]https://p3.toutiaoimg.com/img/tos-cn-i-qvj2lq49k0/4372814fa2524f599af2d76e04cb37f0~tplv-tt-shrink:640:0.image[/img]【英徕铂】英徕铂ENLAB,物性检测仪器品牌,为国内市场提供数百种物性检测仪器,为科研工作者提供检测仪器解决方案与服务
本资料给出的参数符合GB/T3505-2000《产品几何技术规范表面结构 轮廓法 表面结构的述语、定义及参数》 、符合GB/T6062-2002《产品几何量技术规范(GPS)表面结构 轮廓法接触(触针)式仪器的标称特性》。表面粗糙度关键技术术语: (1)表面粗糙度: 取样长度L 取样长度是用于判断和测量表面粗糙度时所规定的一段基准线长度,它在轮廓总的走向上取样。 (2)表面粗糙度: 评定长度Ln 由于加工表面有着不同程度的不均匀性,为了充分合理地反映某一表面的粗糙度特性,规定在评定时所必须的一段表面长度,它包括一个或数个取样长度,称为评定长度Ln。 (3)表面粗糙度: 轮廓中线(也有叫曲线平均线)M 轮廓中线M是评定表面粗糙度数值的基准线。 评定参数及数值: 国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。 表面粗糙度高度参数共有三个: (1)轮廓算术平均偏差Ra : 在取样长度L内,轮廓偏距绝对值的算术平均值。 (2)微观不平度十点高度Rz 在取样长度L内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。 (3)轮廓最大高度Ry 在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。 表面粗糙度间距参数共有两个: (4)轮廓单峰平均间距S 两相邻轮廓单峰的最高点在中线上的投影长度Si,称为轮廓单峰间距,在取样长度L内,轮廓单峰间距的平均值,就是轮廓单峰平均间距。 (5)轮廓微观不平度的平均间距Sm 含有一个轮廓峰和相邻轮廓谷的一段中线长度Smi,称轮廓微观不平间距。 表面粗糙度综合参数: (6)轮廓支承长度率tp 轮廓支承长度率就是轮廓支承长度np与取样长度L之比。 另附: 中美表面粗糙度对照表中国旧标准( 光洁度)中国新标准( 粗糙度)Ra美国标准(微米 )Ra美国标准( 微英寸),Ra▽46.38.003206.30250▽53.25.002004.001603.20125▽61.62.501002.00801.6063▽70.81.25501.00400.8032▽80.40.6325[/al
一直想研究这个问题,通常我们做硬度试验的时候,要检测的试样是检测面要求粗糙度呢,还是检测面和支撑面都要求粗糙度,另外布氏、洛氏、维氏这三种试验分别又是怎样规定的呢

[align=center][b]试样表面粗糙度对洛氏硬度测试结果的影响[/b][/align][align=center]杨德维[/align][align=left]摘 要:通过相关试验分析和探讨试样表面粗糙度对洛氏硬度测试结果的影响,并指出其对实际工作的指导性意义。[/align]关键词:表面粗糙度、洛氏硬度、国家标准、试验原理1 引言 硬度是评定金属力学性能常用指标之一,就已经标准化的金属硬度试验方法而言,硬度的实质是材料抵抗另一较硬材料压入的能力。硬度是体现材料弹性、塑性、强度、韧性及磨损抗力等多个物理量的综合性能,通过硬度试验可以反映金属材料在不同的化学成分、组织结构及热处理工艺条件下性能的差别,因此硬度试验广泛应用于金属材料性能的检验、监督热处理工艺质量及新材料的研制。 硬度试验的特点是:它属于在非破坏条件下进行的试验,测试方法比较简单,对试样的形状及尺寸适应性较强,试验效率较高,这些都是硬度试验方法得到广泛适用的原因。 目前,我国已经有了布氏硬度、维氏硬度、洛氏硬度、里氏硬度、努氏硬度和肖氏硬度试验方法的国家标准。虽然硬度试验方法相对比较简单,但影响测试结果准确度和离散度的因素很多,比如:试验装置、试样、操作方法等,这些因素在不同的硬度试验方法中影响的程度各不相同。2 试样表面粗糙度对洛氏硬度测试结果的影响2.1 国家标准规定 本次选取洛氏硬度,来进行试样表面粗糙度对洛氏硬度测试结果影响的探讨和研究。 