









近年来,过程分析技术(PAT)在制药行业越来越受到重视,包括美国FDA在内的官方机构正在积极推动应用PAT技术,力图从过程、工艺上保证药品的质量,改变目前只能依靠严格和生硬的认证规范的现状[1]。我国实施《良好药品生产管理规范》(GMP)的目的也是“要把药品质量问题消除在生产过程之中”。PAT技术能够为制药行业带来:a. 消除产品质量隐患;b. 提高生产效率;c. 实现“产品质量是可以从生产过程中预见的,而不只是检测出来的”;d. 节省分析成本。
近红外(Near IR, NIR)光谱与经典的中红外光谱具有相似的信息来源,主要包含分子中C-H、N-H、O-H等含氢化学键的倍频和合频吸收信息,非常适合于药品等有机组成物质的质量分析和控制。
方案详情

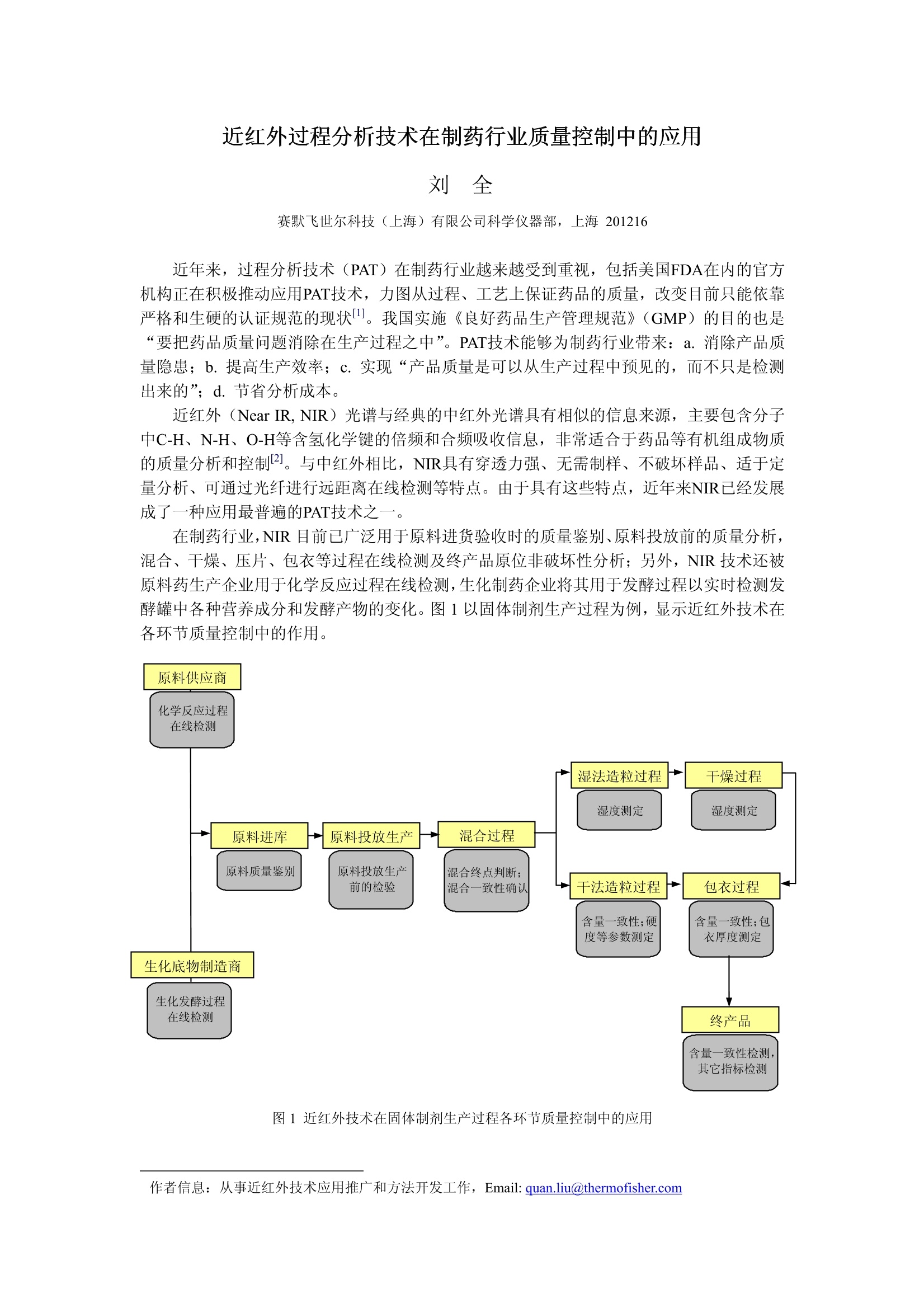
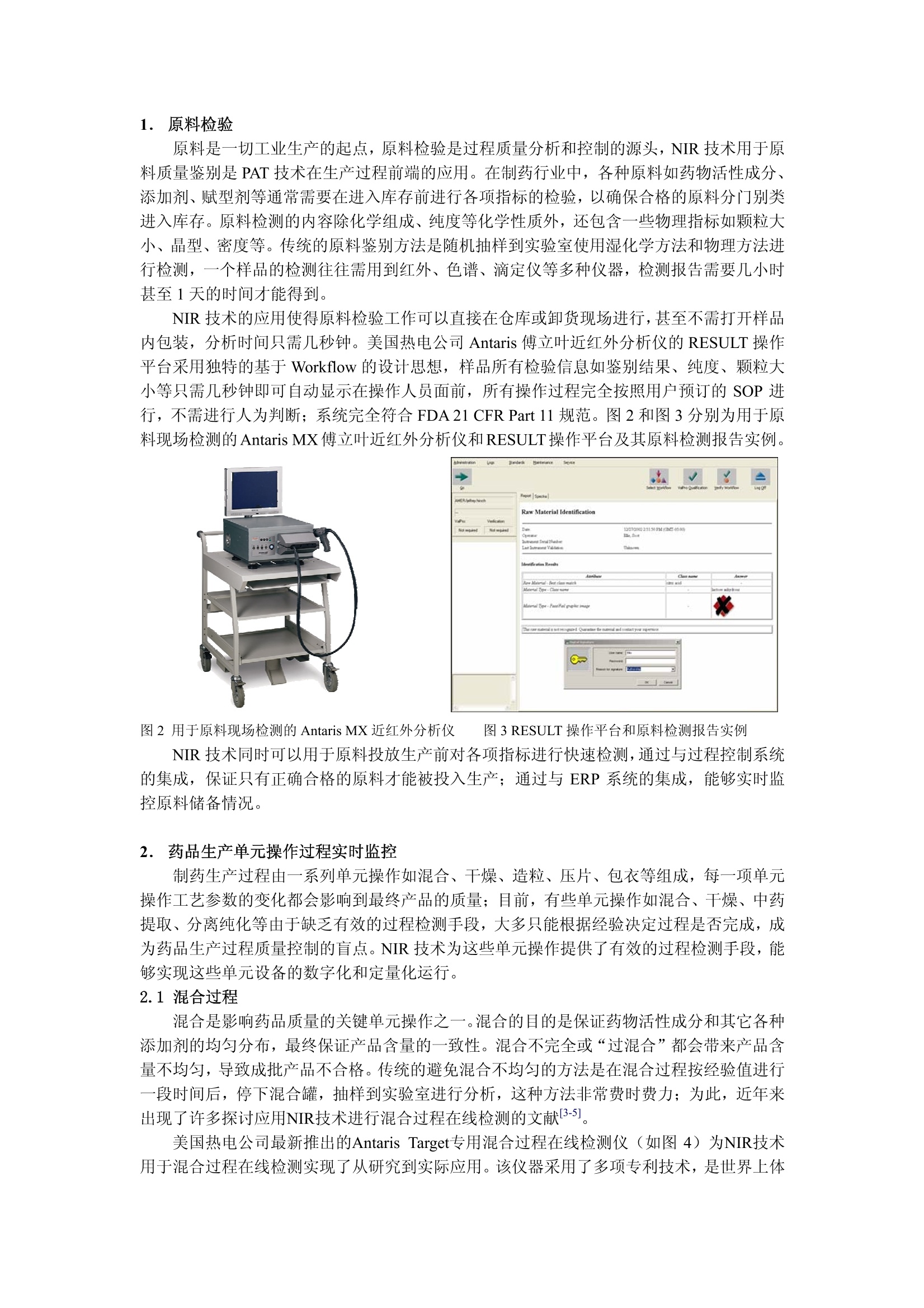
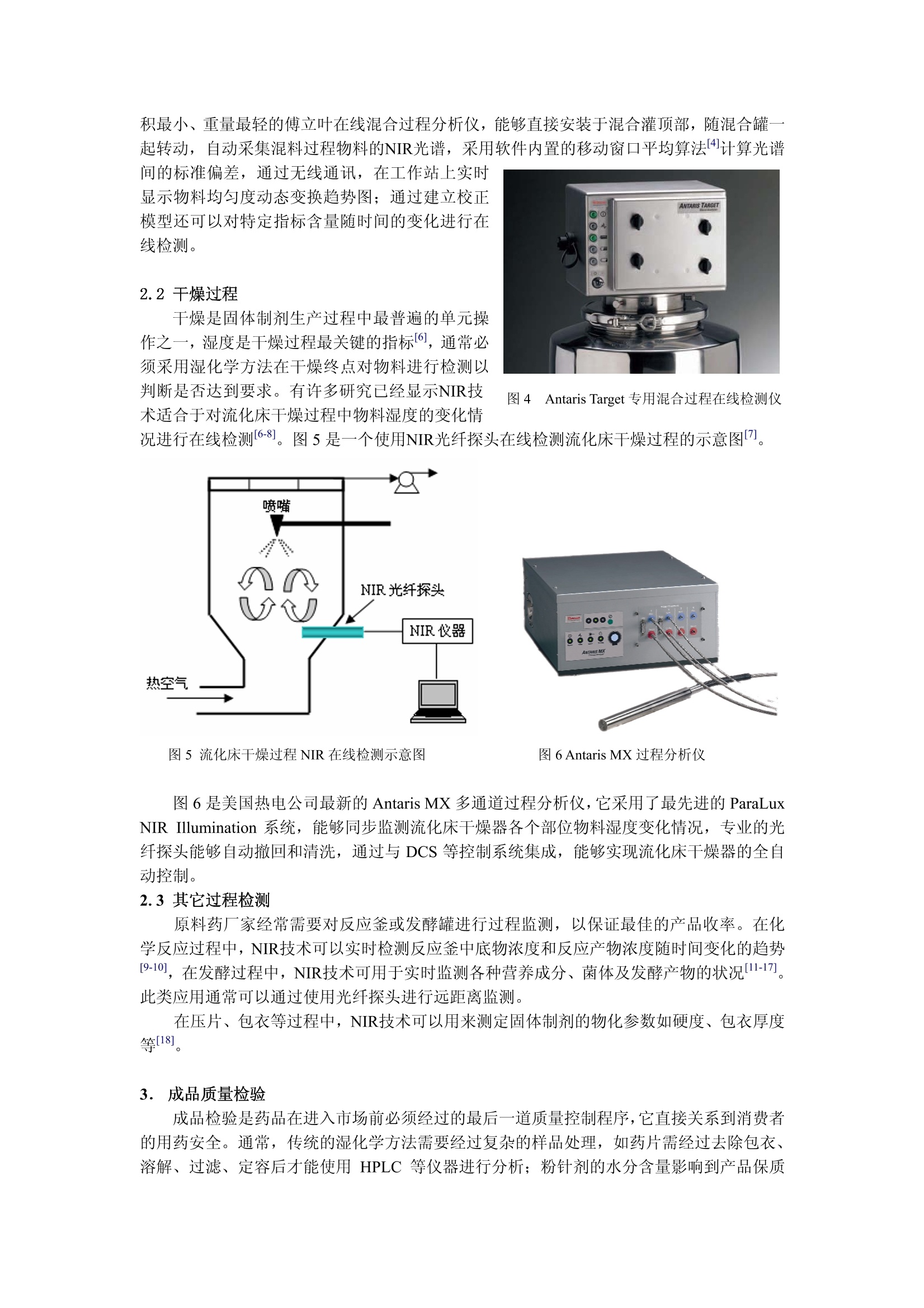
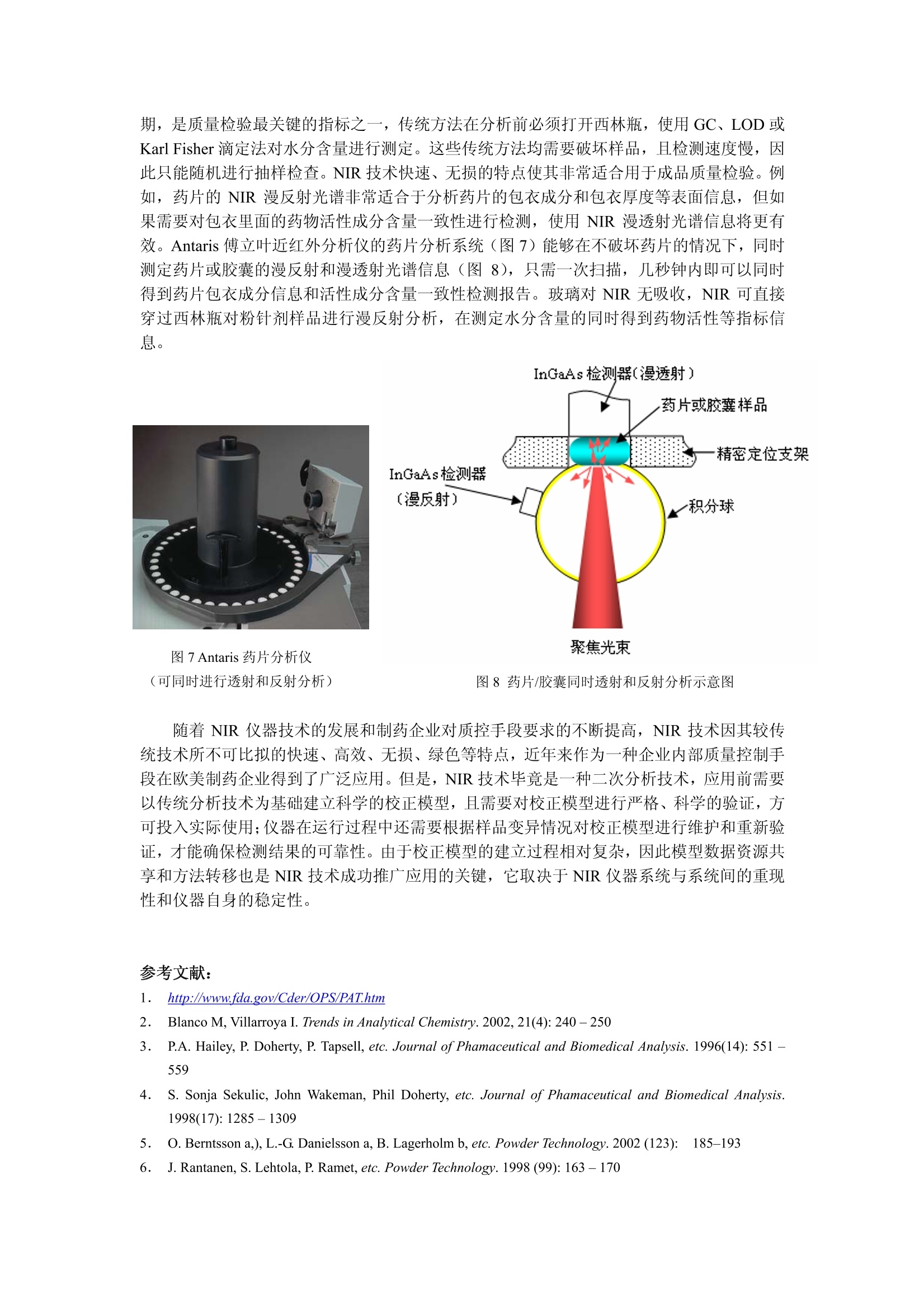
近红外过程分析技术在制药行业质量控制中的应用 刘 全 赛默飞世尔科技(上海)有限公司科学仪器部,上海201216 近年来,过程分析技术(PAT)在制药行业越来越受到重视,包括美国FDA在内的官方机构正在积极推动应用PAT技术,力图从过程、工艺上保证药品的质量,改变目前只能依靠严格和生硬的认证规范的现状。我国实施《良好药品生产管理规范》(GMP)的目的也是“要把药品质量问题消除在生产过程之中”。PAT技术能够为制药行业带来:a.消除产品质量隐患;;【b.提高生产效率; c. 实现“产品质量是可以从生产过程中预见的,而不只是检测出来的”; d.节省分析成本。 近红外 (Near IR, NIR)光谱与经典的中红外光谱具有相似的信息来源,主要包含分子中C-H、N-H、O-H等含氢化学键的倍频和合频吸收信息,非常适合于药品等有机组成物质的质量分析和控制2。与中红外相比, NIR具有穿透力强、无需制样、不破坏样品、适于定量分析、可通过光纤进行远距离在线检测等特点。