推荐厂家
暂无
暂无
 400-860-5168转6191
400-860-5168转6191
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 400-860-5168转6117
留言咨询
400-860-5168转6117
留言咨询
 400-860-5168转6117
留言咨询
400-860-5168转6117
留言咨询
 400-860-5168转4081
留言咨询
400-860-5168转4081
留言咨询





刀具测量仪器具有水平及垂直两种光学测量系统,可以在一台仪器上实现刀具的全部测量,是测量复杂刀具的理想工具。刀具测量仪是由花岗石台面作为底座和立柱、精密滚珠丝杆传动、精密线性导轨导向等部件组成,采用独立的工程学设计工作台,配有完整的配电箱,可有效降低温度变化对测量仪器的影响。 刀具测量仪具有使用简捷,高度精确的优点,整个对刀过程不需要在CNC机床上进行,有效避免对工件的损坏以及机订对刀的困难和危险,仪器采用稳定的整体式花岗岩制造,气浮导轨,坚实、抗振动的花岗岩结构和集成的温度补偿器使测量结果能保持可靠的长期稳定性。刀具测量仪采用高分辨率CCD B/W相机,能够用于对刀具边缘进行无接触表面光及透射光测量,和对刀头几何图形进行表面光测量,采用CNC导轨控制以及4个控制轴。确保了仪器完整的精度,确保了刀具测件能够快速、准确的定位。 刀具测量仪主要适用于测量数控机床、加工中心和柔性制造单元上所使用的镗铣类刀具切削刃的精确坐标位置,并能检查刀尖的角度,圆角及刃口精况。刀具测量仪还可用于钻孔、铣削刀具或是极度复杂的切削刀具以及切削钢的制造或精磨。
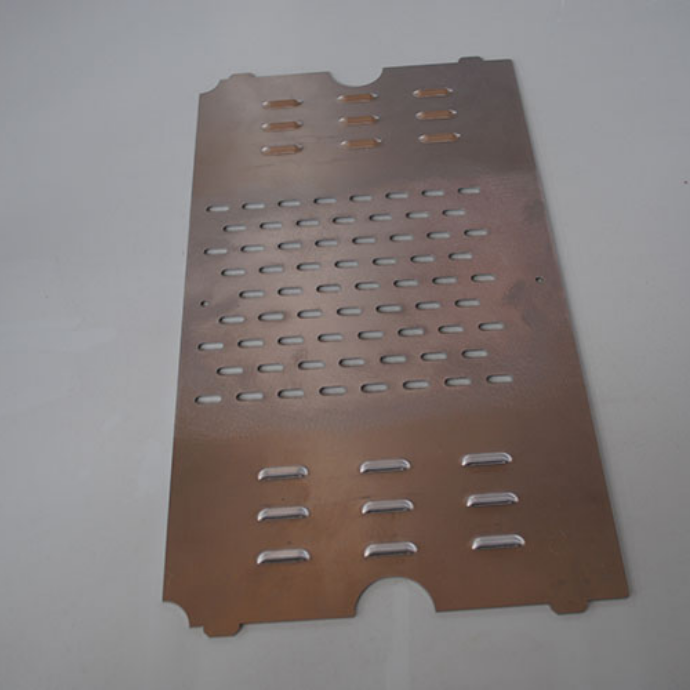
数控CNC设备能够加工高精度的聚合物材质芯片产品(PMMA,PC,ABS,TEFLON等工程塑料)和金属材质(铝、镍和不锈钢等),汶颢芯片数控加工通道宽度最小极限为150μm,深度极限视加工特征定性,最大加工范围为400*400*260cm,配合高精度检测设备,控制产品尺寸精准,表面粗糙度微小,能够满足要求较高的实验需求。以下是数控加工不同微流控芯片材质的选择比较和说明。PMMA与PC1.PC韧性比PMMA高,但切削后成形不如PMMA;2.PMMA芯片流道粗糙度效果更好;2.PMMA硬度比PC高,故表面比PC耐刮伤;3.表面看无区别,查询了透光参数,PMMA胜于PC,PMMA也是透明材质里面最好的!4.PC比PMMA 阻燃性好,耐温效果PC略胜,有高温要求选PC;5.对于有低温要求的客户芯片,建议选用PMMA,抗氧化效果PC也不如PMMA。http://www.whchip.com/upload/201610/1476753403364995.png特氟龙1.密度值高,重;2.有一定的韧性,进行密封连接可能更好;3.铁氟龙和特氟龙是一个东西;4.乳白色。http://www.whchip.com/upload/201610/1476753461368352.pngABS1.有黑色,也有白色,米色,浅象牙色;2.易切削,如果需要选用太薄,易变形,也要考量。