现在已有很多多级颗粒物切割器(下图示),从TSP,PM10,PM5到PM2.5,这些都是利用冲击原理实验不同粒径粒子分离的,平时使用应该是从上到下先装PM10,PM5,PM2.5,各位大侠有没试过用这种多级切割器采一次样,同时做出TSP,PM10,PM5,PM2.5呢?盼分享。http://www.bio-equip.com/images/92531.jpg
目前国内的PM10和PM2.5的厂家,切割器都是自己生产的还是进口的呢?如果国产的,有没有相关的认证
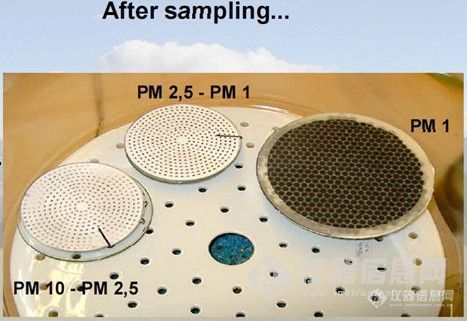
[img]http://ng1.17img.cn/bbsfiles/images/2010/05/201005061038_216740_1642164_3.jpg[/img]大家帮忙解释一下空气颗粒物采样,冲击式切割器的切割原理,切割粒径与切割器尺寸的关系?还有PM1的是上图这样吗?
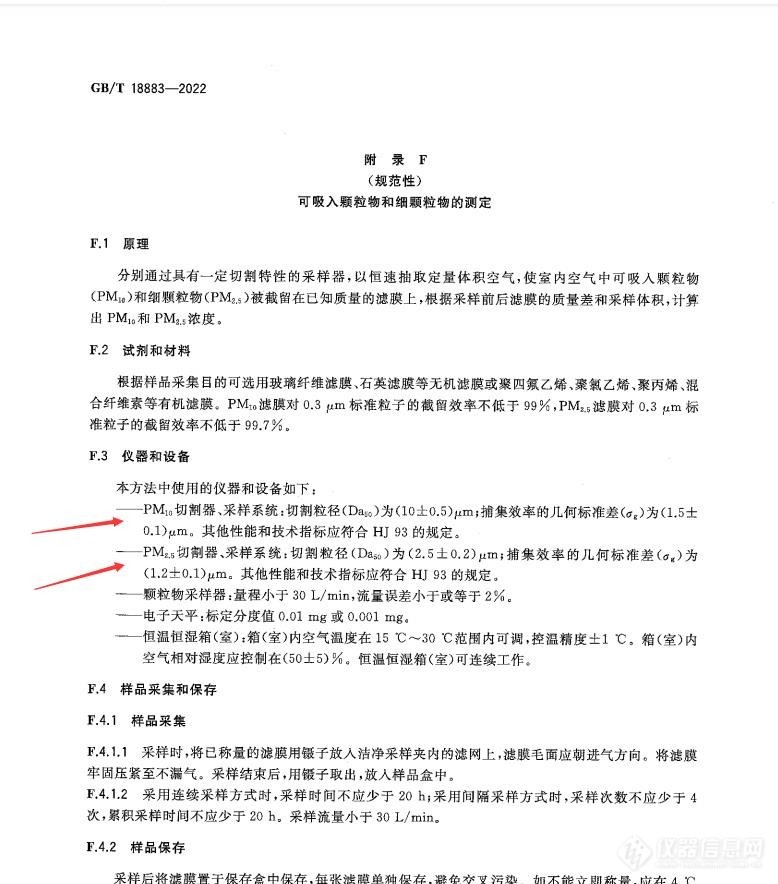
重量法测pm2.5有国产采样器及切割器吗?哪个厂家的?之前我咨询过几个厂家,虽然说能做但是切割器的捕集效率没有得到验证,我担心计量认证过不了,现在有经过验证的国产切割器吗?符合HJ 618-2011以下要求5.1.2 PM2.5切割器、采样系统:切割粒径 Da50=(2.5±0.2)μm;捕集效率的几何标准差为 σg=(1.2±0.1)μm。其他性能和技术指标应符合 HJ/T 93-2003 的规定。
PE2100DV点火时出现切割器气流仍在移动,然后又出现切割器气开关出现问题.请问各位怎么处理,请帮忙,谢谢
求助各位~我们买了个进口的PM10切割器,要做个第三方的切割性能测试,但找不到哪个机构能做。。各位有做过的给个提示,多谢多谢??
