
 关注
关注
已关注
![]() 已认证
已认证
粉丝量 0





其它参数
BGD310自动杯突试验仪是由我公司所提供,如果你想进一步详细了解价格、规格、工艺、性能、操作,请电话联系上海魅宇仪器设备有限公司。此产品保修期为一年。保修期内维修所产生的费用,除了有明确规定不属于保修范围的以外,其它包括元件费、工时费、差旅费及运输费等一切费用,均由我公司承担。我公司产品出厂时都会做严格检查或试机,所以出现质量问题的概率非常小。我公司坚持从细节做起,严把质量关,努力做到精益求精。
BGD310自动杯突试验仪技术参数:
1.冲头直径:20mm±0.05mm
2.压陷最大深度:18.0mm
3.压陷深度分度值:0.01mm
4.压陷速度:0.1-0.3mm/s
5.试板要求厚度:钢板:0.3mm~1.25mm;铝板:不超过2mm;塑料板:不超过6mm
6.电子放大镜放大倍数:1-300倍(可调)
7.外形尺寸:466mmx322mmx500mm
8.仪器净重:52KG
外观结构:

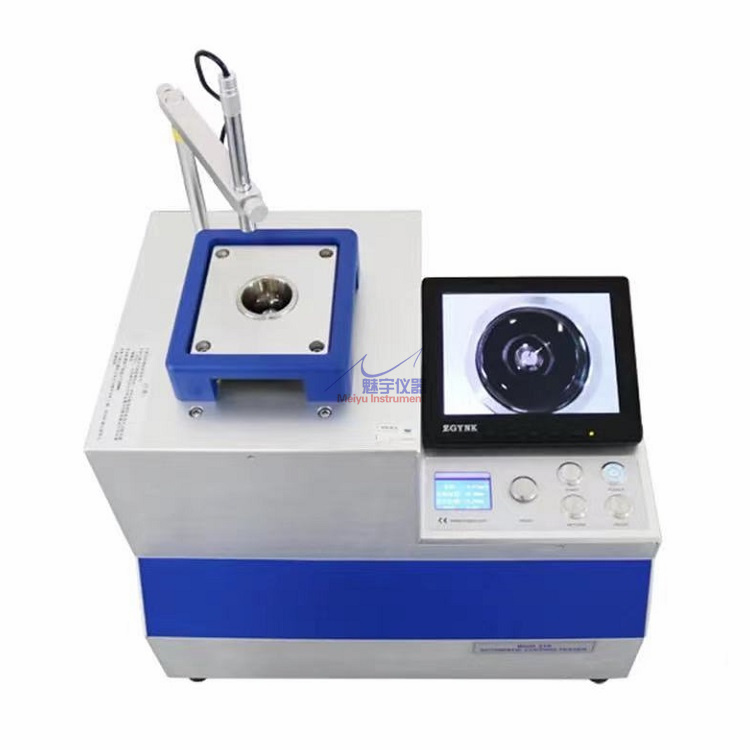
图1:试验仪正面图
电子放大镜及调焦螺母:试验前调整支架让电子放大镜对准冲头位置,并旋转调焦螺母使冲头影像清晰,试验时即可将放大清晰的试板图像显示在电子放大镜显示屏上。
电子放大镜显示屏:显示电子放大镜接收的影像;若须调整显示屏角度,抬起显示屏后方并将显示屏往后轻推即可固定其角度,往前推即可将其重新放平。
试板放置口(70mm):用于放置70mm宽的试板。
试板放置口(90mm):用于放置70mm-90mm宽的试板。
菜单显示屏:显示仪器的运行状态和其它菜单界面。
菜单键(Menu):按下菜单键可进入菜单选择界面;旋转菜单键进行选择,再次按下确认选择。
启动键(RUN):按下启动键(RUN)开始试验,仪器随即缓慢夹紧试板,冲头按标准速度上升。
电源键(POWER):按下电源键(POWER),接通或断开仪器电源。
停止键(PAUSE):在试验过程中,冲头上升时按下停止键(PAUSE),可暂停试验,以便仔细观察试板状态,之后可再次按下启动键(RUN)继续试验。
返回键(RETURN):试验完成或暂停后,按下返回键(RETURN),仪器随即缓慢地松开试板,冲头下降至初始位置后自动停止;返回过程中启动键(RUN)或停止键(PAUSE)失效。