GB/T 230.1-2009《金属材料洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)》中对试样的表面质量规定:“试样表面应光滑平坦,无氧化皮及外来污物,尤其不应有油脂,建议试样表面粗糙度Ra不大于0.8μm,产品或材料标准另有规定除外。”此规定是在2004版标准发布时增加的内容。 从标准要求中我们不难看出两个要点:一、要尽量保证试样表面是一个平面;二、要求表面粗糙度不能过于粗糙。2.2 试验准备 为了研究表面对洛氏硬度测试结果准确度和离散度的影响我们也做个一些试样实物的研究。 我们加工了一些试样。为了避免其他因素,如试样的材质、硬度均匀性、试样厚度等引入的测试误差,我们设计了如下方案:首先选取一根直径为40mm的棒材,经过一定的热处理工艺得到某一硬度,然后用线切割的方法获得厚度为10mm的试样,分别对试样表面进行机加工获得不同的表面粗糙度:Ra3.2、Ra1.6、Ra0.8、Ra0.4、Ra0.2,分别对试样进行测量,从测试数据分析表面粗糙度度对洛氏硬度的影响;选取30HRC和50HRC分别加工两组这样的试样。2.3 实测数据 按照设计的方案,试样加工完成后,用表面粗糙度测试仪对试样的表面粗糙度进行了测试,得到了两组粗糙度梯度明显的试样,见表1。[img=,674,158]http://ng1.17img.cn/bbsfiles/images/2017/08/201708251711_01_3048281_3.png[/img][img=,690,284]http://ng1.17img.cn/bbsfiles/images/2017/08/201708251711_02_3048281_3.png[/img][img=,560,252]http://ng1.17img.cn/bbsfiles/images/2017/08/201708251712_01_3048281_3.png[/img][img=,690,527]http://ng1.17img.cn/bbsfiles/images/2017/08/201708251711_04_3048281_3.png[/img][img=,482,253]http://ng1.17img.cn/bbsfiles/images/2017/08/201708251712_02_3048281_3.png[/img][img=,487,248]http://ng1.17img.cn/bbsfiles/images/2017/08/201708251711_03_3048281_3.png[/img]2.4 试验结论 从这两组数据可以看出,试样表面粗糙度值大于0.8μm时,随着粗糙度增加,洛氏硬度示值变化波动增大,试验数据比较分散,硬度值减小,而小于等于0.8μm时,硬度示值变化波动减小,硬度值也趋于稳定。3 分析 硬度的实质是材料抵抗另一较硬材料压入的能力,洛氏硬度试验是使用测量压痕深度的原理计算硬度值。 试样表面粗糙度的增加表明微观上表面的凹凸不平幅度变大,在相同试验力作用下压头压入时所受到的抗力就减小了,压入深度就会更大些,因此在较粗糙的试样上反映出的洛氏硬度值偏小。当试样表面粗糙度减小,即试样表面向理想平面接近,那么其表面的凹凸不平幅度减小,压头压入的抗力增加,压入深度就会减小,硬度值变大;但当粗糙度达到一定值时,此种变化的斜率会趋于水平。4 结论4.1 当试样表面粗糙度变大时,洛氏硬度试验数据的离散度变大。4.2试样表面粗糙度值大于0.8μm时,随着粗糙度增加,洛氏硬度示值变化波动增大,硬度值减小。4.3 试样表面粗糙度值小于等于0.8μm时,硬度示值变化波动减小,硬度值也趋于稳定。4.4 国家标准规定“试样表面粗糙度Ra不大于0.8μm”是合理的,可以保证测试结果的准确度和离散度。5 结论对实际应用的指导性 表面粗糙度对洛氏硬度测试结果有着一定的影响,国家标准关于洛氏硬度测试过程种关于表面粗糙度的规定虽然是建议性的,但是对于我们检测机构来说却是合理和必要的。 在其他硬度的国家标准中对试样表面粗糙度也有类似的要求,所以我们在硬度的检测时一定要考虑到表面粗糙度度对硬度测试结果的影响。如果表面粗糙度达不到标准规定的要求,应考虑测试结果的准确性和应对试样在不破坏硬度的基础上对表面进行必要的加工处理。