有崂应的tsp采样器,若要手工测pm2.5,切割器怎么选?是选崂应还是可以选择其他厂家的,比如武汉天虹等?国内外都有哪些厂家的PM2.5切割器在国内,特别是在京津冀、长三角珠三角地区,用的比较多?价格如何?谢谢大家!
切割器的检定规程[color=#fe2419]规程呢?===hhx050[/color]
无组织污染源粉尘采样,不能加切割器?直接裸露采样?
各监测站pm2.5切割器都是哪儿厂家的呀?追加问下,请问现在不同厂家的采样器和切割器可以组合使用吗?
各位好,如题,此切割器没有刃,怎么切柱子呀
仪器使用过程中提示尾焰切割气关闭,压力不足60,然后等离子体熄灭。检查各管路正常,压力正常,再次点火成功,观察等离子体,尾部切割线呈现斜向右上方。并非之前竖直的平整状态。问题在哪里?
请教一下,切割器是如何生产出来的?

我们单位使用的采样器是青岛崂应出的2050系列的采样器....工作两年一直不清楚PM10的切割器是如何工作的.....如何分割....采样头里有两层....最上面的是冲击(挡)板...下面薄的那个应该是捕集板...测定PM10时切割器都抹凡士林...工作状态下...大颗粒物如何被分割....求教各位高手了....http://simg.instrument.com.cn/bbs/images/brow/em09512.gifhttp://ng1.17img.cn/bbsfiles/images/2012/07/201207092331_376712_2565837_3.jpg
这是色谱维护时较常用的工具,但发现其中还是有差别的,这不大家都将自己使用的切割器弄个图片发上来,有柱子做比对的就更好了。http://bbs.instrument.com.cn/shtml/20101111/2919611/由此贴想到的。
最近使用ICP点火后不久,就弹出切割器不运行的情况,自动熄火,再重新点火后就能正常运行!这是什么原因造成的?
产品里面都是不锈钢管切割器。塑料管,大家用啥切?我用过美工刀,说实在,切口不平整,如果接到卡套接头上,很可能造成露出端过长或过短。
请问PM10和TSP各用什么样的切割器?外观上有什么区别啊,能否传个图我看下
各位老师:环境空气中PM10\PM2.5测定中对PM10切割器的技术要求是:切割粒径Da50 = (10±0.5)μm 捕集效率的几何标准差为 σg =(1.5±0.1)μm 请老师们解释一下:捕集效率的几何标准差为 σg =(1.5±0.1)μm 是何意?捕集效率的几何标准差如何测定和计算的?谢谢
最近我们开展一次PM10的监测项目,借用其他单位的天宏智能中流量空气总悬浮微粒采样器,在PM10切割头内,在阻拦、分离大于10微米颗粒的挡板上,我没有看到我理解应当有的硅脂之类吸附大颗粒的东西,仪器说明书和操作规程也没有具体说明是否在挡板上放置什么东西来分离大颗粒。采样时我们也就没有放或者涂布硅脂之类的东西来拦截大颗粒。采样后发现在虑膜上出现较大颗粒,检验结果也确实偏高。后来问各方面也没有一个很好的说法。现特求助于网友:在PM10切割器内,在冲击挡板上,是否涂硅脂或者放特殊的虑膜来吸附大颗粒?谢谢!![color=red]加2分[/color]
