不知谁有热变形ASTM D648 热软化ASTM D1525中文版本,发给我一下,不胜感激,E-mail:hors8011@163.com[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=36097]热变形热软化测试标准(国标)[/url]
维卡软化点、热变形温度的资料,谁有吗?
在日常工作中常常遇到GB/T1633-2000《热塑性塑料维卡软化温度的测定》和GB/T1634-2004《负荷变形温度的测定》两个评价塑料耐热性的标准,我就不十分清楚两标准在评价这方面有何不同,一般来说同一热塑性塑料的维卡软化点温度较热变形温度要高,哪个才是塑料使用的上限温度?[em0803]
您好!我想问一下型号为ZWK-300《微机控制热变形维卡软化点温度试验机》的工作原理,谢谢!
求购 ZWK系列微机控制热变形维卡软化点试验机一台 深圳新三思生产请提供详细资料,本人在北京 联系方式:010-51167378 冯先生 邮件jravendale@126.com
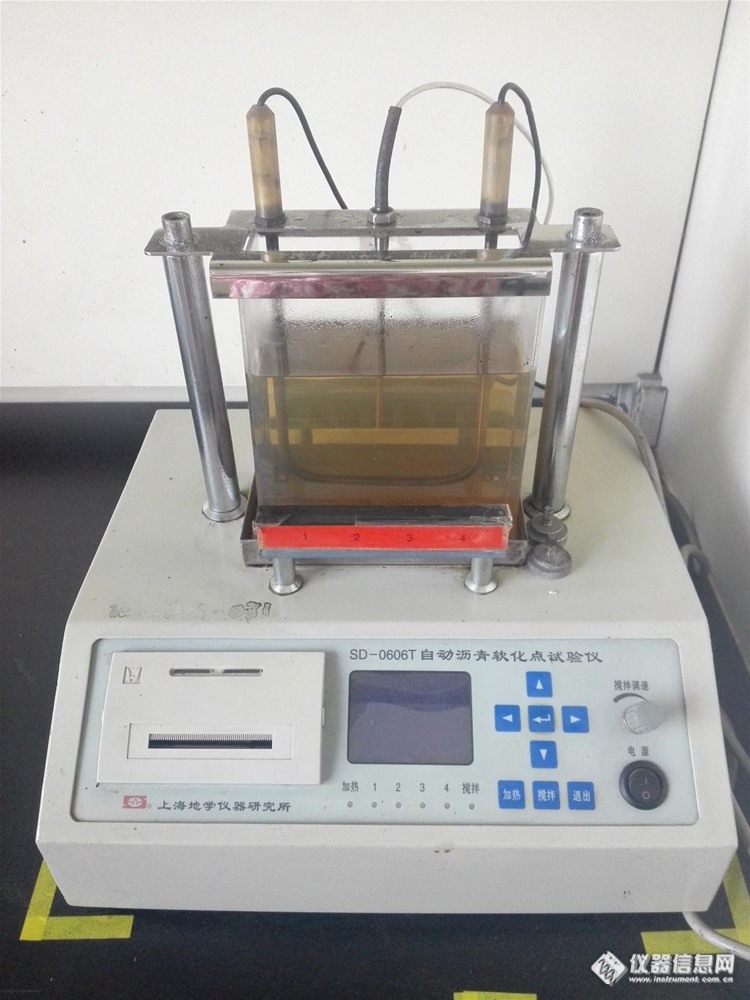
我们公司有个专门测试沥青的软化点的仪器,经过测试,发现有种沥青的软化点测试不出来,供应商说是250摄氏度的,但是我们测试到了340摄氏度,就是不软化,注:我们的软化点测试仪测试范围为:常温~350。这个样品拿去梅特勒用热重仪测试,测试员反馈也是测试不出。哈哈,竟有此等怪事。仅以此帖,供大家讨论。
我们才买了TGA/DSC分析仪,培训的时候好像说是可以测试软化点,这几天我拿这个测试,看曲线时没什么转折点,都是平滑的,那我怎么判定软化点是多少?知道的进来讨论,谢谢!