TR200粗糙度仪如何保养?TR200粗糙度仪的日常维护保养应注意以下几个方面:1、每天开机后,用酒精(无水乙醇,99.97%)清洁大理石工作台及立柱大理石部分。注意:不要用酒精擦拭驱动箱外壳,因为,外壳部分表面是喷涂油漆的,容易起化学反应,用酒精擦拭后容易影响外观的美观。2、注意大理石工作台的T型槽、立柱的丝杆及立柱导轨(立柱后面金属部分)的防锈,定期涂防锈油特别是放长假时一定要注意。3、在不使用时,应将TR200粗糙度仪探针拆下放置在专用的探针盒里。4、需要定期检查TR200粗糙度仪供电电源的电压,请用户设备维护专业人员配合,具体方法:检查电压值是否在110~~240Vac之间?电压的波动是否在允许范围之内?L–火线、N–零线、E–接电线的相序及电压是否正确?5、外部供电有无UPS不间断电源保护装置?(必须安装),为了防止当电源送电和突然断电引起的峰值电压对控制箱内电路板、电脑及电子元件的损坏。6、TR200粗糙度仪的环境温度及湿度是否在允许范围之内?操作环境温度的范围:15~~30摄氏度,温度梯度变化允许范围:小于2摄氏度(一般环境要求,如加工现场);操作环境温度的范围:18~~22摄氏度,温度梯度变化允许范围:小于2摄氏度(标准计量室);湿度要求:45%~~75%之间。http://ng1.17img.cn/bbsfiles/images/2012/08/201208180850_384364_1813720_3.jpg
表面粗糙度仪(光洁度)的国家标准主要术语及定义 本资料给出的参数符合GB/T3505-2000《产品几何技术规范表面结构轮廓法表面结构的述语、定义及参数》、符合GB/T6062-2002《产品几何量技术规范(GPS)表面结构轮廓法接触(触针)式仪器的标称特性》。 图一:放大n倍后的工件截面/表面粗糙度及轮廓: /uppic/11-08/30/30121811.jpg图二:各种加工方法能得到的表面光度: /uppic/11-08/30/30121920.jpg图三:常见的表面粗糙度仪的工件测量: /uppic/11-08/30/30122201.jpg表面粗糙度关键技术术语: (1)表面粗糙度:取样长度L 取样长度是用于判断和测量表面粗糙度时所规定的一段基准线长度,它在轮廓总的走向上取样。 (2)表面粗糙度:评定长度Ln 由于加工表面有着不同程度的不均匀性,为了充分合理地反映某一表面的粗糙度特性,规定在评定时所必须的一段表面长度,它包括一个或数个取样长度,称为评定长度Ln。 (3)表面粗糙度:轮廓中线(也有叫曲线平均线)M /uppic/11-08/30/30122607.jpg 轮廓中线M是评定表面粗糙度数值的基准线。 评定参数及数值: 国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。 表面粗糙度高度参数共有三个: (1)轮廓算术平均偏差Ra : /uppic/11-08/30/30122654.jpg 在取样长度L内,轮廓偏距绝对值的算术平均值。 (2)微观不平度十点高度Rz /uppic/11-08/30/30122743.jpg 在取样长度L内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。 (3)轮廓最大高度Ry /uppic/11-08/30/30122822.jpg 在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。 表面粗糙度间距参数共有两个: (4)轮廓单峰平均间距S 两相邻轮廓单峰的最高点在中线上的投影长度Si,称为轮廓单峰间距,在取样长度L内,轮廓单峰间距的平均值,就是轮廓单峰平均间距。 (5)轮廓微观不平度的平均间距Sm 含有一个轮廓峰和相邻轮廓谷的一段中线长度Smi,称轮廓微观不平间距。 表面粗糙度综合参数: (6)轮廓支承长度率tp [align=lef
求助各位大大: 我想完善实验室检测能力,准备增加表面粗糙度试验中的峰值数RPc和波纹度Wca的测量,现在遇到以下几个问题,希望有经验的各位前辈能够帮小弟一把,不胜感谢!1、关于标准块: 峰值数和波纹度的测量是否有标准块?标准块的定值范围有哪几种?标准块的材质有哪几种,哪种的比较好(铁的易长锈)?要定制的话,哪个公司的比较好?有木有联系方式。2、关于试验设备的使用和维护: 有些粗糙度试验仪器的触针比较灵敏,使用时应注意什么?平时如何维护(天天要用)?(厂家建议我们测完一批后拆下放到触针盒子里,用的时候再装上,这样频繁拆卸我怕仪器容易损坏)3、粗糙度仪检定/校准的时候,是只检仪器还是只检标准块还是仪器和标块一起检定/校准?为啥?
