
 关注
关注
已关注

![]() 已认证
已认证
粉丝量 0
400-601-1369
仪器信息网认证电话,请放心拨打
应用故事 | 如何通过毛细管流变仪指导纺丝工艺参数
黏度是纺丝过程中最重要的指标之一,黏度太高,纺丝压力大,难纺出超细纤维;黏度太低,流动性太强,易断丝不易成丝。因此只有在合适的黏度下,配合合适的牵伸速度才能够得到理想的成丝。
那我们到底该改变哪些参数来调整纺丝过程中的熔体黏度呢?首先来看看切片熔体在整个纺丝过程中经历了怎样的流变行为。图1是简单的熔融纺丝示意图,聚合物切片首先从固体颗粒形态由料斗进入螺杆挤出机,进行熔融与传送,随后通过计量泵挤入喷丝头,喷丝头是一个由许多毛细管流道组成的圆盘,聚合物熔体从这些毛细管流道中挤出,形成具有一定直径丝条,随后下方在卷绕罗拉的牵引作用下,对挤出的丝条进行拉伸取向,使其具有一定的定伸强度,最后卷绕在丝筒上得到一筒一筒的原丝卷。
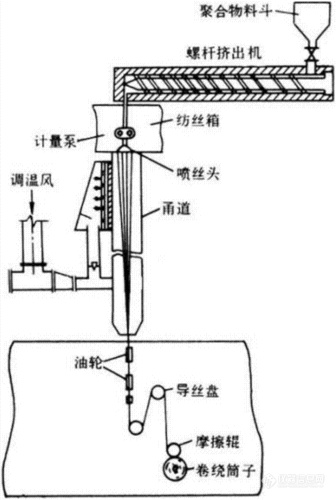
图1 熔融纺丝示意图
从整个纺丝工艺过程来看,唯一需要关注的点就在于物料通过喷丝板时的黏度。影响黏度的因素就两个,一个是温度,一个是剪切速率。温度很好理解,也是大家常用的调节黏度的方式,纺丝压力太大了,黏度太高了,那么把温度提高一些;出丝断断续续不成丝,黏度太小了,那么降低温度,提高黏度。通过温度来调整黏度这是最简单的调整手段。
那剪切速率是怎么影响的呢?一般高分子熔体都是剪切变稀性质的流体,随着剪切速率的增加,黏度下降。那么在纺丝过程中,我们就可以通过调节计量泵来改变熔体的吐出量也就是体积流量,来改变熔体通过喷丝板时的剪切速率,吐出量越大,剪切速率越高,熔体通过喷丝板时的黏度就越小。
熔体通过喷丝板时的剪切速率怎计算呢?剪切速率是由喷丝板的尺寸(喷丝孔形状、大小、数量…)以及流量所决定。当我们开始纺丝,喷丝板类型已经确定,剪切速率就仅由流量所控制了,就可以简单地通过控制流量来得到想要的熔体黏度了。图2是各种各样的喷丝板,除了最常见的标准圆形丝,还有各种各样的异型丝。
图2 各种类型的喷丝板(左1普通圆形;234各种异型丝)
喷丝板的尺寸直接影响剪切速率,图3用圆孔喷丝板来举两个简单的计算例。左图是纺弹性纤维用的孔数少、孔径大的喷丝板,右图是纺超细纤维的孔数多、孔径小的喷丝板,利用下面的圆形流道计算公式计算得到不同类型喷丝板下的剪切速率,可以看出,在相同体积流速下,三孔大口径喷丝板的剪切速率只有64s-1,而多孔小口径的却达到了两万多,差了好几个数量级,不同的喷丝工艺剪切速率相差甚远,因此在进行流变测试前,一定首先要亲自计算一下当前纺丝工艺中使用的喷丝板所对应的大概剪切速率到底是多少。
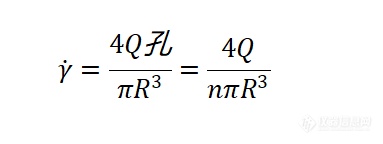
Q:纺丝机的体积流速(mm3/s);n:喷丝版的孔数;R:喷丝孔的半径