我们公司生产过程中要用到软化水,现在说说我们侧软化水的硬度吧。过程方法都是参照国标来进行的。我们的软化水硬度很小,有时候都没有的,我一般测之前先量好体积,再加指示剂,如果指示剂变成蓝色了,OK了,省事了,不用做了,直接就是零了。如果是紫红色就要一步一步的来了。用的标准滴定溶液是0.01M的EDTA,用镁标液标定的。测试样品时100ml水样,加5ml缓冲溶液、3d铬黑T指示剂,用EDTA标准溶液滴定至蓝色为终点。说是说蓝色为终点,但是做过的人都知道,这个颜色的转换判断因人而异。但是重复性还是很好的,我们的水样的硬度一般是2--8DH。http://ng1.17img.cn/bbsfiles/images/2013/06/201306091758_443793_1638038_3.jpghttp://ng1.17img.cn/bbsfiles/images/2013/06/201306091758_443794_1638038_3.jpg
软化点的影响因素有哪些 和那些数据有关 软化点的一些基本知识 谢谢我们做的是是残渣的软化点 看是否成型 遇到一个问题 残渣的一般在140的时候成型比较好 连续几次的不成型 但软化点变化却不大 只低了不到10度 一般也做过120-130的 但不是不成型的 初步认为是因为样品的自身原因 导致软化点本来早应该到 却因为样品本身原因 使软化点推迟 以上个人感觉 希望大家帮忙 明天晚上夜班前 希望能解决 谢谢大家
李军芳、杜淑凤/软化点是煤焦油渣油馏分的主要技术指标之一,反映煤焦油渣油的耐热性能,可为煤焦油渣油的利用提供参考依据。 软化点是在规定条件下,加热试样使其软化至一定稠度时的温度。因为软化不是在一个固定温度下发生的,所以软化点必须严格按照试验方法来测定,才能得到准确的结果。 本测试方法主要参考了现行国标“GB/T 30043-2013 煤炭直接液化 残渣软化点的测定法 环球法”和“GB/T 4507-2014 沥青软化点测定法(环球法)”。与前者的区别是当样品软化点低于80 ℃时,加热介质改用新煮沸过的蒸馏水;与后都的区别是熔样方式不同。方法主要内容如下:将两块水平渣油圆片置于不锈钢环中,每块渣油圆片上置有一只钢球。在加热介质中以一定的升温速率加热,以试样软化到使两个钢球下落25 mm刚接触支架下层板时的温度为渣油馏分的软化点。煤焦油渣油馏分软化点的测定利用下图的软化点测定仪。 [img=软化点测定仪,690,920]http://ng1.17img.cn/bbsfiles/images/2017/08/201708281610_01_3232859_3.jpg[/img]1. 试验准备1.1 融样1.1.1 室温下较软的样品:将样品瓶放入适宜温度的烘箱中,待样品全部融化并搅拌均匀,备用。1.1.2 室温下为固态的样品:将样品破碎并研磨至粒度0.4 mm以下,取约15 g样品置于瓷坩埚中,在排风橱内用电加热器30 %的加热功率小心加热试样,并不时搅拌以防止局部过热,直至试样熔化可以流动。观察试样不能有黄色气体逸出,否则,试验作废。 如果重复试验,不能重新加热样品,应在干净的坩埚中用新的样品进行熔样。1.2 渣油圆片的制备 将肩环置于金属板上,立即将熔好的样品倒入肩环中,至稍高出环上边缘为止,冷却至室温。室温下较软的样品,应在10 ℃以下的环境中冷却。样品冷却后,用预热的金属刮刀刮去肩环上多余的试样,刮时要使刀面与环面齐平,使得每一个圆片饱满并与环的顶部齐平。2. 操作步骤2.1选择适合的加热介质和起始加热温度。软化点低于80 ℃的样品,加热介质采用新鲜煮沸过的蒸馏水。软化点高于80 ℃的样品,加热介质采用甘油。2.2 装配好软化点测定装置,并放在通风橱中。将装有试样的肩环置于环支撑板的圆孔中,装上定位器和钢球。2.3 将支架放入盛有合适加热介质和起始温度的容器中,任何部分都不应附有气泡,然后将温度计插入,使水银球下端与环的底部齐平,但不能接触环或环支撑板。2.4 从容器底部加热使温度以恒定的速率(5±0.5)℃/min上升,若升温速率超过此限定范围,则试验作废。2.5 当试样圆片软化下垂,钢球刚接触支架下层板时立即读取温度。取两个试样软化温度的算术平均值作为试样的软化点,结果修约至整数位。
