搜全站
搜展位

青岛睿新杰仪器有限公司
 关注
关注
已关注
![]() 已认证
已认证
粉丝量 0
控制托辊的轴向窜动量 分析
控制托辊的轴 向窜动量 , 分析引起轴向窜动超差涉及 的因素有辊 皮 的长度 、 辊皮镗孔 的深度 、 轴承座 的深度 、 密封件 的厚度 , 所有 累加起来的误差 , 最终体现在托辊轴车工序档距大小 的问题 。所 以在 日常工作 中, 为保证 托辊 轴向窜动量符合 M 8 1 2 0 ( T 2- 0 6 煤 矿用 带式 输送 机托辊技术条件》 中规定 : 5 0N轴 向载荷作用 在 0 () 2 镗管工序是保障径 向圆跳动不超差的关键工序 , 辊皮两 端所 镗孔 同轴 度直接影 响托 辊的径向圆跳 动。托辊是一个批量 件产品 , 日常工作 中发现 , 在 管定位 胎与管子线性 接触夹装 , 很 容易磨损成深槽形态 。因管子的外径较高级也有约至少 ± .mm 0 4 的公差 ( 考 《 式输 送机 托辊 用 电焊钢 管》 G / 3 9 — 参 带 ( BT 17 2 9 ) , 以在切管工序管子 的外倒角不可能很均匀 , 2 )所 两端 的定位 胎形成的深槽 就不一致 , 用磨损 的定位胎镗辊皮两端止 口, 同轴 下, 托辊的轴向窜动值 不得 大于 1 配车轴档距是改善轴 向 . mm, 2 窜动量超差手段。再在压装工序 , 做好定位芯 , 防止过压密封件 , 造成 密封件压死损伤薄壁边缘 , 人为加大轴档 , 也是引起轴 向窜 动超差 的一大原因。 带式输送机在运行过程 中,托辊的灵活性显得非常重要 , 如 果托辊灵活度不好 、 旋转阻力系数高 的时候 , 整个皮带输送机 系 统就得付 出更大 的动力 、 消耗更多 的电力 , 有时还会造成皮带撕 裂、 电机烧毁的情况 , 更严重 的时候可以引起火灾 。在加工 巾, 引 起旋转阻力升高 的因素有镗 管过程中同轴度与辊体焊接后 两端 度肯定无从谈起 , 以在镗管 中 , 所 应该养成定期检查管定位胎 的 习惯 。在镗管工序为消除倒角不均匀而引起 的镗孔椭 圆度 过大 的因素 , 先将管定位胎工作面初始 出厂设计的 4。 5改制为 3。经 0, 过试用 , 统计后发现托辊的径 向圆跳动合格率上升 ; 次将 管定 再 位胎 工作面角度更改 为 2 。经试用统 计后 , 0, 托辊 的径 向圆跳动 合 格率继续上升 ; 后又再次将管 定位胎工作 面减少至 1 。但 由 5, 于锥度减小 , 管定胎 的开 口过小 , 造成工作 中上料 困难 。为能顺 利加工 , 最后将管定位 胎工作面 的工作 部位缩减 为 1。非工作 5, 部 位 依 然 保 留初 始 设 计 角 度 4 。 5 ,并 将 淬 火 硬 度 提 高 至 HR 5 — 0 C 8 6 。经批量加工生产统计 , 托辊 的径 向圆跳动达到一个 较 高的 、 的合格率 。经过缩小角度改制后 , 稳定 减小了辊皮 因定 一 轴承座孔 的同轴度 、 向迷宫式密封之 间的配合 、 纵 装配应力。 引起 辊体焊接后 的两端轴承座孔 的同轴度超差原因 , 与前所述径 向圆 跳动超差在双头对焊机上的原因相 同。 密封之间的配合采用非接 触式 , 装配应力在装配中或 多或少都存在 , 为减弱装配应力 , 在托 辊压装 中各密封件 手工按压完成后整体装入托辊 中, 尽量放 置密 封件 与辊体端面平行 , 以防止密封件 翻边导置托辊彻底 不转 。在 装配工序压装机所用定位 芯轴 过短会引起密封件压死也是 影响 托辊旋转阻力大小 的一个原因。并且在装配完成后 , 将托辊轴 向方 向 与地面平行 , 离地面一定距离轻摔托辊 , 以消除装配应力 ; 在轴 向
最新动态
更多![]()

赛默飞与苏州工业园区签署战略合作备忘录,投资设立赛默飞中国生命科学研发中心
厂商
2021.05.27

TOC分析的主要应用
厂商
2024.01.05
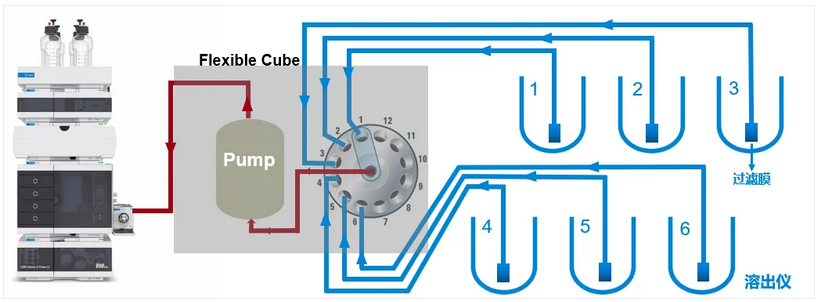
文献解读 | 使用安捷伦在线液相系统实现自动化溶出测试
厂商
2024.07.09

XJEE EXPO2024开幕,连华科技携明星水质检测仪器亮相
厂商
2024.07.12



仪器信息网APP

展位手机站