由于具有这些特点,近年来NIR已经发展成了一种应用最普遍的PAT技术之一。 在制药行业, NIR 目前已广泛用于原料进货验收时的质量鉴别、原料投放前的质量分析,混合、干燥、压片、包衣等过程在线检测及终产品原位非破坏性分析;另外, NIR 技术还被原料药生产企业用于化学反应过程在线检测,生化制药企业将其用于发酵过程以实时检测发酵罐中各种营养成分和发酵产物的变化。图1以固体制剂生产过程为例,显示近红外技术在各环节质量控制中的作用。 原料供应商 图1近红外技术在固体制剂生产过程各环节质量控制中的应用 ( 作者信息:从事 近 红 外 技术应用推广和方法开发工作, Email: q u an.liu@ th e r m ofi sher. c om ) 1.原料检验 原料是一切工业生产的起点,原料检验是过程质量分析和控制的源头, NIR 技术用于原料质量鉴别是 PAT 技术在生产过程前端的应用。在制药行业中,各种原料如药物活性成分、添加剂、赋型剂等通常需要在进入库存前进行各项指标的检验,以确保合格的原料分门别类进入库存。原料检测的内容除化学组成、纯度等化学性质外,还包含一些物理指标如颗粒大小、晶型、密度等。传统的原料鉴别方法是随机抽样到实验室使用湿化学方法和物理方法进行检测,一个样品的检测往往需用到红外、色谱、滴定仪等多种仪器,检测报告需要几小时甚至1天的时间才能得到。 NIR 技术的应用使得原料检验工作可以直接在仓库或卸货现场进行,甚至不需打开样品内包装,分析时间只需几秒钟。美国热电公司 Antaris 傅立叶近红外分析仪的 RESULT 操作平台采用独特的基于 Workflow 的设计思想,样品所有检验信息如鉴别结果、纯度、颗粒大小等只需几秒钟即可自动显示在操作人员面前,所有操作过程完全按照用户预订的 SOP 进行, 不需进行人为判断;系统完全符合 FDA 21 CFR Part 11 规范。图2和图3分别为用于原料现场检测的Antaris MX傅立叶近红外分析仪和 RESULT 操作平台及其原料检测报告实例。 图2用于原料现场检测的 Antaris MX 近红外分析仪 图 3 RESULT 操作平台和原料检测报告实例 NIR 技术同时可以用于原料投放生产前对各项指标进行快速检测,通过与过程控制系统的集成,保证只有正确合格的原料才能被投入生产;通过与 ERP 系统的集成,能够实时监控原料储备情况。 