http://www.junlincn.com/uploads/allimg/121011/3-1210111A5480-L.gif有用过沥青软化点测定仪的童鞋吗?分享沥青软化点测定仪操作技巧吧。每次试验结束后,写检测报告最让人头痛了。
各位大侠:单位原使用的是法国ISL RB36的全自动软化点测试仪,已使用近10年,近期经常出现故障,想要重新采购一台,为节约成本,想采购国产的产品,不知道各位有没有使用过比较耐用的可以推荐呢?要求:测试温度范围:35~220度升高速率:5+/—0.5 度全自动检测
请问环氧树脂软化点是不是就是玻璃化转变温度?一般用什么方法测量?
做镁砂氧化镁含量的EDTA滴定法实验。样品熔融温度为1000℃,4~5分钟。实验室的电阻炉坏了,可以用材料高温软化荷重测定仪代替吗?熔样的坩埚为白金坩埚,会不会和材料高温软化荷重测定仪里面的电热偶反映?先谢谢各位了!
单位想开展松香的软化点测定,按照国标GB/T8146-2003,采用环球法测定软化点,网上看到的大多针对沥青,请问各位大侠,关于我的情况应该选择哪款型号的软化点测定器?非常感谢!
请教各位,我们现在想测试玻璃粉(不是玻璃)的软化点,不知道用什么设备好一些?我最初以为只有用DSC才能测试玻璃的软化点,但后来注意到有拉丝法测试软化点的,所以请问这两种方法哪种更准一些?还有没有其他的玻璃软化点的测试方法呢?另外如果购买拉丝法测试软化点的设备的话,有没有什么好的品牌推荐,国产进口都行?还有就是玻璃粉如何测试膨胀系数呢,国内的膨胀仪结果可靠与否?国内的高温粘度计又可不可靠呢?能不能晒一下各位觉得用的好的测试玻璃的设备? 国标中软化点测试方法是拉丝法,但是如果玻璃粉用拉丝法的话,怎么实现呢? 另TMA测试软化点的准确性怎么样呢?相比DSC哪儿更实用? 谢谢。
请教各位:软化水的硬度控制在多少以内是合格的啊?多谢
请问有哪位知道哪种树指既可以软化水质较硬的自来水,又不会增加水中的的Na离子含量? (树脂是用在饮用水处理上的)
请问大侠们有没有参加宁波出入境组织的沥青软化点能力验证啊?温度计和仪器有偏差,不知大侠们怎么看

[size=16px][color=#339999][b]摘要:真空压力热成型技术作为一种精密成型工艺在诸如隐形牙套等制作领域得到越来越多的重视,其主要特点是要求采用高精度的正负压力控制手段来抵消重力对软化膜变形的影响以及精密控制成型膜厚度。本文提出了相应的改进解决方案,通过可编程的纯正压控制技术实现软化膜上下压差以及热成型压力的精密调节,在保证产品质量的同时可简化控制系统。[/b][/color][/size][align=center][size=16px] [img=精密热成型工艺中的正负压力控制解决方案,550,292]https://ng1.17img.cn/bbsfiles/images/2023/05/202305190914248981_6279_3221506_3.jpg!w690x367.jpg[/img][/size][/align][b][size=18px][color=#339999]1. 问题的提出[/color][/size][/b][size=16px] 热成型是一种将热塑性片材加工成各种制品的较特殊的加工方法。在具体成型过程中,片材夹在框架上加热到软化状态,在外力作用下,使其紧贴模具的型面,以取得与型面相仿的形状。冷却定型后,经修整即成制品。热成型方法有多种,但基本都是以真空和压力这两种方法为基础加以组合或改进而成。典型的真空和压力热成型原理如图1所示。[/size][align=center][size=16px][color=#339999][b][img=01.真空和压力热成型示意图,550,275]https://ng1.17img.cn/bbsfiles/images/2023/05/202305190917007981_2026_3221506_3.jpg!w690x345.