图2:试验仪运行界面
注意事项:
1、试验结束后应及时清洁仪器的各部件,冲头由超硬碳化钨钢珠制成,不会生锈但会沾上尘,偶尔擦干净即可。
2、试板不允许超过说明书规定厚度,过厚的试板会导致机器电机过载(一般情况下电机过载数秒便发生过载保护,但仍会对电机不利);另外,过载保护后必须关掉电源数秒再重启机器才能再次使用。
3、机器运行时手应该离开试板放置口,以免夹伤。
4、机器含一内置电池,若机器出现如下情况,则表明内置电池电量耗尽,须更换电池:
①机器运行时当前速度为0
②当前位移为0
③运行模式变为自动
④设定行程自动变成10mm
一般电池使用寿命可达数年,若须更换电池,只须拆开前盖板即可看到电池所在的电路板,钮扣电池型号为2032(如下图所示)。

操作步骤:
1、取样
按GB/T3186规定,取受试产品(或复合涂层体系中的每个产品)的代表性样品,并按GB/T20777规定,检查和制备试验样品。
2、试板
除另有规定,按GB/T9271规定并根据实际用途选择底材。试板应为长方形,且符合下述尺寸:
①厚度:钢板不小于0.3mm且不大于1.25mm,铝板不超过2mm,塑料板不超过6mm(关于此项请详细参阅注意事项第6.2项)。
②宽度和长度:两次试验应在一块长条板或两块单独的试板上进行。试验的压陷中心离任何一边不应少于35mm,并且任何两个中心之间的距离最小为70mm。试板也可以在涂装好并固化后裁剪成合适的尺寸,只要保证没有发生变形。
分别有2个不同宽度的试板放置口(参见图1所示),可允许插入宽70-90mm的试板。建议使用70mm宽(插入试板放置口70mm)或者80-90mm宽(插入试板放置口90mm)的试板;若使用70-80mm试板时,插入时应尽量将试板中线对准放置口的中央位置,确保压陷中心与试板边缘距离不少于35mm。
试板应平整及没有变形,并且在进行杯突试验时不会开裂。
③试板必须至少有一面为绝缘面。
注:如果在涂层开裂或脱离底材前,底材本身就出现开裂,本次试验结果可以报为优于引起底材开裂的压陷深度。
除另外商定,按GB/T9271规定处理每一块试板,然后按规定的方法涂装受试产品或体系。
将涂装好的试板在标准规定的条件下干燥(或烘烤)并放置规定的时间。除非另有规定,试验前,试板应在温度23±2℃,相对湿度(50±5)%条件下至少调节16小时。
按GB/T13452.2规定的一种方法测定涂层的干膜厚度,以μm计。
3、试验条件
除非另有商定,试验应在温度为23±2℃,相对湿度为(50±5%)环境下进行。
4、操作仪器
4.1准备工作
①将仪器从包装箱内取出,放在坚固平整的试验台上,将电源线插入电源插口,并接通电源。
②按下电源键开启仪器,菜单显示屏和电子放大镜显示屏随即点亮。
③安装电子放大镜(如4.0外观结构中图1所示),松开支架螺丝并调节其位置,直到冲头图像位于电子放大镜显示屏中央位置(若此时图像过于模糊,可旋转电子放大镜调焦螺母调节清晰度)。如须调整电子放大镜显示屏角度,可将显示屏后方抬起,然后将整个显示屏向后推,即可锁紧屏幕。
4.2调零
每台仪器在出厂前均已调零;客户在使用一段时间后,也可自行调零。
首先,把随机配置的调零钢板放入70mm测试宽度放置口(注意放正,不要接触到四根导柱);按下菜单键,进入菜单选择界面(见图3)。旋转菜单键选择“调零”,按下菜单键确认选择。此时机器自动进行校正操作。调零完成后,冲头应该与放置口平齐。最后,按返回键(RETURN)松开并取出调零钢板。