手持式粗糙度仪适用于冷轧钢生产现场,科研实验室和工厂计量室。手持式粗糙度仪可测量多种机加工零件的表面粗糙度,根据选定的测量条件计算相应的参数,在液晶显示器上清晰地显示全部测量结果及图形,并可在打印机上输出,亦可与PC机进行通讯。具有测值存储及存储数据查询功能。表面粗糙度仪功能特点:● 高精度电感传感器;● 可测量显示19个粗糙度参数;● 采用DSP(数字信号处理器)进行数据处理和控制,速度快,功耗低;● 高品质锂离子充电电池,容量高,无记忆效应,连续工作大于20小时;● 连接时代TA220S打印机,可以打印测量参数及轮廓图形; ● 标准RS232接口,可与PC机通讯; ● 中英文菜单式操作界面;● LCD图形显示功能;● 传感器触针位置指示;● 带存储功能的自动关机;● 带有测值存储功能及存储数据查询功能;● 带有系统自检功能;● 可自定义系统时钟,开机时显示当前时钟,存储测量值时显示时间;● 可测量Rk参数及显示Rk曲线图。粗糙度仪技术参数:测量参数Ra、Rz(ISO)、Ry、Rq、Rt、Rp、Rv、Rz(JIS)、Rmax、R3z、RSk、RS、RSm、RPc、Rk、Rpk、Rvk、Mr1、Mr2测量范围Ra:0.025-12.5μm显示范围Ra、Rq:0.005-16μm,Rz、Ry、Rt、Rp、Rv、Rmax、R3z、Rz(JIS):0.02-160μm,RS、RSm:1mm,Rmr:0-100%(%Rt),Rsk:0-100%量程范围±20μm、±40μm、±80μm最高显示分辨率0.001μm滤波方式RC、PC-RC、GAUSS、D-P取样长度0.25mm、0.8mm、2.5mm、自动评定长度1L-5L(可选),L为取样长度测量行程长度3L-7L(可选)最大驱动行程长度17.5mm/0.71inch最小驱动行程长度1.3mm/0.052inch示值误差≤±10%示值变动性≤6%针尖角度90°显示方式128×64点阵液晶(带背光)工作环境温度:0oC- 40oC,相对湿度:<90%重量440g外型尺寸140×52×48mm表面粗糙度仪标准配置:主机、TS100标准传感器、电源适配器、多刻线样板、传感器护套、支架便携式粗糙度仪可选附件:TS110曲面传感器、TS120小孔传感器、TS130沟槽传感器、TS131深槽传感器、TA610测量平台、TA620测量平台、TA630微调平台、TA631微调平台、TA230微型打印机、侧向转接杆、接长杆、V型块、连接体部件、驱动器连接轴、PC软件
用途:测试黑色橡胶辊粗糙度,直径5~15mm,粗糙度在零点几个微米到2微米之间。要求:径向运动测试(不是轴向),价格20万以下。
目前,检测表面粗糙度比较常用的方法是比较法、光切法、干涉法、触针法和印模法等,而其中触针法因其测量迅速方便、测量精度高、使用成本较低等良好特性而得到广泛使用。当采用触针法对加工工件表面进行表面粗糙度测量时,探测头上的触针在被测表面轻轻划过。由于存在轮廓峰谷的起伏,所以触针将在垂直与被测轮廓表面方向上产生上下起伏的移动。这种移动量虽然非常微细,但足以被敏感的电子装置捕捉并加以放大。放大之后的信息则通过指示表或其他输出装置以数据或图形的方式输出。这就是触针式表面粗糙度测量仪的工作方式。其中,按其传感器类型可以分:电感式、压电式、光电式等;按其指示方式又可分为:积分式、连续移动式。触针式表面粗糙度测量仪由传感器、驱动箱、指示表、记录器和工作台等主要部件组织。其中电感传感器的工作原理为:传感器测杆一端装有触针(由于金刚石耐磨、硬度高的特点,触针多选用金刚石材质),触针的尖端要求曲率半径很小,以便于全面的反映表面情况。测量时将触针尖端搭在加工工件的被测表面上,并使针尖与被测面保持垂直接触,利用驱动装置以缓慢、均匀的速度拖动,当触针在被测表面拖动滑行时,将随着被测面的轮廓峰谷表面作反向上下运动,并将运动幅度放大,从而使包围在磁芯外面的两个差动电感线圈的电感量发生变化,并将触针微笑的垂直位移转化为同步成比例的电信号。
粗糙度测试仪标准?
本人欲购粗糙度仪,请各位指点,哪家的物美价廉?
