推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-860-5168转6117
留言咨询
400-860-5168转6117
留言咨询
 400-860-5168转6117
留言咨询
400-860-5168转6117
留言咨询
 400-860-5168转6117
留言咨询
400-860-5168转6117
留言咨询





[color=#000000]粗糙度轮廓仪为粗糙度及轮廓的复合机。轮廓传感器对工件的宏观表面轮廓、二维尺寸进行测量 与检验,粗糙度传感器对工件的微观表面进行测量与检测[/color][b]特点[/b][color=#000000]1、高精度摩擦式导轨结构,具有优异稳定的运动精度。经专用算法修正后,具有极高的直线度精度。精度保持长久,只需简单的修正操作即可修复成出厂的高精度状态;[/color][color=#000000]2、轮廓测针测杆采用快速的磁吸结构,具有定位精度高、更换快捷的特点。软件对不同类型的测针测杆进行校正并保存校正参数,更换测针测杆时,因磁吸结构具有定位精度高的特点,而无需再次校正,大大提高仪器的使用便利性和测量效率;[/color][color=#000000]3、原始数据自动保存,便于多次标注,软件标注与 CAD 同理;[/color][color=#000000]4、可将测量的图形结果转化为 DXF 格式,可将测量结果以 Excel 表格格式输出;[/color][color=#000000]5、可以对操作进行无限次的撤销及恢复操作;[/color][color=#000000]6、采用独立的轮廓、粗糙度测量传感器,即保持大量程轮廓测量需求,亦能高精度测量粗糙度;[/color][color=#000000]7、粗糙度采用触针式无导头测量,残值轮廓可低于 5nm!实现高精度的粗糙度测量,特别在测量零件的圆弧面、斜面、窄槽的槽底、槽侧面的粗糙度时,具有带导头式粗糙度测量无法比拟的精度和测量便利性。[/color][img]https://p3.toutiaoimg.com/img/tos-cn-i-qvj2lq49k0/4372814fa2524f599af2d76e04cb37f0~tplv-tt-shrink:640:0.image[/img]【英徕铂】英徕铂ENLAB,物性检测仪器品牌,为国内市场提供数百种物性检测仪器,为科研工作者提供检测仪器解决方案与服务

