推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-860-5168转4642
留言咨询
400-860-5168转4642
留言咨询
 400-860-5168转4642
留言咨询
400-860-5168转4642
留言咨询
 留言咨询
留言咨询



[align=center][font=-apple-system-font, BlinkMacSystemFont, &][font=-apple-system, BlinkMacSystemFont, &][size=16px][b]如何区分实物量具和测量仪器[/b][/size][/font][/font][/align][size=15px][font=-apple-system-font, BlinkMacSystemFont, &][color=#0080ff]原创 中国计量 计量资讯速递 8月2日[/color][/font][/size][size=12px][font=-apple-system-font, BlinkMacSystemFont, &]各位版友,计量资讯速递每周一都会发布计量使用与调修类干货好文哦。如需了解更多内容,请每周一记得阅览哦。[/font] 实物量具在JJF1001-2011《通用计量术语及定义》中的定义为“具有所赋量值,使用时以固定形态复现或提供一个或多个量值的测量仪器。” 实际工作中及很多计量专业书籍里将“实物量具”简称为“量具”,百度百科上也显示“量具是实物量具的简称”,但JJF1001里并没有给出“量具”这个简称,因此“实物量具”是不是简称为“量具”没有标准回答,只能根据上下文领会。“量具”一词通常在几何量计量中常用,但并不为几何量计量独有,十大类计量里都有“量具”和“仪器”之分。JJF1001之6.5的定义给出的七个实物量具的实例都不是几何量计量中的计量器具,但都称为实物量具。 JJF1001之6.5给出的实物量具的定义在结尾处使用了“测量仪器”,请注意这里的“测量仪器”在6.1条中与“计量器具”等同,它包含实物量具和非实物量具的仪器,这与通常所说的仪器不是同一个概念。也就是说实物量具是测量仪器(计量器具)的一个种类,与之相对应的另一个种类就是带有放大或(和)量值转换结构的计量器具,所以从大家口头上的习惯来看,一般把这种计量器具才真正称为“仪器”,而把实物量具简称为“量具”。 判断计量器具是不是实物量具,主要看它是否已经被明确地赋值。比如一个标准电阻、一个信号发生器、化学标准物质等,它们所提供的一些物理量的值都是已知的。比如一个标准频率计就不是实物量具,而一个输出标准频率信号的信号发生器就是实物量具。 因此,测量设备的结构中不带有量值放大或(和)量值转换结构或元器件的为实物量具,带有量值放大或(和)量值转换结构或元器件的测量设备为测量仪器。例如量块、砝码、光滑量规、螺纹量规、钢直尺、钢卷尺、标准电池、电阻、标准物质等不含有量值放大或(和)量值转换结构或元器件的测量设备,均属于实物量具的范畴。卡尺、千分尺、百分表等虽然也叫游标量具、微分类量具、指示类量具,但因其结构中含有传动放大机构,本质上属于“测量仪器”而不属于“量具”。 量具可分为单值量具,如砝码、量块、标准电池等;多值量具,如线纹尺、钢直尺、标准信号发生器等;成组量具,如砝码组、量块组等。有些量具必须与其他测量仪器一起使用才能进行测量,例如砝码只有借助天平或质量比较仪才能进行质量的测量,这种量具称为从属量具;有些量具不必借助于其他测量仪器而可单独进行测量,这种量具称为独立量具,例如直尺、量筒。 