等离子切割机电弧的波动性间接影响着切割质量,等离子电弧不波动景象,会招致切口良莠不齐、积瘤等缺陷,也会招致控制零碎的相关元件寿命降低,喷嘴、电极频繁改换。 针对此景象,停止剖析并提出处理方法。1.气压过低等离子切割机任务时,如任务气压远远低于阐明书所要求的气压,这意味着等离子弧的喷出速度削弱,输出空气流量小于规则值,此时不能构成高能量、高速度的等离子弧,从而形成切口质量差、切不透、切口积瘤的景象。气压缺乏的缘由有:空压机输出空气缺乏,切割机空气调理阀调压过低,电磁阀内有油污,气路不迟滞等。处理办法是,运用前留意察看空压机输入压力显示,如不契合要求,可调整压力或检修空压机。如输出气压已达要求,应反省空气过滤减压阀的调理能否正确,表压显示能否满足切割要求。否则应对空气过滤减压阀停止日常维护颐养,确保输出空气枯燥、无油污。假如输出空气质量差,会形成电磁阀内发生油污,阀芯开启困难,阀口不能完全翻开。另外,割炬喷嘴气压过低,还需改换电磁阀;气路截面变小也会形成气压过低,可按阐明书要求改换气管。2.气压过高若输出空气压力远远超越0.45MPa,则在构成等离子弧后,过大的气流会吹散集中的弧柱,使弧柱能量分散,削弱了等离子弧的切割强度。形成气压过高的缘由有:输出空气调理不当、空气过滤减压阀调理过高或许是空气过滤减压阀生效。处理办法是,反省空压机压力能否调整适宜,空压机和空气过滤减压阀的压力能否失调。开机后,如旋转空气过滤减压阀调理开关,表压无变化,阐明空气过滤减压阀失灵,需改换。3.割炬喷嘴和电极烧损因喷嘴装置不当,如丝扣未上紧,设备各挡位调整不当,需用水冷却的割炬在任务时,未按要求通入活动的冷却水以及频繁起弧,都会形成喷嘴过早损坏。处理办法是,依照切割工件的技术要求,正确调整设备各挡位,反省割炬喷嘴能否装置牢圄,需通冷却水的喷嘴应提早使冷却水循环起来。切割时,依据工件的厚度调整割炬与工件之间的间隔。4.输出交流电压过低等离子切割机的运用现场有大型用电设备,切割机外部主回路元件毛病等,会使输出交流电压过低。处理办法是,反省等离子切割机所接入电网能否有足够的承载才能,电源线规格能否契合要求。等离子切割机装置地点,应远离大型用电设备和常常有电气搅扰的中央。运用进程中,要活期清算切割机内灰尘和元件上的污垢,反省电线能否有老化景象等。5.地线与工件接触不良接地是切割前一项必不可少的预备任务。未运用公用的接地工具,工件外表有绝缘物及临时运用老化严重的地线等,都会使地线与工件接触不良。应运用专门的接地工具,并反省能否有绝缘物影响地线与工件外表接触,防止运用老化的接地线。6.火花发作器不能自动断弧等离子切割机任务时,首先要引燃等离子弧,由高频振荡器激起电极与喷嘴内壁之间的气体,发生高频放电,使气体部分电离而构成小弧,这一小弧受紧缩空气的作用,从喷嘴喷出以引燃等离于弧,这是火花发作器次要的义务。正常状况下,火花发作器的任务日子只要0.5~1s,不能自动断弧的缘由普通是控制线路板元件失调,火花发作器的放电电极间隙不适宜。应常常反省火花发作器放电极,使其外表坚持平整,适时调整火花发作器的放电电极间隙(0.8~1.2mm),必要时改换控制板。7.其他除以上缘由外,切割速渡过慢,切割时割炬与工件的垂直度,以及操作者对等离子切割机的熟习水平,操作程度等,都影响等离子弧的波动性,运用者应在这些方面留意。
大气采样器气密性检查应该包含切割器吗?