明克斯SRT-6210粗糙度仪可以广泛适用于生产现场,可测量多种机加工零件的表面粗糙度,根据选定的测量条件计算出相应的参数,在液晶显示器上清晰地显示出全部测量参数。 SRT-6210粗糙度仪具有多参数测量的功能,能够测量Ra.Rz.Rq.Rt等多种参数,并且具有高精度电感传感器和RC.PC-RC.GAUSS.D-P四种滤波方式;其内置鋰离子充电电池及充电控制电路,容量高;外观机电一体化设计,体积小,重量轻,使用方便,内置标准RS232接口可与PC机通讯;本身也具有自动关机功能。此表有两种关机方式:一种为手动关机,另外一种为键盘操作5分钟关机。此表能记忆7组测量数据及测量条件以备下次查看或连机处理和具有公英制转换功能。总体净重约为420克左右,外型尺寸为140×52×48mm。
粗糙度仪又叫表面粗糙度仪、表面光洁度仪、表面粗糙度检测仪、粗糙度测量仪、粗糙度计、粗糙度测试仪等多种名称。该仪器是传感器主机一体化的袖珍式仪器,具有手持式特点。1、工作原理当传感器在驱动机构的驱动下沿被测表面作匀速直线运动时,其内部垂直于工作表面的触针随工作表面的微观不平轮廓产生垂直方向的位移,再通过传感器将位移变化量转换成电量的变化,将该电信号进行放大,滤波,经A/D转换为数字信号,再经DSP处理,计算出Ra、Rz、Rq、Rt值并显示。2、产品用途本产品属于便携式表面粗糙度仪,具有测量精度高、测量范围宽、操作简便、便于携带、工作稳定等特点,可以广泛应用于各种金属与非金属的加工表面的检测,该仪器是传感器主机一体化的袖珍式仪器,具有手持式特点,更适宜在生产现场使用。3、产品特点◇机电一体化设计,体积小,重量轻,使用方便;◇采用 DSP 芯片进行控制和数据处理,速度快,功耗低;◇大量程,多参数 Ra,Rz,Rq,Rt。◇高端机器增加 Rp,Rv,R3z,R3y,RzJIS,Rs,Rsk,Rsm,Rku,Rmr 等参数;◇128×64 OLED 点阵显示器,数字/图形显示;高亮无视角;◇显示信息丰富、直观、可显示全部参数及图形;◇兼容 ISO、DIN、ANSI、JIS 多个国家标准;◇内置锂离子充电电池及充电控制电路,容量高、无记忆效应;◇有剩余电量指示图标,提示用户及时充电;◇可显示充电过程指示,操作者可随时了解充电程度◇连续工作时间大于 20 小时◇超大容量数据存储,可存储 100 组原始数据及波形。◇实时时钟设置及显示,方便数据记录及存储。◇具有自动休眠、自动关机等节电功能◇可靠防电机走死电路及软件设计◇显示测量信息、菜单提示信息、错误信息及开关机等各种提示说明信息;◇全金属壳体设计,坚固、小巧、便携、可靠性高。◇中/英文语言选择 ◇可连接电脑和打印机;◇可打印全部参数或打印用户设定的任意参数。◇可选配曲面传感器、小孔传感器、测量平台、传感器护套、接长杆等附件。[img=,300,463]https://ng1.17img.cn/bbsfiles/images/2022/11/202211241622452810_7413_5568994_3.png!w489x756.jpg[/img]【英徕铂】英徕铂ENLAB,物性检测仪器品牌,为国内市场提供数百种物性检测仪器,为科研工作者提供检测仪器解决方案与服务
各位大侠请赐教,有何仪器可以直接测出粗糙度仪的Rpm值,RA值=?P
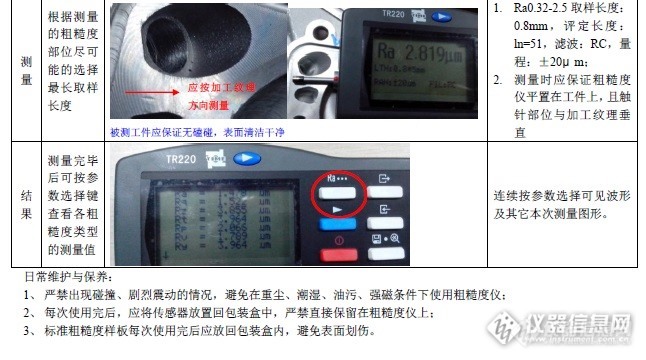
粗糙度仪在硬度试验和拉伸试验中的应用其实还是挺广的,包括布氏硬度试验表明的粗糙度确认,拉伸试样表明粗糙度是否合格等都会用上,特此分享粗糙度仪的作业指导书,供大家参考。http://ng1.17img.cn/bbsfiles/images/2015/11/201511121031_573195_2462198_3.jpghttp://ng1.17img.cn/bbsfiles/images/2015/11/201511121031_573196_2462198_3.jpghttp://ng1.17img.cn/bbsfiles/images/2015/11/201511121031_573197_2462198_3.jpghttp://ng1.17img.cn/bbsfiles/images/2015/11/201511121031_573198_2462198_3.jpg