2.药品生产单元操作过程实时监控 制药生产过程由一系列单元操作如混合、干燥、造粒、压片、包衣等组成,每一项单元操作工艺参数的变化都会影响到最终产品的质量;目前,有些单元操作如混合、干燥、中药提取、分离纯化等由于缺乏有效的过程检测手段,大多只能根据经验决定过程是否完成,成为药品生产过程质量控制的盲点。NIR 技术为这些单元操作提供了有效的过程检测手段,能够实现这些单元设备的数字化和定量化运行。 2.1混合过程 混合是影响药品质量的关键单元操作之一。混合的目的是保证药物活性成分和其它各种添加剂的均匀分布,最终保证产品含量的一致性。混合不完全或“过混合”都会带来产品含量不均匀,导致成批产品不合格。传统的避免混合不均匀的方法是在混合过程按经验值进行一段时间后,停下混合罐,抽样到实验室进行分析,这种方法非常费时费力;为此,近年来出现了许多探讨应用NIR技术进行混合过程在线检测的文献3-51。 美国热电公司最新推出的Antaris Target专用混合过程在线检测仪(如图4)为NIR技术用于混合过程在线检测实现了从研究到实际应用。该仪器采用了多项专利技术,是世界上体 积最小、重量最轻的傅立叶在线混合过程分析仪,能够直接安装于混合灌顶部,随混合罐一起转动,自动采集混料过程物料的NIR光谱,采用软件内置的移动窗口平均算法计算光谱 间的标准偏差,通过无线通讯,在工作站上实时显示物料均匀度动态变换趋势图;通过建立校正模型还可以对特定指标含量随时间的变化进行在线检测。 2.2干燥过程 干燥是固体制剂生产过程中最普遍的单元操作之一,湿度是干燥过程最关键的指标,通常必须采用湿化学方法在干燥终点对物料进行检测以判断是否达到要求。有许多研究已经显示NIR技术适合于对流化床干燥过程中物料湿度的变化情 图4 Antaris Target 专用混合过程在线检测仪 况进行在线检测16-8]。图5是一个使用NIR光纤探头在线检测流化床干燥过程的示意图图。 