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图1 真空和压力热成型原理示意图[/b][/color][/size][/align][size=16px] 如图1所示,真空成型最大的成型压力为一个大气压,这造成真空成型压力较低,这往往使得受热软化后的热塑材料很难在模具的拐角或坑洼处形成紧密贴合,如图2所示,这会造成整体的成型精度较差。因此,真空成型工艺一般用于对成型精度要求较低的通用性塑料件的生产。[/size][align=center][size=16px][color=#339999][b][img=02.真空热成型过程中的非紧密贴合现象示意图,550,198]https://ng1.17img.cn/bbsfiles/images/2023/05/202305190917280643_6456_3221506_3.jpg!w690x249.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图2 真空热成型过程中的非紧密贴合现象示意图[/b][/color][/size][/align][size=16px] 正压热成型在真空(负压)基础上的发展演变而来,正压成型的压力往往可以达到4~5个大气压甚至更高,在压缩空气的正压作用下,贴合度大幅提高,产品外观质量和生产效率有了明显的提高,所以正压形式正逐步在高精度热成型工艺中得到广泛应用,特别是对于成型精密度有很高要求的隐形牙齿矫治器(隐形牙套、透明牙套),正压热成型已经成为一种标准工艺。采用正压热成型机器在3D打印模型上制造隐形牙齿矫正器,可以获得更均匀的塑料层,但产生均匀塑料层的理想正压水平需要根据以下几方面的影响因素进行确定和精密控制:[/size][size=16px] (1)牙模的结构比较复杂,表面沟壑较多,采用正压吸塑热成型工艺很难很好的控制牙套的厚度,要求正压压力控制精度极高。[/size][size=16px] (2)受热的热塑性材料呈软化状态,很容易受到重力影响而造成额外的形变,因此在正压热成型中受热软化片材的变形程度相差极大,必须消除重力带来的变形。[/size][size=16px] 为了解决上述问题,西安博恩生物科技有限公司在其发明专利CN112823761B中提出了正负压热成型工艺,首先控制平衡软化片材上下两侧的压强差,抵消重力带来的变形,然后在热成型时再通过压力变化来精确控制膜片的厚度。此发明专利仅提出了一种真空压力热成型工艺的新概念,并未给出压差和压力精密控制的具体实施方法描述,而具体真空压力控制的具体方式则是实现隐形牙套高精度热成型的关键技术之一。为此,本文针对诸如隐形牙齿矫正器正负压热成型工艺中的真空压力精密控制,提出相应的解决方案,以保证新型正负压热成型工艺的顺利实施。[/size][size=18px][color=#339999][b]2. 解决方案[/b][/color][/size][size=16px] 在专利CN112823761B中提出的正负压热成型过程如图3所示,固定有膜片的可上下移动的夹持器热成型设备分为上下两个独立的密闭腔室,每个独立腔室的真空和压力需要精密控制,只是真空压力的控制范围不同。[/size][align=center][size=16px][color=#339999][b][img=03.正负压加热成型过程示意图,385,113]https://ng1.17img.cn/bbsfiles/images/2023/05/202305190917482920_2081_3221506_3.jpg!w385x113.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图3 正负压加热成型过程示意图[/b][/color][/size][/align][size=16px] 在膜片被加热软化和随夹持器向下移动时,底部腔室相对于顶部腔室为正压,即顶部腔室内的压力要大于顶部腔室压力,底部腔室正压托起软化过程中的膜片以抵消重力的影响。