一.负荷曲线与缸孔内壁的粗糙度评定 1.负荷曲线的定义 标准DIN EN ISO4287引入了特性值“轮廓材料比Rmr(C)”(Roughness profile material ratio)和负荷曲线、又称“材料比例曲线”(Material ratio curve)的概念。 而特性值Rmr(C)则为: 差异很大的表面微观结构将对应不同的负荷曲线。 然而,更为重要的还是由此派生出的那些有针对性的粗糙度评定参数,它们在反映和监控工件表面加工质量时,发挥了十分重要的作用。一个有代表性的实例就是对缸孔表面的评定。 2.负荷曲线应用的典型实例 在发动机中,除了承受的负载、运动的方式、零件的材质和润滑剂的性状外,零件表面的微观形状也对产品工作性能有着巨大影响。 那么,怎样才能使经过研磨加工的缸壁成为高耐磨的表面——既能降低油耗,还能通过减少摩擦来延长发动机的寿命,并借助形成的储油槽体系在工作面接近磨损极限状态时起到保护作用呢? 德国通过制定标准DIN 4776,率先提出了一组粗糙度评定指标。在之后的若干年中,这一指标先后被ISO组织和一些工业化国家所接受,并体现在相关的标准中,如ISO13565-2:1996和日本的JISBO671-2:2002中。 整个评定过程建立在前面介绍过的负荷曲线、即材料比例曲线的基础上。Mr是用百分比表示的轮廓支承长度率,其含义与前面引入的特性值“轮廓材料比Rmr(C)”是一致的,但从之後的介绍可知,作为粗糙度评定参数,只采用有特定含义的Mr1和Mr2。 处理方式为:以一段支承长度率为40%的直线,沿着负荷曲线的中段移动,直到与曲线的拟合程度最好、且斜率为最小时为止,然後把直线向两端延长,从而获得最重要的一项评定参数Rk。 客观地讲,缸孔表面经研磨後,其负荷曲线的中段近似於直线(见图5),因此上述过程还比较易于实现。 由对应于Rk的两截止线—也就是决定Rk高度的两平行线与负荷曲线的交点,可得到Mr1和Mr2。再通过这两点分别“左斜向上”、“右斜向下”,形成2个直角三角形,它们的顶点就决定了参数Rpk和Rvk。以深色阴影表示的2个三角形的面积应与负荷曲线被截的面积相等。 在这些评定参数中,Rk称为中心区峰谷高度,又称有效负荷粗糙度。从其形成机制来看,相对於给定的一个值,它对应最大的轮廓支承长度率。故Rk的实质是这部分的中心区深度将在高负载运行中被磨损掉,但又能最大程度地达到耐磨性。 Rpk是超过中心区峰谷高度的轮廓波峰平均高度,又被称为初期磨损高度,而Rvk是从中心区下限到有实体材料的轮廓波谷的平均深度,它反映了润滑油的储存深度,体现了摩擦付在高负载工况下的失灵保护。 Mr1和Mr2分别为波峰、波谷轮廓支承长度率,由轮廓中心区上、下截止线决定,其实Mr1表示了表面的初期磨损负荷率,而Mr2则为长期磨损负荷率。 下面是一组有代表性的缸孔内壁粗糙度评定要求,来自某一汽车发动机厂:Rk 1.5~3.0,Rpk 0.3,Rvk 0.9~1.6,Mr1 10%,Mr2 80~95%。 3.负荷曲线系列参数的应用情况 在对缸孔内壁进行粗糙度检测中,上述评定参数已得到广泛应用,经过对国内一些主流汽车发动机厂和柴油机厂的调查,超过三分之二的单位已然采用,包括一些国有企业和民营企业。至於仍然采用传统的粗糙度评定参数的企业,多数是柴油机厂。调查中只发现一家内燃机厂是选择Rz和tp作为评定参数的。 当然,Rk、Rpk、Rvk、Mr1和Mr2的适用范围并不只局限於发动机的缸孔,在其他一些零件(如活塞),以及变速箱中一些零件(如同步器)中也早已应用。近几年,从欧美一些大企业的轿车发动机曲轴技术要求中发现,曲轴主轴颈、连杆轴颈表面粗糙度的评定项目中,也已包含了Rk、Rvk和Rpk等评定参数。 二.轴承表面的粗糙度评定 轴承作为重要的、使用最广泛的机械基础件之一,为了确保其性能和额定的工作寿命,就对承载表面有着这样的要求,即工作面上不能存在任何突兀的波峰。但是,另一方面,为了获得较大的接触面积,使表面承受的压力分布均匀,在承载面上存在单个(即并非密集存在)波谷却是完全允许的。 评定参数Rp和Rpm的定义 鉴于此,标准DIN4762提出了粗糙度评定参数Rp和Rpm,并通过进一步引入与已有的评定参数Rz的比值,也作为一项指标,从而建立了可靠而又明确的识别、区分被测表面轮廓形状的模式。