图5流化床干燥过程 NIR 在线检测示意图 图6 Antaris MX过程分析仪 图6是美国热电公司最新的 Antaris MX 多通道过程分析仪,它采用了最先进的 ParaLuxNIR Illumination 系统,能够同步监测流化床干燥器各个部位物料湿度变化情况,专业的光纤探头能够自动撤回和清洗,通过与 DCS等控制系统集成,能够实现流化床干燥器的全自动控制。 2.3其它过程检测 原料药厂家经常需要对反应釜或发酵罐进行过程监测,以保证最佳的产品收率。在化学反应过程中,NIR技术可以实时检测反应釜中底物浓度和反应产物浓度随时间变化的趋势19-10],在发酵过程中, NIR技术可用于实时监测各种营养成分、菌体及发酵产物的状况11-17。此类应用通常可以通过使用光纤探头进行远距离监测。 在压片、包衣等过程中,NIR技术可以用来测定固体制剂的物化参数如硬度、包衣厚度等18]。 3.成品质量检验 成品检验是药品在进入市场前必须经过的最后一道质量控制程序,它直接关系到消费者的用药安全。通常,传统的湿化学方法需要经过复杂的样品处理,如药片需经过去除包衣、溶解、过滤、定容后才能使用 HPLC 等仪器进行分析;粉针剂的水分含量影响到产品保质 期,是质量检验最关键的指标之一,传统方法在分析前必须打开西林瓶,使用 GC、LOD或Karl Fisher滴定法对水分含量进行测定。这些传统方法均需要破坏样品,且检测速度慢,因此只能随机进行抽样检查。NIR 技术快速、无损的特点使其非常适合用于成品质量检验。例如,药片的 NIR 漫反射光谱非常适合于分析药片的包衣成分和包衣厚度等表面信息,但如果需要对包衣里面的药物活性成分含量一致性进行检测,使用 NIR 漫透射光谱信息将更有效。Antaris 傅立叶近红外分析仪的药片分析系统(图7)能够在不破坏药片的情况下,同时测定药片或胶囊的漫反射和漫透射光谱信言(图8),只需一次扫描,几秒钟内即可以同时得到药片包衣成分信息和活性成分含量一致性检测报告。玻璃对 NIR 无吸收, NIR 可直接穿过西林瓶对粉针剂样品进行漫反射分析,在测定水分含量的同时得到药物活性等指标信息。 