图3:菜单选择界面
注意:
1.仪器设计有一个绝对坐标记忆功能,即操作者在任何时候用调零钢板调零仪器后,仪器将自动记忆此零点,以后无论冲头上升还是下降,仪器都会自动计算冲头对应位置的坐标。若冲头向下运动则坐标减少(低于调零点时为负坐标,显示负数);若冲头向上运动,则坐标增加(高于零点时为正坐标,显示为正数)。故操作者根据这个自动坐标定位功能,可以对各种材质的底材进行试验。
2.若调零板放偏,触碰到放置口内的四根导柱,会导致调零位置错误,使得调零失败;所以请尽量把调零板放到放置口的中间位置,不要触碰到四根导柱。
3.菜单显示屏上,红色字体为当前所选择的条项。
4.3测试
仪器调零且冲头钢珠返回到初始位置(最低端)后,调节电子放大镜调焦螺母,使电子放大镜显示屏中钢珠的影像变清晰。焦距调好后,试验过程中电子放大镜会跟随冲头升降,无需再次调焦(放入试板后,显示屏内图像将变模糊;开始进行实验时,当试板被夹紧且冲头移动到零位之后,图像将重新变得清晰,此过程请勿再次调节聚焦螺母)。
A方法:测定涂层是否通过规定的单一压陷深度
1.插入准备好的试板,有涂层的一面朝上,调整试板位置直至冲头的中心轴线与试板的交点离试板边缘至少相距35mm。
2.在运行界面按下菜单键,然后旋转菜单键,选择“模式”,再次按下菜单键确认,进入停机模式选择界面(如图4)。旋转菜单键选择“自动”,再次按下菜单键确认,菜单显示屏自动返回运行界面,“模式”一栏显示“自动”。