从图6可见,Rp和Rpm的定义有些类似于Rz: • Rp—评价长度ln由5个相等的单个取样长度le组成,RP/1~RP/5分别是各个le范围内轮廓的最高波峰至中心线的距离,称为单峰高度,而最大峰高Rp即为5个单峰高度中的最大值。 • Rpm—上述5个单峰高度的平均值就是Rpm,即 当Rpm值较小时,表面微观轮廓将呈现较宽的波峰和较窄的波谷,此时的峰顶会显示弧形,而谷底则会显示锐利状。 但这只是一种定性分析,为了能就被测表面的微观形状建立更有意义的定量识别模式,就要引入与另一项评定参数Rz的比值这一指标。当比值RPM / RZ0.5时,表面微观结构将为能满足耐磨要求的弧形、较宽波峰状(称为“半圆形蜂窝状轮廓”),而当RPM / RZ时,轮廓将呈尖锐、较窄的波峰,耐磨性差。 如同上文中介绍的Rk、Rpk等粗糙度评定参数,Rp、Rpm和微观结构识别模式的应用其实还是较广泛的,轴承类产品只是一个重要领域。在其他如导轨结构的运动面,乃至在一些工件或产品表面进行的喷涂、电镀之前,也会对其微观结构提出类似的相关要求。 三.连杆大头孔的粗糙度评定 1.大头孔内摩擦付的结构及演变 在发动机的活塞—连杆—曲轴运动机构中,与後者中的曲轴连杆轴颈组成摩擦付的,并非是连杆大头孔的内壁,而是一对(两半)轴瓦。 连杆大头孔不同於之前研究的缸孔,其内壁和轴瓦乃是紧紧地贴合在一起,两者之间不仅没有高频次的相对运动,而且还要求在传递高负荷的扭矩时竭力避免出现滑动,哪怕是很小的错移,以免影响发动机的运行。 为此,在产品结构和工艺上,采取了分别在两片轴瓦和分体的两半连杆上加工止口的方法,以防止产生滑移现象。 近年来,汽车发动机业界出於种种考虑,不断改进产品结构和修改工艺,上述连杆轴瓦止口限位工艺已在一些企业的新产品中被取消,且这种情况逐渐在增多。 显然,这种简化了的结构和工艺直接带来了对连杆大头孔内壁与轴瓦之间的配合会提出更高的要求,最基本的一点就是:被紧紧压入孔中的轴瓦与孔壁必须有足够的摩擦力,以确保发动机在高速运转中轴瓦不会有滑移。 2.粗糙度评定 为此,对连杆大头孔内壁的粗糙度提出了如下要求。 • Rz A±a • PC min n (±C) 第一项评定参数的指标值不同於习惯表示,而是要求Rz保持在一定范围内,以确保被测表面必须“粗糙”到一定程度。 另一项评定参数PC是从较早就已存在的二项由标准DIN4762、ISO4287确立的参数D和Sm衍生出来的,D称为轮廓峰密度,是在评定长度内,所测得的波峰和波谷的总数,而轮廓微观不平度的平均间距Sm是波峰之间在中线方向上的平均距离,虽然不作为主要参数,但也是国家标准(GB)规定的6项评定参数之一。 由欧洲标准EURONORM 49-83E和相近的美国标准ASME B46.1提出的评定指标PC被称为“标准化的轮廓波峰统计”,有时简称为“波峰计数(Peak Count)”,即在评定长度内,超过了所设定的统计边界上限和下限(C1,C2)的波峰和波谷的数目。 但必须指出,计数原则为轮廓线都超出边界的上下限,而且需要将评定长度内的PC转换成长度为10mm的标准距离。 一般情况下,统计边界位於中线的两侧,呈对称状,也就是C1=C2,当然,用户也可以根据自身的实际情况任意设定统计边界。 据此,我们就可以解读评定指标PC min n(±C)了,其含义是当统计边界为±C时,被测表面上10mm标准距离内的波峰计数值PC必须大於n。举一个实例予以说明: • Rz=(8±3)μm 取样长度0.8mm,评定长度4mm • PC min =170/cm统计边界 ±0.3μm 实际进行粗糙度测量时,仪器只经过4mm的评定长度,但在评定时,需转换到10mm的标准距离,并要求PC≧170,而统计边界为±0.3μm。 之所以要在连杆大头孔的加工工艺中设置这样的技术条件,目的就是确保当轴瓦压入後有足够的摩擦力,确切地说是粘合力,以抵御当发动机运转、连杆通过曲轴的连杆轴颈传递高载荷扭矩时不会发生滑移现象。 但类似前面介绍的一些评定参数,其实“波峰计数PC”在其他场合也有成功的应用,尤其对於冶金行业一些特殊需要的钢材,为满足涂饰性技术要求,也已将它列为必检的粗糙度评定指标。
有谁有用过粗糙度仪,有经验的人过来谈谈?国内的和国外的有什么区别,现在的粗糙度仪有哪些优缺点?