请问ICP等离子体焰切割尾焰的理由是什么?能否具体说来呢?还有安捷伦的冷锥切割原理是什么呀?
我咨询了我单位的供应商,他们报价3000一个,那就是青岛那边给的价格至少在2500以上,感觉坑我钱啊~说实话:切割器就3块铝片,上面的一片有符合经粒的小孔而已,最平常不过,我不知道它值钱在哪里,制作技术也没有特别高,各位大神,有买过PM2.5或者对这个了解的帮我解读下吧!
PE是用空气切割器来切除尾焰,那为什么就不能测190nm一下的元素呢?
ICP切割器一直在流,导致点不着火。切割器口已经清洗了,还是没有解决问题。初步判定是电磁阀的问题。有没有哪位大神拆过电磁阀?电磁阀如何清洗?
这些是不是算作等离子体还请高手指正!1、等离子体清洗机/刻蚀/灰化/减薄 通过等离子体与固体表面的相互作用,消除固体表面的有机污染物,或者与样品表面的材料反应生成相应的气体,由真空系统排出反应腔,整个过程在样品表面不产生残留物,固体如: 金属、陶瓷、玻璃、硅片等等,同时可以用等离子处理系统对样品表面进行 处理,改善样品表面的特性,如亲水/疏水特性,表面自由能,以及表面的 吸附/粘附特性等等。 2、离子溅射:氩气充入已被低真空泵抽真空的样品室里。多次充入氩气,使不需要的气体排出,特别是水蒸汽。这样,样品室内充满了尽可能多的纯的氩气。然后调节样品室内工作压力为0.05-0.1mbar,这样就可以开始溅射了。 开始溅射时,在靶(阴极)加上高压,在靶和样品台(阳极)之间产生了一个高压区。空间内的自由电子在磁场作用下进入旋转轨道,与空间内的氩原子碰撞。每次碰撞把氩原子外层中的一个电子撞出,使中性的氩原子带正电。这个雪崩效应激发了辉光放电。 带正电的氩离子被阴极吸引撞向阴极靶,撞出阴极靶上的金属原子。释放的金属原子之间以及金属原子与真空室内的其它气体分子之间的碰撞使金属原子四处发散,形成雾状。这样金属原子从各个方向撞击样品表面然后均匀地凝聚在样品表面,在即使是非常多裂缝的样品表面也能覆盖一层均匀的、有足够导电性的金属薄膜。 由于金和银原子表面的高度扩散性,它们容易在样品表面形成岛状,这样,除非金属镀层有10nm厚,否则达不到所需导电性。白金能产生最细腻的镀层。 溅射镀层的细腻程度取决于靶材、工作距离、气体压力和溅射电流以及反应持续时间3、磁控溅射:电子枪发射的电子在电场的作用下加速飞向基片的过程中与氩原子发生碰撞,电离出大量的氩离子和电子,电子飞向基片。氩离子在电场的作用下加速轰击靶材,溅射出大量的靶材原子,呈中性的靶原子(或分子)沉积在基片上成膜。二次电子在加速飞向基片的过程中受到磁场洛仑磁力的影响,被束缚在靠近靶面的等离子体区域内,该区域内等离子体密度很高,二次电子在磁场的作用下围绕靶面作圆周运动,该电子的运动路径很长,在运动过程中不断的与氩原子发生碰撞电离出大量的氩离子轰击靶材,经过多次碰撞后电子的能量逐渐降低,摆脱磁力线的束缚,远离靶材,最终沉积在基片上。4、等离子切割机:等离子切割是利用高温等离子电弧的热量使工件切口处的金属 等离子切割机标准图片部份局熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。等离子切割机配合不同的工作气体可以切割各种氧气切割难以切割的金属,尤其是对于有色金属(不锈钢、铝、铜、钛、镍)切割效果更佳;其主要优点在于切割厚度不大的金属的时候,等离子切割速度快,尤其在切割普通碳素钢薄板时,速度可达氧切割法的5~6倍、切割面光洁、热变形小、几乎没有热影响区。
[img=,690,784]https://ng1.17img.cn/bbsfiles/images/2022/09/202209081446019496_6769_5088257_3.jpg!w690x784.jpg[/img]这个应该不能用普通的环境大气颗粒物采样吧?那应该用什么样的切割器?我看也没有详细说明,找标准也没查到