[/size][size=16px] 当膜片贴附在牙模上后,撤掉底部腔室压力,并逐渐增大顶部腔室压力,使顶部腔室压力相对于底部腔室压力为正压,由此通过较大的正压压力使膜片与牙模紧密贴合。[/size][size=16px] 通过上述过程可以看出,正负压热成型中的压力控制具有以下两个重要特征:[/size][size=16px] (1)在压差控制阶段,底部腔室压力要始终大于顶部腔室,以托起软化中的膜片减少重力对膜片变形的影响。这种情况下,两个腔室压力都可以是正压,顶部腔室压力不一定非要是真空负压,顶部腔室也可以是正压,但只要底部腔室压力足够大并能形成相应的压差托起膜片极可。[/size][size=16px] (2)在加压贴附阶段,使顶部腔室的压力足够大就可实现软化膜片的紧密贴合,这也意味着底部腔室的压力也不一定非要是真空负压,只要是顶部腔室的压力足够大,底部腔室为常压时也完全能够实现高压贴合。[/size][size=16px] 由此两个特征可以得出结论:所谓的正负压热成型,完全可以只采用正压控制予以实现,但前提是能够精密和可程序控制上下两个腔室的正压压力。[/size][size=16px] 通过上述分析可知,对上下两个腔室进行正压精密控制,通过压差和高压可很好的实现膜片紧密贴合和保证厚度的均匀性,这样可以减少真空控制的环节和相应装置,简化了控制系统。[/size][size=16px] 依此,本文提出的解决方案就是两个腔室的精密正压压力控制解决方案,通过两套压力控制装置分别实现上下两个腔室的压力可编程控制,具体结构如图4所示。[/size][align=center][b][size=16px][color=#339999][img=04.隐形牙齿矫治器热成型精密压力程序控制系统结构示意图,690,321]https://ng1.17img.cn/bbsfiles/images/2023/05/202305190918023454_1832_3221506_3.jpg!w690x321.jpg[/img][/color][/size][/b][/align][align=center][b][size=16px][color=#339999]图4 隐形牙齿矫治器热成型精密压力程序控制系统结构示意图[/color][/size][/b][/align][size=16px] 在膜片被加热软化和随夹持器向下移动时,底部腔室相对于顶部腔室为正压,即顶部腔室内的压力要大于顶部腔室压力,底部腔室正压托起软化过程中的膜片以抵消重力的影响。[/size][size=16px] 当膜片贴附在牙模上后,撤掉底部腔室压力,并逐渐增大顶部腔室压力,使顶部腔室压力相对于底部腔室压力为正压,由此通过较大的正压压力使膜片与牙模紧密贴合。[/size][size=16px] 通过上述过程可以看出,正负压热成型中的压力控制具有以下两个重要特征:[/size][size=16px] (1)在压差控制阶段,底部腔室压力要始终大于顶部腔室,以托起软化中的膜片减少重力对膜片变形的影响。这种情况下,两个腔室压力都可以是正压,顶部腔室压力不一定非要是真空负压,顶部腔室也可以是正压,但只要底部腔室压力足够大并能形成相应的压差托起膜片极可。[/size][size=16px] (2)在加压贴附阶段,使顶部腔室的压力足够大就可实现软化膜片的紧密贴合,这也意味着底部腔室的压力也不一定非要是真空负压,只要是顶部腔室的压力足够大,底部腔室为常压时也完全能够实现高压贴合。[/size][size=16px] 由此两个特征可以得出结论:所谓的正负压热成型,完全可以只采用正压控制予以实现,但前提是能够精密和可程序控制上下两个腔室的正压压力。[/size][size=16px] 通过上述分析可知,对上下两个腔室进行正压精密控制,通过压差和高压可很好的实现膜片紧密贴合和保证厚度的均匀性,这样可以减少真空控制的环节和相应装置,简化了控制系统。