聚焦光束 图 7 Antaris 药片分析仪(可同时进行透射和反射分析) 图8药片/胶囊同时透射和反射分析示意图 随着 NIR 仪器技术的发展和制药企业对质控手段要求的不断提高, NIR 技术因其较传统技术所不可比拟的快速、高效、无损、绿色等特点,近年来作为一种企业内部质量控制手段在欧美制药企业得到了广泛应用。但是, NIR 技术毕竟是一种二次分析技术,应用前需要以传统分析技术为基础建立科学的校正模型,且需要对校正模型进行严格、科学的验证,方可投入实际使用;仪器在运行过程中还需要根据样品变异情况对校正模型进行维护和重新验证,才能确保检测结果的可靠性。由于校正模型的建立过程相对复杂,因此模型数据资源共享和方法转移也是 NIR 技术成功推广应用的关键,,它取决于 NIR仪器系统与系统间的重现性和仪器自身的稳定性。 ( 参考文献: ) ( 1. http: / /www.fd a.g o v/ Cd er/ OPS/ PA T . ht m ) ( 2. Blanco M, Villarroya I. Trends in Analytical Chemistry. 2002,21(4):240-250 ) ( 3. P.A. Hailey, P. Doherty, P. Tapsel l , e t c. Journal of Phamaceutical and Biomedical Analysis. 1996(14):551- 559 ) ( 4. S. Sonja S ekulic, John Wakeman, P h il D o herty, e tc.J o urnal o f P h amaceutical and Biomedical Analysis.1998(17):1285- 1 309 ) ( 5. O. Berntsson a,), L.-G. Danielsson a, B. L agerholm b,etc. Powder Technology. 2002 (123) : ): 1 185-193 ) ( 6. J. Rantanen, S. Lehtola, P. Ramet, etc. Powder Technology. 1998 (99): 163 - 170 ) 7. P. Frake, D. Greenhalgh, S.M. Grierson, etc. International Journal ofPharmaceutics. 