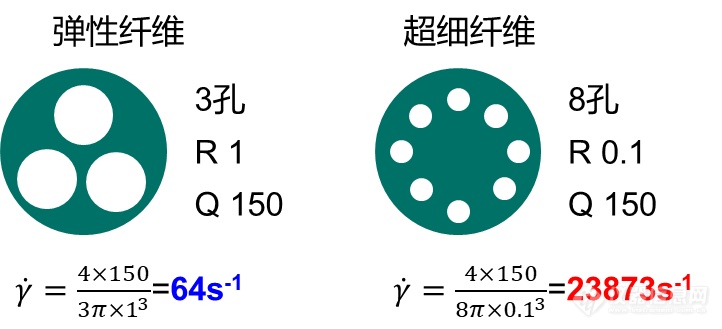
图3 圆形喷丝板剪切速率计算示例
黏度受到温度和剪切速率两个因素的影响,纺丝时到底是去调节温度还是调节剪切速率(计量泵吐出量)呢?这就涉及到我们聚合物本身的性质了,材料本身它到底是对温度的敏感性更强还是对剪切速率变化的敏感性更强。如果对温度更敏感,黏温效应更强,少量的温度变化就可以引起大量的黏度变化,那就可以考虑通过调整温度来调节工艺粘度。例如图4所示的PET,对温度的敏感性非常强烈,温度升高,黏度能够明显下降,这种切片的纺丝,通过温度的升高与降低就可以轻松调节纺丝黏度。
图4 PET在不同温度下的黏度曲线
但有些时候会发现,无论怎么调节温度,好像对成丝都没有太大作用。这是因为此类聚合物的黏流活化能比较低,对温度的敏感性并不高,升高降低温度对黏度的影响较小,这时候就应该考虑从剪切速率入手了,也就是去考虑物料本身的黏切效应。在纺丝工艺中,通过调节计量泵改变物料通过喷丝板的体积流量就可以来改变熔体受到的剪切速率,从而改变其在毛细管流道中的黏度。例如图5展示的聚合物的黏度曲线,温度升高,黏度能够适当降低,但降低程度有限。提高剪切速率能够更加有效的降低熔体的黏度。
图5 某改性纺丝切片在不同温度下的黏度曲线
对于上面的这个聚合物种类来说,如果一味地只通过温度来调整黏度,为了降低黏度,不断的升高温度,结果会怎么样呢?纺丝压力是降下来了,但丝条从喷丝板出来时温度太高,冷却变慢,在罗拉牵伸卷绕的过程中,会发生粘连从而引起断丝,可纺性反而变得更差。从图6的牵引测试中可以看出,随着温度的不断升高,最大断裂速度逐渐变小,变得容易断裂,纺丝性变差,牵伸倍率降低,从而影响最终纤维性能。该切片在120℃下,牵引力波动较大,严重影响纤维纤度的均匀性;150-170℃,最大牵伸比降低严重,牵伸倍率降低;在130-140℃之间能够得到牵引力稳定,牵伸倍率合适的纤维原丝。
图6 某改性纺丝切片在不同温度下的牵引实验
综上所述,纺丝工艺过程中能够调节的就是温度和剪切速率(计量泵的吐出量),具体是去调温度还是调结计量泵,就需要结合纺丝切片在不同温度下的黏度曲线,以及喷丝板的尺寸选择,综合考虑黏温关系和黏切关系,来调整得到最佳的纺丝工艺参数。
作者
杨阳
耐驰仪器公司应用实验室
更多![]()

2024EAC易贸汽车产业大会
厂商
2024.06.17

网络课堂 | 碳材料的导热性能测试
厂商
2024.06.17

课堂回放 | 板材与管材导热系数的绝对测试方法与应用
厂商
2024.06.17
课堂回放 | 流变学基础1:振幅扫描
厂商
2024.05.31
公司名称: 德国耐驰仪器
公司地址: 上海市外高桥保税区富特北路456号1#楼3层A部 联系人: 施小姐 邮编: 200131 联系电话: 400-601-1369
仪器信息网APP

展位手机站