有必要提一下测量设备这个术语,它是包含范围最大的概念,包括为实现测量过程所必需的计量器具、标准物质、计算机软件、辅助设备及其组合等所有东西,包括有形的、无形的、硬件的、软件的、看得见和看不见的东西,按概念从大到小分别是测量设备、测量仪器(计量器具)、实物量具。 最后按一级注册计量师教材把经常接触到的实物量具归纳如下:砝码、量块、标准信号发生器、线纹尺、标准电阻、单刻度量杯、多刻度玻璃量具、电阻箱、可变电容、尺子、量杯、钢卷尺、钢直尺、注射器、铁路计量油罐车、标准硬度块、标准物质等。[/size][size=15px][/size][b][/b][align=center][size=14px][color=#888888]END[/color][/size][/align][align=center][size=14px][color=#888888]本文刊发于《中国计量》杂志2020年第7期[/color][/size][/align][align=center][size=14px][color=#888888]作者:新疆阿克苏地区计量检定所 刘凯 刘晓红[/color][/size][/align]

做钢卷尺的核查时,连自己都不知道这是一次核查,那时候我们中心还没有得到中国合格评定认可委员会的认可,当时的检测中心还没有现在那么规范。记得那次是客户验厂,公司为了节省公司开支,只对中心的计量仪器进行了校准,而对于要求准确率较低的生产部门的计量仪器则没有经过校准过。那天正好客户需要审核公司内部生产用钢卷尺的核查记录,听到这个我的头顿时“嗡”了一下,这可怎么办?因为这种方法不一定能够应付过去。于是我装作不知道,你说的核查记录是我们的对比证据吗?验厂审核员说对啊!就是用你校验的计量仪器和使用的设备作对比,看一下使用的仪器能否应用。听了这话,一语惊醒梦中人。于是,我向审核员承诺有的,不过路途太远(我们中心在工业园区,验厂是在总公司,来回得近一个小时),得等一会。审核员很是理解于是答应一小时后看到。在公司生产部门的配合下我快速取回了在校准有效期内的钢卷尺和生产使用中的钢卷尺,并取出钢卷尺的校准证书。开始了我的第一次钢卷尺核查经历,并在规定的时间内提供了核查的依据。首先我将校准过的钢卷尺校准证书进行了复印,作为验证材料,然后对使用的钢卷尺外观进行了核查,主要看钢卷尺的磨损程度,看刻度的清晰度。最后将校准的钢卷尺和使用中的钢卷尺并排放在同一水平线上,分别对钢卷尺中各刻度的一致性进行对比,看10cm等几处刻度的对齐程度。经过核查使用的钢卷尺竟然与校准的钢卷尺刻度一致。于是留下了自己平生第一次的核查材料。然后将核查结果及见证材料在有效的时间内提供给了审核员。当审核员看到我的校准结果及见证材料时,居然表扬了我,说是材料齐全。可他们那知我内心的恐怖。虽然这次验厂通过了,但是总结起来还是很冒险的。经过这次经历奉劝同行们:1. 千万别图一时之利,对该校验的设备必须定期严格校验。否则的话不但对检验的结果有影响,而且如果万一通过不了审核的话会导致客户退货,这会对公司的损失会远远大于所图的“一时之利”。2. 通过这次审核,也发现了一些可取之处,那就是材料方面,做任何的事情,必须有足够的证据证明自己测试的准确性,不论做什么事都必须做到这一点,否则的话你的工作等于白做。3. 在特殊的情况下,保持冷静的头脑时很有必要的。要善于从问题中找出原因,广开思路,从语言的字里行间发现解决问题的方法。4. 做事千万不要存在侥幸心里。只有在没有办法的时候才可以这种办法。5. 