推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询
 400-860-5168转6021
留言咨询
400-860-5168转6021
留言咨询



基本概念: 物位是指物料相对于某一基准的位量,是液位、料位和相界而的总称。 (1)液位。储存在各种容器中的液体液面的相对高度或自然界的江、河、湖、海以及水库中液体表面的相对高度。 (2)料位。容器、堆场、仓库等所储存的固体颗粒、粉料等的相对高度或表面位置o (3)相界面位置。同一容器中储存的两种密度不同旦互不相溶的介质之间的分界面位置。通常指液—液相界面、液—固相界面。物位的测量即是指以上三种位置的测量,其结果常用绝对长度单位或百分数表示。测量固体料位的仪表称为料位计,测量液位的仪表称为液位计,测量相界面位置的仪表称界面计。根据我国生产的物位测量仪表系列和工厂实际应用情况,液位测量占有相当大的比例,故在此主要介绍工厂常用的液位测量仪表,其原理也适应其他物位测量。物位测量仪表的分类:物位测量方法很多,测量范围较广,可从儿毫米到几十米,甚至更高,且生产I艺对物位测量的要求也各不相同。因此,工业上所采用的物位测量仪友种类繁多,技其工作原理可分为:(1)直读式物位测量仪表。它利用连通器原理,通过与被测容器连通的玻璃管或玻璃板来直接显示容器中的液位高度,是最原始但仍应用较多的液位计。(2)静压式物仪测量仪表。它是利用液校或物料堆积对某定点产生压力,测量该点压力或测量该点与另一参考点的压差而间接测量物位的仪表。这类仪表共有压力计式物位计、差压式液位计和吹气式液位计3种。(3)浮力式物位测量仪表。这是一种依据力平衡原理,利用浮于一类悬浮物的位置随液面的变化而变化来反映液他的仪表。它又分为浮子式、浮筒式和杠杆浮球式3种。它们均可测量液位,且后两种还可测量液—液相界面。 (4)电气式物位测量仪表。它是将物位的变化转换为电量的变化,进行间接测量物位的仪表。根据电量参数的不同,可分为电容式、电阻式和电感式3种,其中电感式只能测量液位。(5)声学式物位测量仪表。利用超声波在介质中的传播速度及在不同相界面之间的反射特性来检测物位。它可分为气介式、液介式和固介式3种,其中气介式可测液位和料位;液介式可测液位和液—液相界面;固介式只能测液位,比如:防爆型超声波液位计(6)光学式物位测量仪表。它是利用物位对光波的遮断和反射原理来测量物位的。有激光式物位计,可测液位和料位,: (7)核辐射式物位测量仪表。放射性同位素所放出的射线穿过被测介质时.被吸收而减弱,其衰减的程度与被测介质的厚度(物位)有关。利用这种方法可实现液位和料位的非接触式检测。 除此以外,还有重锤式、音叉式和旋翼式3种机械式物位测量仪表,以及微波式、热电式、称重式、防爆型超声波液位计、射流式等多种类型,且新原理、新品种仍在不断发展之中。物位测量仪表按仪表的功能不同又可分为连续测量和位式测量两种.前者可实现物位连续测量、控制、指示、记录、远传、调节等,后者比较简单价廉,主要用于定点报警和自动进出物料的自动化系统。 返回——仪器仪表网
测量仪表的使用在现在的市场中已经遍及到整个工业建设中了,因为其使用测量时很重要的一个环节,要保证测量仪表有一个长期稳定的工作状态。定期检查:有的维护检查不需要每天检查的要每隔一段时间定时检查。定期零点检查,由于变送器有二次阀或三阀组、五阀组,所以零点检查很方便,不需要太多时间。但是用在控制系统中的变送器,不管检查时间多短,仍需要把自动改为手动控制,所以这种仪表的回零周期可长些。 在市场的仪表使用中一般情况下想要做到仪表长期稳定的使用检查方面可是不能少的一个环节。巡回检查:仪表指示情况。检查仪表示值又无异常,看它是否在规定范围内波动;有的变送器没有现场指示的,要去控制室看它的二次示值。仪表周围是否有杂物或是仪表表面是否有灰尘,应及时清除和清洁。仪表和工艺接口、导压管和各阀门之间有无泄漏、腐蚀。