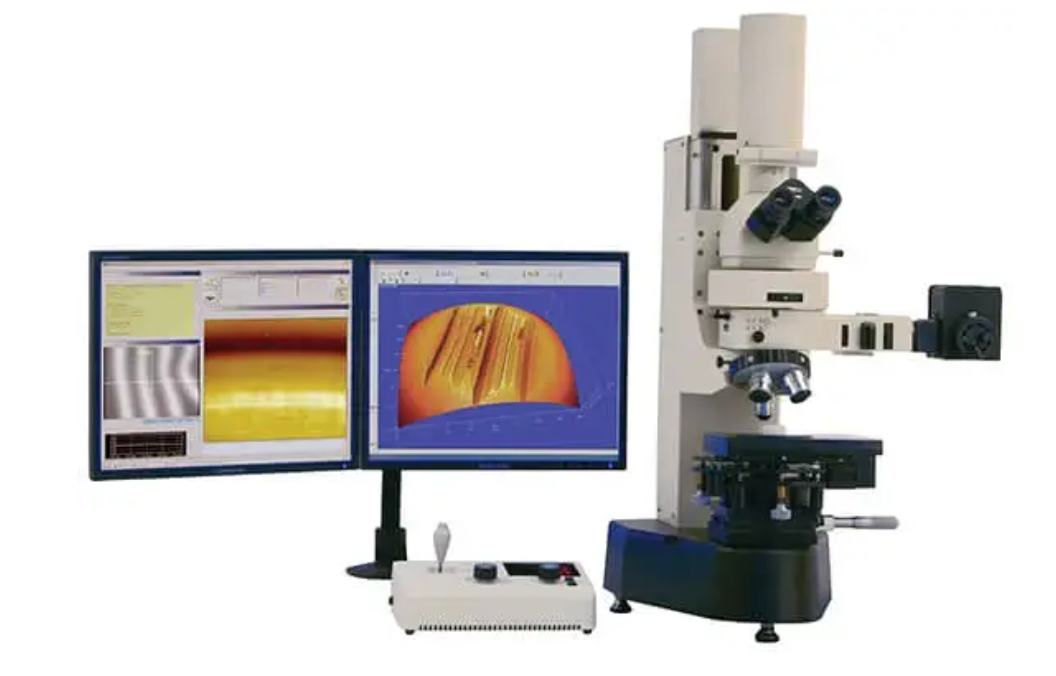
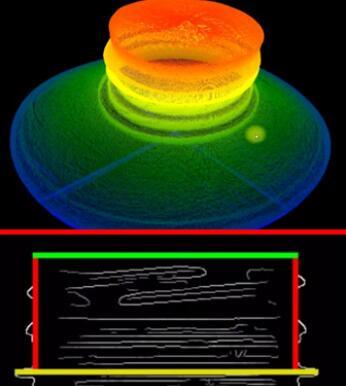
SuperView W11200[b][color=#3366ff]光学3D表面轮廓仪[/color][/b]是一款用于对各种精密器件表面进行亚纳米级测量的检测仪器。它是以白光干涉技术为原理、结合精密Z向扫描模块、3D 建模算法等对器件表面进行非接触式扫描并建立表面3D图像,通过系统软件对器件表面3D图像进行数据处理与分析,并获取反映器件表面质量的2D、3D参数,从而实现器件表面形貌的3D测量的光学检测仪器。[align=center][img=,690,604]http://ng1.17img.cn/bbsfiles/images/2017/07/201707201529_01_3712_3.jpg[/img][/align] SuperView W11200光学3D表面轮廓仪只需操作者装好被测器件,在软件测量界面上设置好视场参数,调整镜头到接近器件表面,选择自动聚焦,仪器会对器件表面进行自动对焦并找到干涉条纹,调节好干涉条纹宽度后即可开始进行扫描测量;扫描结束后,软件分析界面自动生成器件3D图像,操作者可通过软件对生成的3D形貌进行数据处理与分析,获取表征器件表面线、面粗糙度和轮廓的2D、3D参数。 SuperViewW1 1200 光学3D表面轮廓仪采用光学非接触式测量方法,它具有测量精度高、使用方便、分析功能强大、测量参数齐全等优点,其独特的光源模式,保证了它能够适用于从光滑到粗糙等各种精密器件的表面质量检测。 系统软件为简体中文操作系统,操作方便。应用范例:[align=center][img=,690,352]http://ng1.17img.cn/bbsfiles/images/2017/07/201707201530_01_3712_3.jpg[/img][/align][align=center][img=,690,543]http://ng1.17img.cn/bbsfiles/images/2017/07/201707201530_02_3712_3.jpg[/img][/align] 性能特点:1、 高精度、高重复性、高稳定性1) 采用光学干涉技术、精密Z向扫描模块组成测量系统,保证测量精度高;2) 精密的Z向扫描模块和独特的测量模式,保证测量重复性高;3) 高性能的内部抗震设计,为测量高稳定性保驾护航。2、 自动化操作的测量分析软件1)测量初始的自动聚焦,帮助操作者省却繁琐的调节过程;2)独特测量模式,帮助操作者快速测量不同形貌的待检样品;3)可视化窗口,便于操作者实时观察扫描过程;4)直观的软件分析界面,便于操作者第一时间获悉样品参数信息;5)强大的数据处理与分析功能,帮助操作者深入了解被测样品情况;6)一键分析,便于操作者快速实现大批量测量;7)同步分析,实现对样品分析操作的所见即所得;8)可视化的报表导出(可选择导出的图像与数据结果到word、pdf等文档)。3、 测量参数齐全根据四大国内外标准(ISO/ASME/EUR/GBT)的多达300余种2D、3D参数,让操作者对被测样品的认识更加全面具体。4、 精密操纵手柄集成X、Y、Z三个方向位移调整功能的操纵手柄,可快速完成载物台平移、Z向聚焦、找条纹等测量前工作。
[font=宋体][size=16px][color=black]粗糙度轮廓仪使用干货:[/color][/size][/font]轮廓更换测针操作步骤(1)测杆安装注意:装到位后会听到定位声(机械声),手摸一下吸合处高低位置要对齐。[img]https://p3-sign.toutiaoimg.com/tos-cn-i-qvj2lq49k0/9311208da3fe4dbfae4af733c97e3a4d~noop.image?_iz=58558&from=article.pc_detail&x-expires=1675760702&x-signature=JJLap7%2B31x44j9UsN1qQ6HCxxm0%3D[/img](2)测杆拆卸[img]https://p3-sign.toutiaoimg.com/tos-cn-i-qvj2lq49k0/579ed6a4e3e345168b8b287d4ab3c976~noop.image?_iz=58558&from=article.pc_detail&x-expires=1675760702&x-signature=x4RwSKenZBUjt0%2BeVKatZ17J300%3D[/img](3)测针安装[img]https://p3-sign.toutiaoimg.com/tos-cn-i-qvj2lq49k0/d7e32312b28b4660906d1df71e7d1aab~noop.image?_iz=58558&from=article.pc_detail&x-expires=1675760702&x-signature=5cbkAg7DebtrXrjT6wcQlImnZZE%3D[/img](4)在软件中创建测针(5)在软件中切换测针【英徕铂】英徕铂ENLAB,物性检测仪器品牌,为国内市场提供数百种物性检测仪器,为科研工作者提供检测仪器解决方案与服务









 我要推广仪器
我要推广仪器
 下载APP
下载APP