求租借粗糙度仪,要求能输出轮廓线等原始数据,量程在300微米以上,便携式,例如三丰SJ-411等,价格面议
粗糙度仪又叫表面粗糙度仪、表面光洁度仪、表面粗糙度检测仪、粗糙度测量仪、粗糙度计、粗糙度测试仪等多种名称,国外先研发生产后来才引进国内。粗糙度仪测量工件表面粗糙度时,将传感器放在工件被测表面上,由仪器内部的驱动机构带动传感器沿被测表面做等速滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏整流器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统。 产品特点:· 清晰的大型易进行读数字符显示· 便携式设计,可用于任何场所· 检测器/驱动部可拆卸,可在很小的空间内进行测量· 探针行程达 350mm(-200mm~+150mm)· 粗糙度参数与 ISO,DIN,ANSI 和 JIS 兼容· 提供包括基础参数 Ra,Rq,Rz,Ry 在内的 19 个分析参数。· 用户自定义功能可屏蔽不需要的参数。· 对所需参数进行 GO/NG 判断。· 通过简单的增益调整进行自动校准。· 自动休眠功能可有效节约能源。· 断电后仍可在存槠器中存10组不同的测量条件。· 可为 SPC 操作输出数据。· 外部设备可通过RS-232C端口与电脑或其它装置进行数据传输· 双电源系统 (AC适配器/内置充电电池 )· 带有专用便携式仪器箱,可安全传输· 可提供高精度粗糙度标准片· 可通过打印机选件打印输出测量数据
本人的一篇论文,里面用TEM测了位错,用AFM测了表面粗糙。位错的英文是dislocation,粗糙roughness,但审稿人在意见里提到了disorder这个东西,但不知道是指位错还是粗糙?位错和粗糙一般都不用这个词,但审稿意见里明显是指某个实验结果。知识面广的大贤,能指点下吗?非常感谢。这是原话:1. No discussion of the numbers obtained for the disorder in connection with other systems is made. 2. Error estimations for the experimental result of disorder are not given. It should be discussed how good interface roughness parameters can be determined by AFM image.从第一个问题看,好像在说位错,因为我对位错进行了计数,然后估计了位错密度,第一个问题中除了“disorder”不明白,整个句子也不明白,“ in connection”连接的是什么呢?是不是让我将不同材料系统的位错密度进行对比?不然system也不好理解。从第二个问题看disorder好像再说AFM的结果。也许审稿人没弄懂我的意思,提问不在点上,我也就弄不懂他的意思,也有可能审稿人把dislocation写错了,写成了disorder。
寻找粗糙度测试产线标准!
直读光谱仪对式样表面粗糙度有要求吗

http://ng1.17img.cn/bbsfiles/images/2017/01/201701111723_620778_3712_3.jpg1. 粗糙度轮廓测量仪表面轮廓评定:评定半径,角度, 距离, 坐标,圆,圆截面,确定各个点,相交各点,坐标轴,直线,垂直线,圆和圆截面,可对轮廓进行直线度、圆度分析等;同时实现下列功能:(1)建立回归直线和圆形(2)建立点、交点、自由点、中心点、最高点和最低点(3)建立坐标系统(4)计算半径、距离、角度、坐标及线性偏差(5)实际值与标称值比较(6)测量程序自动运行2. 粗糙度轮廓测量仪测量表面粗糙度参数:R粗糙度:Ra,Rq,Rz,Rmax,Rpc,Rz-JIS,Rt,Rp,Rv,R3z,RSm,Rs,Rsk,Rku, Rdq,Rlq,Rdc,RHSC,Rmr,Rz-L,Rp-L,R3z-L,Rdc-L,RMr-L,Pdc-L,PMr-L核心粗糙度:Rk,Rpk,Rvk,Rpkx,Rvkx,Mr1,Mr2,A1,A2,VoP轮廓参数:Pa,Pq,Pt,Pp,Pv,PSm,Psk,Pku,Pdq,Plq,Pdc,PHSC,PPc,PMr,W波度轮廓参数:Wa,Wq,Wt,Wp,Wv,WSm,Wsk,Wku,Wdg,Wdc,WMrMotif参数:R,Ar,W,Aw,Rx,Wx,Wte,Nr,Ncrx,Nw,Cpm,CR,CF,CLISO5436参数:Pt,D轮廓类型:支持D,P,W,R
因为AFM的扫描范围小,Z方向(提升高度)有限。AFM只能用于小范围的粗糙度测量。如果要进行大面积粗糙度的测量,有那位知道该使用什么仪器?或者AFM取多个小面积测量,然后得平均值是否可以...http://simg.instrument.com.cn/bbs/images/brow/em09511.gif
请求提供优质且售后规范及时的进口粗糙度仪厂家、型号等详细资料!谢谢!







 我要推广仪器
我要推广仪器
 下载APP
下载APP