能够采用注塑方法加工的工程塑料理化特性材质俗称密度(g/cm3)转折温度Tg(℃)热变形温度(℃)电阻率(Ω/cm)水含量(%)折射率杨氏模量(MPa)热膨胀系数(10-6/K)抗不抗有机试剂耐受性PMMA有机玻璃、树脂玻璃1.1911090101521.492320080酸、中低浓度碱、油、石油乙醇、丙酮、苯、紫外基本不耐PC聚碳酸酯1.19-1.2414812510140.31.58-1.62200-240070乙醇、酸烃类、酮类、氢氧化钾基本不耐PP聚丙烯纤维0.90-10100-11010140.01-0.11.491450100-200酸、碱、乙醇、有机溶剂石油、苯、烃类二甲苯、四烃化萘、萘烷PS聚苯乙烯0.9-1.241007010160.41.592300-410030-210碱、乙醇强酸、乙醚、烃类基本不耐PE(LD/HD)聚乙烯0.91(LD)/0.967(HD)110/14080/1001015-10180.0151.51(LD)200/1000170/200酸、碱、乙醇、油烃类三氯苯、二甲苯、己烷COC环烯烃共聚物1.027817010140.011.53260070酸、碱--COP环烯烃聚合物1.0113814010170.011.525240070---PEEK聚醚醚酮1.314325010160.5-370017多数有机和无机物质浓硝酸、硫酸、紫外-PDMS聚二甲基硅氧烷1.03-1202001.2X10140.11.43-[/td
数控机床采用计算机控制,驱动系统具有较高的技术复杂性,机械部分的精度要求也比较高。因此,要求数控机床的操作、维修及管理人员具有较高的文化水平和综合技术素质数控机床的加工是根据程序进行的,零件形状简单时可采用手工编制程序。当零件形状比较复杂时,编程工作量大,手工编程较困难且往往易出错,因此必须采用计算机自动编程。所以,数控机床的操作人员除了应具有一定的工艺知识和普通机床的操作经验之外,还应对数控机床的结构特点、工作原理非常了解,具有熟练操作计算机的能力,须在程序编制方面进行专门的培训,考核合格才能上机操作。正确的维护和有效的维修也是使用数控机床中的一个重要问题。数控机床的维修人员应有较高的理论知识和维修技术,要了解数控机床的机械结构,懂得数控机床的电气原理及电子电路,还应有比较宽的机、电、气、液专业知识,这样才能综合分析,判断故障的根源,正确的进行维修,保证数控机床的良好运行状况。因此,数控机床维修人员和操作人员一样,必须进行专门的培训。(二)数控机床对夹具和刀具的要求数控机床对夹具的要求比较简单,单件生产时一般采用通用夹具。当批量生产时,为了节省加工工时,应使用专用夹具。数控机床的夹具应定位可靠,可自动夹紧或松开工件。夹具还应具有良好的排屑、冷却性能数控机床的刀具应该具有以下特点(1)具有较高的精度、耐用度,几何尺寸稳定、变化小。(2)刀具能实现机外预调和快速换刀,加工高精度孔时要经试切削确定其尺寸(3)刀具的柄部应满足柄部标准的规定(4)很好地控制切屑的折断和排出。(5)具有良好的可冷却性能。










 我要推广仪器
我要推广仪器
 下载APP
下载APP