1997 (151): 75-80 8. J. Rantanena, E. RaEsaEnena, J. Tenhunenb, etc. European Journal of Pharmaceutics and Biopharmaceutics.2000(50):271-276 9. Howard W. W.,Sekulic S., Wheeler M.J. Appl Spectrosc. 1998, 52 (1): 17-21 10. Charity C., Bobby E., Cooley J. Analytica Chimica Acta.1999,395: 335-341 11. Gonzalez-Vara Y.R. A., Vaccari G., Dosi E. Biotechnology & Bioengineering. 2000, 67 (2): 147-156 12. Riley M. R., Crider H. M. Talanta. 2000, 52 (3):473-484 13. Yeung K. S. Y., Hoare M., Thornhill N. F., etc. Biotechnology And Bioengineering. 1999,63 (6): 684-693 14. Rodriguezsaona L. E., Khambaty F. M., Fry F. S., Calvey E. M. Journal of Agricultural and Food Chemistry.2001,49(2):574-579 15. Hazen K. H., Arnold M. A., Small G. W. Applied Spectroscopy, 1998,52(12):1597-1605 16. Robert P., Devaux M. F., Mouhous N., Dufour E. Applied Spectroscopy. 1999,53(2):226-232 17. Forbes R. A., Luo M. Z., Smith D. R. Journal of Pharmaceutical and Biomedical Analysis. 2001,25 (2):239-256 18. Emil W. Ciurczak. Encyclopedia of Pharmaceutial Technology. 2002:2252-2257 近年来,过程分析技术(PAT)在制药行业越来越受到重视,包括美国FDA在内的官方 机构正在积极推动应用PAT技术,力图从过程、工艺上保证药品的质量,改变目前只能依靠 严格和生硬的认证规范的现状[1]。我国实施《良好药品生产管理规范》(GMP)的目的也是 “要把药品质量问题消除在生产过程之中”。PAT技术能够为制药行业带来:a. 消除产品质 量隐患;b. 提高生产效率;c. 实现“产品质量是可以从生产过程中预见的,而不只是检测 出来的”;d. 节省分析成本。 近红外(Near IR, NIR)光谱与经典的中红外光谱具有相似的信息来源,主要包含分子 中C-H、N-H、O-H等含氢化学键的倍频和合频吸收信息,非常适合于药品等有机组成物质 的质量分析和控制[2]。与中红外相比,NIR具有穿透力强、无需制样、不破坏样品、适于定 量分析、可通过光纤进行远距离在线检测等特点。由于具有这些特点,近年来NIR已经发展 成了一种应用最普遍的PAT技术之一。 在制药行业,NIR 目前已广泛用于原料进货验收时的质量鉴别、原料投放前的质量分析, 混合、干燥、压片、包衣等过程在线检测及终产品原位非破坏性分析;另外,NIR 技术还被 原料药生产企业用于化学反应过程在线检测,生化制药企业将其用于发酵过程以实时检测发 酵罐中各种营养成分和发酵产物的变化。图 1 以固体制剂生产过程为例,显示近红外技术在 各环节质量控制中的作用。
确定
还剩3页未读,是否继续阅读?

产品配置单

赛默飞世尔科技分子光谱为您提供《制药行业中质量控制检测方案(近红外光谱仪)》,该方案主要用于化药制剂中含量测定检测,参考标准--,《制药行业中质量控制检测方案(近红外光谱仪)》用到的仪器有Antaris MX傅立叶近红外现场快速检测仪
推荐专场




相关方案
更多
该厂商其他方案
更多