由于这些检查需要拆除接头检查设备比较麻烦,如没有异常现象,检查周期可以适当长些。定期进行排污、排凝和放空。定期对易堵介质的引压管进行吹扫,灌隔离液等。仪表检查维修:预先制定计划,该校的仪表要逐台进行校验,并做好校验记录。如果仪表解体过,则要进行静压测试。 设备大检查:由于变送器处于全天候环境中,仪表难免会被腐蚀、损害、导管或接头出现泄漏,所以需要进行设备大检查。 检查仪表使用质量、准确度、灵敏度、示数、零位正确;仪表零部件是否完整、紧固件不得松动、接触良好;仪表测量元件、引压管线、接头安装正确、排列整齐固定牢固;技术资料齐全、准确、符合管理要求,仪表接线图、检修检查记录、零部件更换记录无误。 而在市场的使用中不管是哪一种仪表设备,在测量使用中如果想要仪表更好的长期有效的维持一个稳定的状态,对于以上方面的这些检验维修问题可是我们不可马虎的一个环节。
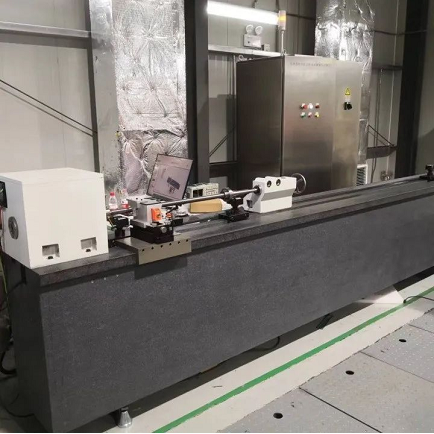
[font=Tahoma, &][size=16px][color=#444444]在现代的生产中,传统的产品直线度尺寸检验是直尺法、准直法、重力法和直线法等离线检测方法。这种检测方法具有滞后性,检测效率低,而生产企业要想得到快速高质量生产,一台在线直线度测量仪是必不可少的。[/color][/size][/font][font=Tahoma, &][size=16px][color=#444444]直线度测量仪是可进行在线无损直线度尺寸检测的设备,可在生产线上监测直线度的微小变化,提供及时的检测数据,在超差时进行声光提醒,从而实现高质量的生产。[/color][/size][/font][font=Tahoma, &][size=16px][color=#444444]直线度测量仪由3台测量仪构成,每台测量仪内采用成90°交叉分布的2路光电测头测量棒材边缘的位置,利用2路测头的位置数据计算测量点在坐标系中的实际偏差。因此,无论被测物的弯曲方向如何,测量仪均可测得真实的直线度尺寸。[/color][/size][/font][font=Tahoma, &][size=16px][color=#444444]测径工作介绍:棒材通过测量仪的测量区,每台小型测量仪分别实时采集直径数据。当外径测量的数据超过设定的公差范围时,声光报警器自动声光报警。测量的数据传输到控制柜中进行存储、显示、分析等。[/color][/size][/font][font=Tahoma, &][size=16px][color=#444444]直线度工作介绍:3台小型测量仪同时采集各截面边沿的位置,计算圆棒的直线度误差,与测径数据采集不冲突。当直线度超过设定的公差范围时,声光报警器自动声光报警,达到合格判定的目的。测量的数据传输到控制柜中进行存储、显示、分析等。[/color][/size][/font][font=Tahoma, &][size=16px][color=#444444]直线度测量仪可兼顾直径与直线度的检测,直线度测量精度≤±0.5mm。整个系统中测量仪安装在轧制现场,控制柜安放在控制室或其它环境适合电脑工作的室内。测量仪的供电电源由控制柜引入,测量仪的测头采用串口服务器合并成1路数据后通过网线或光缆传输至控制柜内的工控机。[/color][/size][/font][font=Tahoma, &][size=16px][color=#444444]直线度测量仪具有检测精度高、响应速度快、抗干扰性好、可靠性高等特点,能够满足棒材生产现场条件的使用要求。能安装于生产线上进行测量,它可实现长距离大范围的连续测量,同时具有精度高,测量准确性好的特点,这种自动化的在线直线度测量仪在现代工业及国民经济建设中有广泛的应用前景。[/color][/size][/font]








 我要推广仪器
我要推广仪器
 下载APP
下载APP