[/size][size=16px] 依此,本文提出的解决方案就是两个腔室的精密正压压力控制解决方案,通过两套压力控制装置分别实现上下两个腔室的压力可编程控制,具体结构如图4所示。[/size][size=16px] 如图4所示,两套压力控制装置配置完全相同,都是由压力传感器、压力调节阀和真空压力控制器构成,两套装置公用一套高压气源。为了保证高精度压力的程序控制,具体配置如下:[/size][size=16px] (1)压力传感器采用超高精度压力计,压力测量范围为0~0.8MPa(表压),精度为满量程的0.05%。压力调节阀采用数控电子减压阀,外部模拟控制信号0~10V对应的压力调节范围为表压0~0.8MPa,综合精度为满量程的0.2%。[/size][size=16px] (2)压力控制器采用超高精度可编程PID调节器,具有24位AD、16位DA和0.01最小输出百分比,具有PID参数自整定功能,并可设计20条程序曲线进行调用和控制,具有标准MODBUS协议的RS485通讯接口。压力控制器自带计算机软件,通过软件可在计算机上直接对控制器进行设置、运行、过程参数显示和存储。[/size][size=18px][color=#339999][b]3. 总结[/b][/color][/size][size=16px] 综上所述,本文对相关的正负压热成型工艺进行了分析,特别是针对隐形牙齿矫正器这类高精度热成型制作工艺,本文提出了改进的解决方案,即不采用正负压控制方式,而是采用纯正压控制方式。在具体热成型过程中,通过对上下腔室的压力进行不同的程序控制形成可控压差来抵消重力对受热膜片变形的影响,然后再对上腔室进行高压控制,由此可实现高精度的热成型厚度控制,可大幅提高热成型产品的质量和一致性。[/size][size=16px] 新的解决方案可通过两路压力的精确控制,同样可实现正负压热成型过程中的压力成型功能和精密制作能力,但避开了正压和负压同时控制所造成的装置的复杂性和较高成本,这使得新的解决方案更具有实用性。[/size][align=center][b][color=#339999][/color][/b][/align][align=center][size=16px][color=#339999][b]~~~~~~~~~~~~~~~~[/b][/color][/size][/align]
锅炉用水,软化水的硬度控制在多少以内是合格的啊?多谢
请教各位老大:高纯石英玻璃管的粘度、软化点、退火点用什么方法(标准)测量的?那家仪器可用?请多多指教!
有人能帮我找一些关于测定软化水硬度的资料吗?比较详细的,就是设备,试验步骤都有的资料.不慎感激!
我欲选购如下几种沥青性质分析仪器: 薄膜烘箱分析仪,要求比老式仪器有更好的性能。 自动软化点测定仪。 延长度测定仪。 欢迎各厂家提供详细信息,包括仪器的性能,价格,适用标准,还有哪些厂在使用等等。 原来使用的仪器有些老旧,有的性能无法达到标准要求需更换。 急需这方面的信息!!!请尽快提供。
请问谁有LRY-35A沥青软化点测定仪说明书不知按了什么设置,它的升温速率不对,请问怎样把它较过来?
[color=#444444]请教一下[/color][color=#444444]:[/color][color=#444444]软化水的硬度控制在多少以内是合格的啊[/color][color=#444444]???[/color][color=#444444]急[/color]
如何测试复合材料的软化点,大约在1千摄氏度上下.
请教一下各位:软化水硬度检测。消耗了0.01N的EDTA12ml,水样是50ml.请问:硬度计算公式:0.01*12/50*1000.对吗?
如何测定树脂的软化点,求助
为什么在这网页没有软化学电离质谱的任何信息??I would like to get some info on this.OK?







 我要推广仪器
我要推广仪器
 下载APP
下载APP