该方法核查系自创方法不确定度较多,结果并不完全正确,只供参考。 6. 如有其他好的建议,环境提出共同商议。附:核查过程图示http://ng1.17img.cn/bbsfiles/images/2012/10/201210011857_393986_1954597_3.jpg 图1——被校准的钢卷尺及校准证书部分内容http://ng1.17img.cn/bbsfiles/images/2012/10/201210011858_393987_1954597_3.jpg 图2——钢卷尺校准过程http://ng1.17img.cn/bbsfiles/images/2012/10/201210011858_393989_1954597_3.jpg 图3——钢卷尺校准起点从10cm开始http://ng1.17img.cn/bbsfiles/images/2012/10/201210011859_393990_1954597_3.jpg 图4——钢卷尺校准放置的位置
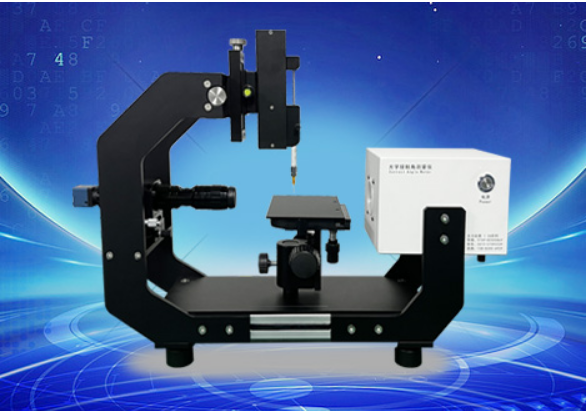
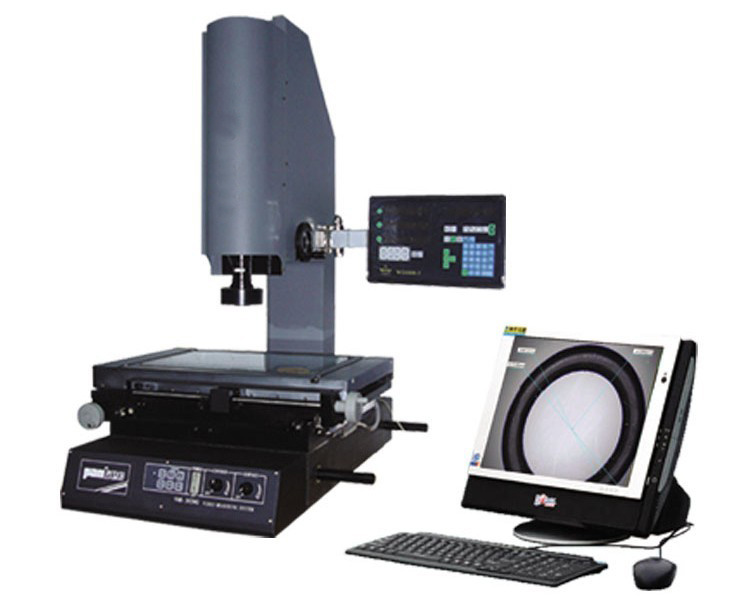
随着中国市场的科技技术日新月异,制造业对产品的精度要求越来越高,人为测量已无法满足客户要求,大家都开始借助仪器测量。目前市面上对于尺寸的测量主要是有二次元及三次元等。那么这些测量仪的区别在哪儿呢?目前市面的二次元测量仪、三次元测量仪、测量投影仪与五次元一键式测量仪的区别??? 现在市场的影像尺寸测量仪,有三次元测量仪、二次元测量仪和测量投影仪。而二次元测量仪跟测量投影仪难以区别,都是光学检测仪器,在结构和原 理上二次元测量仪通常是连接PC电脑上同时连同软件一起进行操作,精度在0.002MM以内,测量投影仪内部是自带微型电脑的,因此不需要再连接电脑,但在精度上却没有二次元测量仪那么精准,影像测量仪精度一般只能达0.01MM以内。三次元测量仪是在二次元测量的基础上加一个超声测量或红外测量探头,用于测量被测物体的厚度以及盲孔深度等,这些往往二次元测量仪无法测量,但三次元测量仪也有一定的缺陷:Ø 测高探头采用接触法测量,无法测量部分表面不 能接触的物体;Ø 探头工作时,需频繁移动座标,检测速度慢;Ø 因探头有一定大小,因些无法测量过小内径的盲孔;Ø 探头因采用接触法测量,而接触面有一 定宽度,当检测凹凸不平表面时,测量值会有较大误差,同时一般测量范围都较小。 光纤同轴位移传感器以非接触方式测量高度和厚度,解决了过去三角测距方式中无法克服的误差问题,因此开发出可以同轴共焦非接触式一键测量的3D轮廓测量设备成为亟待解决的热点问题。 针对现有技术的上述不足,提供五次元测量设备及其测量计算方法,具有可以非接触检测、更高分辨率、检测速率更快、一键式测量、更高精度等优点。五次元测量仪通过采用大理石做为检测平台和基座,可获得更高的稳定性;内置软件的自动分析,可一键式测量,只需按一个启动键,既可完成尺寸测量,使用方便;采有非接触式光谱共焦测量具有快速、高精度、可测微小孔、非接触等优点,可测量Z轴高度,解决测高探头接触对部分产品造成损伤的问题;大市场光学系统可一次拍取整个工件图像,可使检测精度更高,速度更快。并且可以概据客户需要,进行自动化扩展,配合机械手自动上下料,完全可做到无人化,并可进行 SPC 过程统计。为客户提供高精度检测的同时,概据 SPC 统计数据,实时对生产数据调整, 提高产品质量,节约成本。










 我要推广仪器
我要推广仪器
 下载APP
下载APP