图:4:停机模式选择界面
4.按下菜单键,在菜单显示屏上选择“位置设定”,再次按下菜单键确认,进入位置设定界面(如图5)。旋转菜单可修改行程数值,按下菜单键进行确认(整数与小数数值分别确认后自动返回运行界面,“设定位置”一栏显示为设定值)。最大可设定行程为18mm。
图5:位置设定界面
5.按下启动键(START),仪器自动夹紧试板,冲头以0.1-0.3mm/s的速度缓慢上升(可在“当前位置”一栏读取当前压陷深度),上升到“设定位置”后机器自动停止;上升过程中如须暂停观察试板状态,按下停止键(PAUSE)即可,再次按下启动键(START)可继续实验。
6.在电子放大镜显示屏上检查试板状态,观察涂层是否开裂及从底材上脱落。
5.按下返回键(RETURN),仪器松开试板,冲头退回初始位置;在返回过程中,停止键(PAUSE)及启动键(START)失效,冲头退回到初始位置后自动停止,才能进行下一次试验。若仪器在返回过程中断电,重新开机后,只能按下返回键(RETURN)先复位,冲头到达初始位置后才可进行新操作。
B方法:测定引起破坏的最小压陷深度
1.插入准备好的试板,有涂层的一面朝上,调整试板位置直至冲头的中性轴线与试板的交点离试板边缘至少相距35mm。
2.在运行界面按下菜单键,然后旋转菜单键,选择“模式”,再次按下菜单键确认,进入停机模式选择界面(如图4)。旋转菜单键选择“手动”,再次按下菜单键确认,菜单显示屏自动返回运行界面,“模式”一栏显示“手动”。
3.按下启动键(START),仪器自动夹紧试板,冲头以0.1-0.3mm/s的速度缓慢上升(可在“当前位置”一栏读取当前压陷深度),在电子放大镜显示屏上观察试板上的涂层面是否出现裂纹或开始从底材上脱离;当涂层出现裂纹或开始从底材上脱离时,按下停止键(PAUSE),界面中的“当前位置”就是引起破坏的最小压陷深度。手动的最大行程为18mm。
4.按下返回键(RETURN),仪器松开试板,冲头退回初始位置;在返回过程中,停止键(PAUSE)及启动键(START)无效,冲头退回到初始位置后自动停止,才能进行下一次试验。若仪器在返回过程中断电,重新开机后,只能按下返回键(RETURN)先复位,冲头到达初始位置后才可进行新操作。
备注:应在两块单独的试片上重复进行试验,若结果不同,应再次试验,至两块试片结果一致。
保养及售后服务:
1、我公司对所有售出的仪器均提供免费一年的保修服务(从交货日期开始计算);并提供终身有偿维护及校准。
2、保修条款(只限大陆用户):
A.购买后15个工作日内非人为损坏的仪器,我公司将给予免费更换新机,并承担双程运输费用。
B.购买后一年之内属于自然损坏的机器,用户只需寄回机器或相应配件,我处将免费提供维修服务及相应配件,并免费运输给用户。
C.对于一年后自然损坏的机器和任何时候使用不当造成损坏的仪器,用户需要承担来回运输费用、更换配件费用和维修人工费用。
D.对于人为损坏的机器(如自行修改线路等),我处将不给予维修服务和支持。
E.为了确定机器是属于自然损坏还是人为损坏,用户必须提供已损坏原机器或配件,否则将一律视为人为损坏,将不给予维修服务。
F.保修凭证:加盖公司公章的收据以及销售送货单、贴于仪器机身上的保修标签均可作为保修凭证。如以上均无法证明,用户将不能享受保修服务。
注意:任何未经我公司许可自行拆卸或维修机器的行为将有可能导致其它费用的产生!
装箱清单:
主机1台
带灯电子放大镜1个
调零钢板1块
电源线1条
操作手册1份
产品合格证1份
校准证书1份
概述:
BGD310是一款全自动的杯突试验仪器。该仪器在BGD309杯突仪的基础上,增加了试板自动夹紧功能,其冲头可按标准要求以(0.1-0.3)mm/s速度自动匀速上升,消除了手动升降时因速度改变或用力不均而产生的误差。仪器完全按照国家标准GB9753-2007《色漆和清漆杯突试验》和国际标准ISO1520:2006设计制造,适用于评价色漆、清漆及有关产品的涂层(单涂层或复合涂层体系)在标准条件下经压陷逐渐变形后,其抗开裂或抗与金属底材脱离的性能。
另外,还配有电子放大镜和高清显示屏,操作者可从显示屏上清晰地观察放大后的测试样板涂层的开裂或脱落情况,判断测试结果更简单精确。
点击搜索数显白度仪
特点:
◆自动夹紧测试样板,方便简单。
◆冲头全自动升降(速度为0.1-0.3mm/s),测试结果更可靠,更具可比性。
◆自动坐标定位系统,调零后自动记忆和跟踪冲头坐标位置。
◆高倍数放大镜以及集成高清显示屏,结果判断更准确、直观和方便;整个实验过程只须调一次焦。
◆冲头试验行程可任意设定(0~18mm)。
◆高精度位光栅移传感器,定位准确,精度可达0.1mm。
◆试板最大宽度可达90mm;适合大尺寸样板。
工作原理:
将涂覆有受试产品或体系的试板放置在仪器的试板放置口中(上下方分别为两个环:伸缩冲模和固定环);开始试验时,仪器自动夹紧试板,并用半球形冲头以稳定的速率推动试板进入伸缩冲模内,使试板形成涂层朝外的圆顶形来测定漆膜的弹性,从运行界面读取压陷深度。待变形增加到规定深度,或直到涂层刚出现开裂或从底材上脱落为止,在放大镜显示屏上观察试样板涂层的开裂或从底材上脱落的情况,评定结果。



上海魅宇仪器科技有限公司
公司地址
上海市奉贤区金碧路1980号
客服电话
仪器信息网APP

展位手机站