首先自报一下仪器型号吧:PE公司的optima 8000。之前仪器出现过“shear gas still flowing”,也出现过:“shear gas not flowing”。跟工程师沟通过,说可能是电磁阀堵了,让我点击“plasma control”那个界面的“neb”,如下图所示:http://ng1.17img.cn/bbsfiles/images/2013/10/201310111512_470419_2374311_3.jpg点了几次之后,确实有点效果。能够点炬成功了。后来也出现多次这种类似的报警,做过类似的处理。终于有一天我怎么点击Neb都不管用了,只好打800电话报修了,呵呵,反正在包内嘛。遗憾的是工程师来那天我出差了,听同事说是清洗了电磁阀。后来一起算是正常了,只是偶尔出现上面的报警,我也没去管它。十一之后,又出现这样的问题。出现“shear gas not flowing ”,我就以为又是电磁阀堵了,上次有没见工程师如何拆装的,只好打电话报修。工程师听到我的介绍后直接推测出是切割器上灰尘太多,堵住了,空气出不来。才会出现“shear gas not flowing”,而电子阀堵了或者是浮子粘到壁上了会出现的报警是:shear gas still flowing,表明气体管不住。明白了,这两个报警是不一样的。一个是气体关不住,一个是气体出不来。一定要仔细的看报警提示啊,不能想当然啦。下图是拆掉切割器后的样子,还有铅笔做的标记。http://ng1.17img.cn/bbsfiles/images/2013/10/201310111522_470428_2374311_3.jpg这下面就是切割器,就是从上面那个做标记的地方卸下来的。如下图所示:http://ng1.17img.cn/bbsfiles/images/2013/10/201310111525_470429_2374311_3.jpg卸下来之后用酒精擦拭,清灰后装上。上面还是很脏的,怪不得点炬失败了。为了以后可以自己解决简单的仪器故障,让工程师给我们拆了一下电磁阀。在仪器的左侧面。卸下螺丝,面板暴露在我们面前。如下图:http://ng1.17img.cn/bbsfiles/images/2013/10/201310111533_470430_2374311_3.jpg将侧面黄色班上的螺丝卸下,还有正前方那个黄色的网状板子也卸下来。http://ng1.17img.cn/bbsfiles/images/2013/10/201310111537_470433_2374311_3.jpg来一个近照吧:http://ng1.17img.cn/bbsfiles/images/2013/10/201310111541_470434_2374311_3.jpg上面黑色的就是浮子,下面白色不锈钢的才是电磁阀。http://ng1.17img.cn/bbsfiles/images/2013/10/201310111544_470435_2374311_3.jpg上面的就是电磁阀,需要从中间黑色的地方旋开对里面进行擦拭。工程师友情提醒:电磁阀拆装还是要小心,因为是装在电路板上的,这个电路板搞坏了就六万块大没有啦。。。所以要小心哦!切割器可以自己清洗,电磁阀不建议自己动手。但我觉得也可以自己动手吧,应该不至于那么容易坏掉吧。最后总结一下:shear gas not flowing是切割器故障,而shear gas still flowing才是电磁阀或者浮子故障!
要换气相色谱柱,一时又找不到色谱柱切割器,不知可不可以用别的东西来代替,还是需要再买一个切割器?谢谢大家的帮忙呀!







 我要推广仪器
我要推广仪器
 下载APP
下载APP